Сварочный аппарат вкз 1
Обновлено: 18.05.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
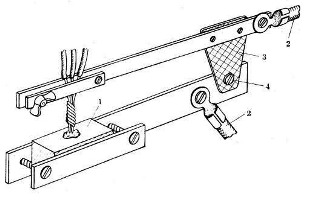
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
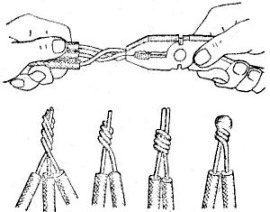
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Сварочный аппарат типа вкз-1
апарат с техникума , работал когдато но последние 10 лет стоял, очень хоро\ший сварочник для сварки ютп кабелей, слаботочных кабелей, сваривает воедино , даже сигнал нетеряется, можно электро кабеля сваривать Основными узлами аппарата являются: сварочный трансформатор 1 220/10 в, контактор 2 с катушкой на 36 в, трансформатор 3 220/36 в для цепи управления, сварочный прибор 4. Сварочный прибор имеет раздвижные губки 5 для сжатия свариваемых проводов и угольный электрод 6, зажатый на конце полого стержня 7, имеющего снаружи бортики 8 и 9 и внутри — пружину 10. Полый стержень 7 может поступательно перемещаться в отверстиях стоек 11 и 12основания 13, на котором укреплен спусковой рычаг 14. В нажатом положении этот рычаг замыкает расположенный в полой рукоятке прибора контакт 15 цепи управления. Работа аппаратом ВКЗ-1 производится следующим образом. Аппарат устанавливают вблизи места сварки и присоединяют к сети 220 в кабелем ШРПС, 3Х1 мм со специальной трехштырьковой штепсельной вилкой, в которой один из штырей служит для заземления корпуса аппарата. Затем сварочный прибор подготавливают к сварке. Для этого полый стержень 7 подают рукой назад до упора, вследствие чего пружина 10 сжимается, а бортик 8 заскакивает за зуб спускового рычага 14, удерживая стержень 7 от продвижения вперед. После этого раскрывают губки 5, нажимая большим пальцем на их рычаг (на рис. 1 не показан). Предварительно зачищенные на длине 35 — 40 мм скрученные вместе концы жил вставляют в «ванночку» (коническую выточку) угольного электрода 6. При отпускании рычага скрутка свариваемых проводов прочно зажимается между губками. Аппарат готов к сварке. Сварка осуществляется с момента нажатия па спусковой рычаг 14 и в дальнейшем выполняется автоматически. При нажатии нa спусковой рычаг 14 бортик 8 освобождается и полый стержень 7под действием пружины 10 нажимает угольным электродом 6 на скрученные концы свариваемых жил. Продолжая нажимать на спусковой рычаг, замыкают контакты 15 и 16, включая катушку контактора 2 (реле МКУ-48). При срабатывании контактора включается сварочный трансформатор 1, от вторичной цепи которого через место контакта между угольным электродом и скруткой свариваемых концов жил проходит ток 250 — 280 а. Благодаря значительному выделению тепла в месте контакта конец скрутки начинает расплавляться. Упирающийся в него угольным электродом полый стержень 7 под действием пружины 10 перемещается в сторону губок (характеристика пружины подобрана так, чтобы давление угольного электрода на концы свариваемых проводов сочеталось со скоростью их оплавления).
Мы нашли это объявление 4 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Новая жалоба
Еще объявления
Очень красивая!! Могу выслать в другой город. Рассмотрю обмен на строительный ручной электро инструмент! Перфоратор, Шлифмашинку, Сварочный аппарат и тд.. Торг
Профессиональный инверторный сварочный аппарат класса "А" промышленного назначения для полуавтоматической сварки в среде защитного газа (MIG/MAG) и сварки стали и чугуна электродами с покрытием (MMA). Аппарат управляется простым поворотным регулятором с настройкой сварочного тока в диапазоне от 10 до 200 А. Отличается малыми размерами и небольшим весом. Особенности и функции: Сварочный аппарат с инверторным генератором сварочного тока и микропроцессорным управлением обеспечивает высокое качество сварки при низком энергопотреблении MIG/MAG - сварка обычной / нