Сварочный аппарат с регулировкой форсажа
Обновлено: 18.05.2024
Тип аппарата: инверторный, MMA+TIG (дуговая), 13600 Вт, 315 А, 380 В
Макс. диаметр электрода
Макс. сварочный ток
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 17000 Вт, 315 А, 380 В
Макс. диаметр проволоки
Тип аппарата: инверторный, MMA+TIG (дуговая), 12000 Вт, 315 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 17000 Вт, 315 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 27700 Вт, 500 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 27000 Вт, 500 А, 380 В
Сварочные трехфазные инверторы ФОРСАЖ в Барнауле
Сварочные трехфазные инверторы ФОРСАЖ - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Сварочные трехфазные инверторы ФОРСАЖ" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Скидки и акции на сотни
товаров.
Консультации бесплатно
8 (800) 333-9-220
О Компании
- Про 220 вольт
- Производители
- Вакансии
- Наш рекорд Гиннеса
- Политика конфиденциальности
- Отзывы о нас
- Контакты
Покупателям
- Мобильная версия
- Сервисные центры
- Подарочные сертификаты и карты
- Статьи и советы по выбору
- Бонусный клуб
- Обмен и возврат
- Дополнительная гарантия
- Уценённые товары
Партнёрам
Мастерская 220 Вольт
2002—2022 © Сеть магазинов электроинструмента «220 Вольт». Нравится магазин? Оцени его на Яндекс Маркете
Что такое форсаж дуги простыми словами и так ли он полезен для новичка
Форсаж дуги очень полезная функция которой оснащаются современные инверторы. Из статьи Вы узнаете для чего нужна функция форсажа дуги, антиприлипания и горячего старта. Наши эксперты подобрали полезные тематические видео и подробно описали принципы настройки и работы с этими функциями.
Что такое форсаж дуги (Arc Force) на сварочном инверторе
Итак, инвертор – электронное устройство для преобразования входного напряжения, обычно переменного, в необходимое выходное напряжение. Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.

Кроме того инвертор обладает возможностью автоматизации этих параметров для режима сварки. Одним из них является форсаж дуги – автоматическое изменение тока сварки при работе.
При работе, особенно неопытных сварщиков, начальный ток устанавливается минимальным, чтобы не допустить прожога деталей. Но, это не дает возможности начать процесс сварки – зажечь дугу, поддерживать стабильность ее во время всего сварочного периода.
Для этого необходимо подбирать режим, следить за стабильностью дуги, чтобы исключить прилипание. Даже профессиональному, опытному сварщику бывает сложно одновременно все это делать, не говоря уже о новичке.
Работа Arc force заключается в автоматическом увеличении тока при начальном моменте – это режим розжига электрода и возвращении параметра к начальному, номинальному значению режима сварки.
Инвертор обеспечивает следующее:
- возрастание, мгновенное, силы тока при снижении ниже критического уровня, позволяет получить стабильную дугу;
- уменьшение тока, при мощной дуге, позволяет избежать прожогов;
- автоматическое поддержание силы тока обеспечивает стабильную работу.
Применяется автоматический форсаж, а также настраиваемый. Первый применяется обычно новичками. Второй, с большим количеством настроек – для профессионалов.
Для чего нужен

Этот режим служит для получения качественных сварных швов. Данный вид аппаратов применяется для выполнения сварочных работ различного назначения. Стоимость их выше, чем у обычных трансформаторных аппаратов.
При повышенных требованиях к свариваемым деталям желательно применять инвертор с форсажем дуги. Это позволит, выполнить работу безукоризненно даже новичком работая с тонкими деталями, к тому же без залипания, которое возможно даже у профессиональных сварщиков.
Хорошо себя зарекомендовала продукция фирмы Resanta (Ресанта) – марка компании S.I.A Resanta (Латвия) и HÜTER Elektrische Technik GmbH(Германия).
Это объединение выпускает качественную электротехническую продукцию, включая инверторы.
Официальное обозначение аппарата форсажа дуги выглядит так – Arcforce. По этой надписи можно убедиться, что перед вами необходимый сварочный агрегат.
Необходимо отметить, что режим форсажа необходимо использовать только в определенных случаях, а не постоянно. Для этого режима имеются определенные настройки, которые для этого рассчитаны.
Увеличение количества настроек позволяет использовать инвертор для большего количества вариантов сварки, различными электродами.
Но, все-таки используется он преимущественно при тонких работах, на которых
сварочные работы затруднительны или даже невыполнимы.
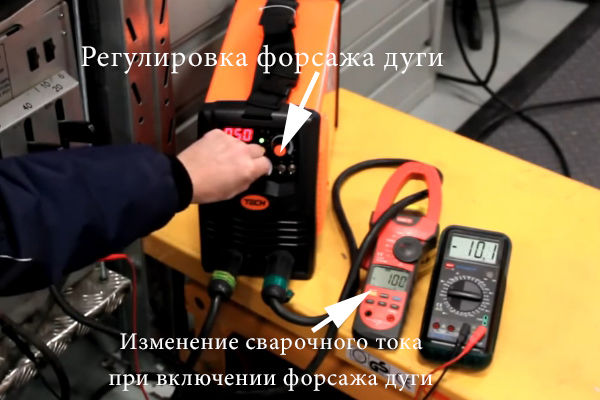
Как настроить
Инверторы с функцией форсаж дуги существую в нескольких видах: имеющих регулятор Arc force либо отсутствующим. Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Градуировочная шкала устройства выполнена в процентах, более редко – в относительных единицах. Необходимое значение определяется опытным путем.
Ручкой настройки на панели регулятора аппарата производим установку необходимого параметра. Толстый металл требует установки 100%, затем, после набора опытных данных производят корректировку.
Первоначально устанавливают форсаж на 50% и по результатам полученного сварного шва производят корректировке этого параметра. Оптимальное значение этого параметра определяется экспериментально.
Если электрод липнет, то необходимо добавить значение на шкале примерно на 30%. При прожигании – необходимо уменьшить величину тока форсажа.
Ручкой настройки в зависимости от применяемого электрода выбирается процент форсажа:
- принимаем и устанавливаем 10 – 30 % для рутиловых электродов;
- установка значения в 50% будет наилучшей для стандартного электрода;
- форсаж в 100% применяется для целлюлозного покрытия.
Для бытовой сферы имеются модели инверторов с фиксированным или автоматическим регулируемым режимом форсажа. На заводе изготовители часто выставляется параметр добавочного тока, на это значение он увеличивается при режиме форсажа. Эта величина составляет примерно 20 А.
При сварке средних, тонких деталей электродом в 2 мм этого будет достаточно. Учитывая, что сварочные аппараты, применяемые в бытовых условиях, питаются от обычных розеток, на значительные токи они не рассчитаны.
Как пользоваться
Применение режима arc force рекомендуется исключительно для тонких листов металла. Использование режима для работы с толстыми деталями становится менее эффективной.
Используя устройство, в котором отсутствует регулировка, начинать работу необходимо с включения определенного режима (arc force либо без него). Аппарат не всегда может поддерживать режим форсажа, особенно при сваривании деталей разной толщины и различными электродами.
Итак, при работе с аппаратом, имеющим режим форсаж дуги необходимо учитывать толщину свариваемых пластин, деталей, а также тип электродов при выставлении заданных параметров.
Перед началом работы необходимо протестировать электроды и детали, с которыми придется работать. При использовании определенного электрода необходимо выставить на регуляторе ток равный половине рабочего по инструкции.
Первоначально форсаж выключаем полностью. Начинаем процесс сварки. Дуга, должна гореть непрерывно, возможны единичные прерывания.

После этого оставив значение тока сварки в прежнем состоянии, устанавливаем форсаж на 50% по шкале аппарата. Проводим сварку по новому режиму.
Убеждаемся, что дуга горит не прерываясь, шов получается более качественным. И в третьем опыте устанавливаем форсаж на 100 %. Сварка получается практически такой же, как и при 50% форсаже.
Такое тестирование позволит выбрать оптимальные значения тока сварки и величину форсажа для применяемого электрода и толщины свариваемых пластин, деталей. После определения этих параметров переходим к настройке аппарата и к началу работы.
Первое – включается сварочный аппарат в питающую сеть с необходимым напряжением. По загоревшимся индикаторам убеждаемся, что схема включена. Переходим к настройке выбранных параметров:
- значение тока сварки;
- величину форсажа.
Если агрегат снабжен функцией горячий старт, то необходимо установить процентное значение от номинального тока. Лучшее значение уточняется в рабочем процессе.
Это касается и функции антиприлипания (anti stick). При этом производится установка параметра необходимого для снижения тока в момент залипания.
При применении определенных электродов, которые повышают непрерывность горения дуги или в случаях сварки относительно толстых пластин, деталей металла этот режим можно отключить или просто установить форсаж на 0%.
После выставления всех необходимых параметров можно приступать непосредственно к сварке деталей. По мере получения новых опытных данных возможна корректировка некоторых параметров: тока сварки, величины форсажа.
Эти действия необходимы для получения желаемых результатов сварочного шва и исключения прожогов металла.
Как проверить работает или нет
При использовании arc force нет видимых изменений процесса сварки. Внешне процесс выглядит одинаково, по крайней мере, визуально не заметны отличия при работе с форсажем или без него. Но, как же определить работает эта функция или же нет?
Существует несколько способов проверке работы этого режима.

Одним из методов, наиболее простым, является проверка по индикации на самом инверторе. Если индикатор включен, то можно предположить, что этот режим также имеется при сварке.
Кроме того можно определить по положению переключателя режима, он будет указывать на включение или отключение форсажа. Также можно посмотреть по шкале, служащей для установки требуемого режима.
Способ применим только тогда, когда инвертор находится в работоспособном состоянии, все функции готовы к эксплуатации. При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
Что же делать в таком случае?
Определить работу форсажа можно экспериментально, то есть опытным путем. Необходимо сравнить количество залипаний до включения этого режима и после.
Если количество залипаний уменьшилось, то режим выполняется и обеспечивает лучшее качество сварки. Для такой проверки обычно используют, какой-либо образец, для проведения экспериментов.
Разница будет заметной, в другом случае, разница не замечается, причина в неверно установленных параметрах или режим просто не работает.
Что взять из недорогих сварочников с регулировкой форсажа дуги?
Всем привет, нужен недорогой сварочник-инвертор для эпизодического использования с регулировкой форсажа, мощностью до 200А, компактные размеры. Сейчас использую Ресанта САИ 190ПН, но у него электроника полный шлак - уже дважды "на ровном месте" ломался дисплей и регулировать приходится по ощущениям, наугад вращая крутилку.
Требование лишь одно - надежность.
форсаж дуги - откуда этот термин ?
Надёжное дешёвым не бывает.
Иж Вд 200 например.
Klez , для никому не известного ежа ценник великоват. Ни разу не видел эту фирму в продаже на ВсеИнструменты.Ру, например.
Klez ,
Видимо, очередной нонейм, который не взлетел

landco написал:
Видимо, очередной нонейм, который не взлетел
Alex___dr , да не взлетел, нету его в магазинах, на сайте ихнем предлагается к покупке

landco ,
Я такой за 15 т.р взял и не жалею.
тут уникальный случай
нужно очень недорого и очень надежно
fhntv написал:
нужно очень недорого и очень надежно
Не в этой жизни.
Хотя нет,вру.
Трансформаторный источник питания.
В идеале выпрямитель.
в общем вы правы но автору нужен инвертор ( думаю нержавейку варит 100%)
и с регулировкой форсажа ( может бывший пилот ? )
fhntv написал:
тут уникальный случай
нужно очень недорого и очень надежно
fhntv , какой, бл, "уникальный случай"? Пожелание, чтобы дисплей не ломался - это уникальный случай и стоит дофига?
для "недорогих" и компактных да еще и 200А - это очень как уникально.
fhntv , дисплей тут при чем?
Тоже эпизодически пользуюсь на работе сварочным аппаратом у которого в режиме ММА есть регулировка форсажа, правда я ей не пользуюсь (выставил один раз чуть выше среднего значения - и всё). Интересно для чего РЕАЛЬНО нужна регулировка форсажа НЕПРОФЕССИОНАЛЬНОМУ сварщику? 200 ампер и форсаж на полную - это разве-что металл резать сваркой?
landco написал:
Пожелание, чтобы дисплей не ломался
Вам дисплей этот зачем сдался?
На большинстве аппаратов это чисто показометр и реальный ток не показывает (ресанта не исключение)
А где он соответствует,стоят не дёшево.
landco ,
Можете к этим аппаратам присмотреться.
Отключаемый хостарт,регулируемый форсаж,показывает реальный ток при сварке,напряжение сети
А мне нравится показометр. Я его сам приделал и откалибровал. Было на ютубе видео, где мастер сварщик выставлял ток 65 ампер, а потом говорит, великовато, и уменьшает до 60. То есть, он почувствовал разницу. И если нужно вернуться в предыдущий режим, пожалуйста. А просто по крутилочке точно не выставишь, отличить бы 60 от 80.
А по основному вопросу - нет сварочников дешевых и хороших одновременно. Китайцы выжали все возможности удешевления и дальнейшее удешевление идет только за счет недокладки необходимых в работе радиодеталей. Вместо трех конденсаторов один, экономия 1 тыс. руб. Вместо четырех транзисторов по 40 ампер - два, еще 500 руб. Вместо шести диодов четыре. И т.д. Надежности откуда взяться??
Вот посмотрел микрошу и сразу забытая было боль. Малый вес, какое достижение. Выкинули дроссель, выкинули две трети деталей, вместо держателя и массы зажимы от зарядки аккумуляторной, вместо медных проводов 16 мм2 - алюминиевые 10мм2. Это я уже не про микрошу, просто память всколыхнулась.
Посмотрел по характеристикам, вроде все прилично и кабели медь. Но врут где то наверняка. Не получится при весе 2.7 удержать ток 120А 100%. Да и все остальные хар-ки, выходное напряжение 90В, хорошо, но при весе 2,7 опять не очень верится.
Алекс Хома , Ну давайте тогда устаревшие 15 кг гробы брать
Дело не в том, какие цифры мы назовем, а в том, что технически достижимо. Если это проект НАСА стоимостью 200.000, то 2 кг и 6кВт, я верю , а если российский проект, 6 тыс. руб. 4кВт и 2,7 кГ, то сомневаюсь.
Вес уменьшают у нас и у китайцев не сложными техническими решениями а просто враньем в описании, самый простой и не требующий вложений метод.
Так у Вас же не трехкилограммовый, а шести! Вот это вещь!
Klez написал:
Алекс Хома , Ну давайте тогда устаревшие 15 кг гробы брать
Klez , У себя в городе иногда захожу в один из магазинов инструментов: на витрине сварочного оборудования лет 10 "пылится" Blue Weld Best 260 CE, и ценник около 34 т.р. Подозреваю, что этот "устаревший гроб" неплохо варит. Правда он трёхфазный и не слишком мобильный для эпизодических работ.
Алекс Хома написал:
Так у Вас же не трехкилограммовый, а шести! Вот это вещь!
Ну так он и стоит соответственно.
Микроб,в отличии от китайцев,хоть ток примерно заявленный выдаёт.
А то что миниатюрный-такая линейка.
Помимо уменьшения веса уменьшен ПВ аппарата,для бытовых целей его за глаза хватит.
И места много не займёт.
Для выездов само то.
А если без перекуров шпарить 4-5 мм ляктродом,то и аппарат должен быть в той ценовой категории для которой он и предназначен.
ARS72 написал:
Подозреваю, что этот "устаревший гроб" неплохо варит.
Трёхфахные инверторы все должны хорошо варить.
Если внутрянка не совсем поганая.
Klez , на Микрошах нет хотстарта.
landco , дисплей вы можете самостоятельно отремонтировать. Поискам пройдитесь по темам ремонт и Ресанты. Я сам лично с этим не сталкивался, но по памяти там обычно проблема с контактом или стабилизатором. Копеечный ремонт.
Виталий С 31 написал:
на Микрошах нет хотстарта.
Ты осцЫлографом замерял?
Вообще, когда предстоит выбор сварочного аппарата, кроме надёжности хорошо-бы представлять - особенности предстоящих сварочных работ: какими электродами предстоит больше работать рутиловыми или с основным покрытием, какой толщины металл предстоит варить - тонкие профили или наоборот толстостенные детали, какая сеть - нормальная, или просаженная (такое случается за городом), тогда можно будет рекомендовать конкретные модели.
Klez , он производителем не заявлен.
Klez , а ты измерял?
Хуже.
Я им варил.
А я то знаю где есть хотстарт,а где имитация,за счёт ВАХ.
Причём работающая.
Виталий С 31 , проблема в том, что дисплей уже ремонтировали и он опять накрылся
Klez , нет на Микрошах хот старта. Физически нет.
То что он тебе с пьяну глаз мерещится, это не значит, что там есть хот старт!
Посмотрел внутренности ИЖа, вот это комплектация!! Он точно даст 200А, и на 150 у него будет ПН 100%. И надежность будет. Все грамотно, за исключением. они что, ток от диодов пустили прямо через термопасту? Или через винтик крепления? Как то не привычно..
Интересно, что людей заботит наличие регулируемого форсажа дуги в сварочниках, но мало кого интересует степень эластичности (растяжимости) дуги. Можно например начинающему сварщику порекомендовать такой надёжный, брендовый аппарат, как EWM PIKO 162 на который много заслуженно хороших отзывов, но у него помимо грамотно сделанных НЕРЕГУЛИРУЕМЫХ горячего старта и форсажа дуги имеет место быть СИЛЬНО эластичная дуга, которая может продолжать гореть на расстоянии 4-5см. от свариваемых деталей (что удобно при сварке электродами с основным покрытием, без отрыва - сплошным швом). По этой причине PIKO 162 неудобен при сварки рутиловыми электродами в отрыв в труднодоступных местах. По мне так РЕГУЛИРУЕМАЯ эластичность дуги не менее ценная функция, чем регулируемый форсаж. По моему опыту начинающему сварщику следует интересоватся не только, или даже не столько наличием регулируемого форсажа дуги, сколько степенью её (дуги) эластичностью. Сильно эластичная дуга - это больше для электродов с основным покрытием. Не спорю, что адекватный форсаж дуги регулируемый, либо НЕрегулируемый конечно важен.
ARS72 , дроссель из пико выкини-посмотриш что будет с эластичностью
ИЖА тоже касается.
Klez написал:
ARS72 , дроссель из пико выкини-посмотриш что будет с эластичностью
ИЖА тоже касается.
Klez , У EWM PIKOTIG 180 выходной дроссель так-же присутствует, однако дуга неэластичная (короткая).
Так это другой аппарат и схема там другая
Длинная дуга наверное от дросселя и конденсаторов, которые есть только у Пико 162.
Виталий С 31 написал:
Длинная дуга наверное от дросселя и конденсаторов, которые есть только у Пико 162.
Виталий С 31 , От чего конструктивно зависит длинная дуга - не знаю, но для чего практически она нужна - для сварки электродами с основным покрытием. По идеи у всех промышленных (профессиональных) аппаратов, ориентированных на работу с "основными электродами" дуга должна быть эластичной. А недорогие аппараты с небольшим ПВ, небольшими габаритами - логично оснащать "короткой" дугой, и тогда такой аппарат будет удобен для сварки всяких мелочей рутиловыми электродами (если производители не слишком сильно сэкономили на внутреннем содержимом сварочника).
ARS72 , EWM хороший бренд. Я скачал несколько мануалов на их сварочники. Сейчас уже буквально не помню как называются но более новые модели с приставкой cel в названии для комфортной работы имеют регулировку форсажа, а также настраиваемый по длительности и силе тока горячий старт. Вот это действительно опции облегчающие работу!
А длина дуги как таковая совсем никак не нужна для сварки. Она лишь показывает, что ток на этом аппарате выпрямлен лучше, чем на других аппаратах.
У меня в наличии китайская трёхэтажка и я пользуюсь основными и рутиловыми. Дуга на ней не тянется так как на Пико162.
Виталий С 31 , У меня в наличие EWM PIKOTIG 180 - модель далеко не новая, но в режиме ММА регулируется форсаж, горячий старт - по величине и длительности. Согласен - бренд хороший (аппарат тоже - для АККУРАТНОЙ сварки электродами ок46 диаметром 2 - 3 мм. всяких "мелочей" пожалуй наилучший сварочник из тех, которыми пользовался). Дуга у него не тянется, и я поначалу не мог понять почему она тухнет на ровном месте при работе электродами марки УОНИ. Оказалось, что при попытке совсем немного (2 -3 мм.) растянуть дугу - она гаснет, ничего подобного у Пико 162 нет. Первый раз в жизни я варил (во время учёбы) как раз аппаратом с сильно тянущейся дугой (Неон на 200А. модель сейчас не вспомню). Экзамен на разряд (не путать с экзаменом НАКС) был - обварить неповоротный стык трубы рутиловым электродом в отрыв (точками), так у меня после каждой третьей или четвёртой "точки" дуга не гаснет и всё тут. Что касается регулировок - на своём сварочнике я выставил значение Форсажа чуть выше среднего значения (при низком уровне форсажа возможно залипание электрода) и горячий старт величиной 150% от основного тока, длительностью 0,3с. - не вижу практического смысла менять эти настройки.
А УОНИ ведь для сварки короткой дугой предназначены
joha написал:
А УОНИ ведь для сварки короткой дугой предназначены
joha , Понятно, что УОНИ предназначены для сварки короткой дугой, но есть некоторые особенности: как-то смотрел обучающий ролик, где сварщик варит вертикальный шов снизу вверх, в какой-то момент перед электродом образуется избыток расплавленного шлака, человек объясняет, что следует делать в этой ситуации: нужно на короткое время отвести электрод на себя (не гася при этом дугу), шлак стечёт вниз, и можно варить дальше. У аппарата с НЕэластичной дугой такой номер не пройдёт. Профессиональные сварщики возможно назовут ещё ряд ситуаций для которых нужна эластичная дуга. Во всяком случае эластичная дуга не мешает варить НЕПРЕРЫВНЫМ швом. Я редко пользуюсь электродами УОНИ, и почти всегда могу варить свои железки в удобном (нижнем) положении, поэтому эластичная дуга мне без особой надобности.
joha , Посмотрел ролик на канале "Всё о сварке и самоделках", где автор варит неповоротный стык трубы электродами с основным покрытием, сварочный аппарат Кемппи 150. И жалуется, что у него постоянно гаснет дуга на ровном месте. Предположу, что причина в НЕэластичной дуге у данного аппарата (у моего сварочника EWM PIKOTIG 180 та-же история), по этой причине Kemppi 150 скорее всего очень хорош при сварке рутиловыми электродами в отрыв.
Для УОНИ (основное покрытие) ещё нужен форсаж дуги, больше чем для других типов покрытия, иначе возможно постоянное прерывание процесса
ARS72 написал:
У аппарата с НЕэластичной дугой такой номер не пройдёт.
эти сказки похожи на разговор новичка о особой эластичности подвески какой нибудь 30 летней тойоты
свойство которое поясняется люфтами и умершими сайлентами на самом деле
эластичность дуги - это ваш термин ? кто и где когда либо варил с отрывом в 5 см . покажите этого человека ?
такой ток нужен для резки электродом - но это занятие так себе на любителя .
для нормальной сварки никто и никогда не удаляет электрод более чем на сантиметр .
fhntv , Для нормальной сварки точками конечно удобно отводить электрод не более чем на сантиметр - кто-же с этим спорит. Так и происходит у многих бюджетных аппаратов, которые ориентированы больше на работу с рутиловыми электродами. Я имел возможность поварить аппаратами с сильно эластичной дугой, например EWM PIKO 162 , ESAB Caddy 201i, тот-же НЕОН, там электрод (рутиловый) приходится не просто отводить на 5 см. а отводить резко, иначе дуга не обрывается, зато ESAB Caddy наиболее комфортно варит УОНИ. Я просто пытаюсь объяснить, что эластичность дуги это такой-же важный параметр сварочного аппарата, как форсаж и горячий старт. Возможно многие начинающие сварщики не сталкивались с крайними так-сказать проявлениями эластичности дуги, но этот параметр влияет на удобство работы в разных ситуациях.
ARS72 написал:
Я просто пытаюсь объяснить, что эластичность дуги это такой-же важный параметр
я просто пытаюсь объяснить что данный термин ввели в обиход ( хотя бы данной теме) только вы
и никому кроме вас он значимо не интересен видимо вообще
а тем кому интересен "форсаж" они тоже исчезающе мало варят , какая разница что лежит на полке ?
landco написал:
нужен недорогой сварочник-инверторARS72 написал:
Можно например начинающему сварщику порекомендовать такой надёжный, брендовый аппарат, как EWM PIKO 162 на который много заслуженно хороших отзывов
Недорогой всё же не совсем подходит для EWM PIKO 162. У него цена начинается от 50 тысяч рублей.
fhntv , Странно (по крайней мере для меня), что в данной теме никому не интересна такая характеристика как "эластичность дуги", во всяком случае хотя-бы интересуются регулировкой форсажа. Например, если взять ИЖ ВД-200, который упоминается в данной теме, то на канале "Инверт сервис" автор делает обзор этого аппарата и в частности упоминает, что дуга - эластичная, хорошо тянется. Предположу, что при сварке в отрыв электрод придётся отводить всяко больше чем на 1 см. Просто может получится ситуация, когда человек какое-то время пользовался аппаратом с КОРОТКОЙ ДУГОЙ, и привык варить как вы пишете "отводя электрод не более чем на 1см." Потом купил другой сварочник, и оказалось, что у него электрод нужно отводить на 5см. для гашения дуги, а человек по неопытности не знал, что такое может быть. Кстати, когда учился на сварщика - наставник показал такую технику сварки точками: зажигает дугу, потом довольно быстро машет электродом 10см. влево, 10см. вправо ненадолго касаясь сварочной ванны.
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Сварочные аппараты MMA с функцией TIG ФОРСАЖ
Тип аппарата: инверторный, MMA+TIG (дуговая), 5500 Вт, 160 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 7800 Вт, 180 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 7200 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 9000 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 8000 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 7600 Вт, 200 А, 220 В
Сварочные аппараты mma с функцией tig ФОРСАЖ в Барнауле
Сварочные аппараты mma с функцией tig ФОРСАЖ - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Сварочные аппараты mma с функцией tig ФОРСАЖ" в "220 Вольт"!
Читайте также: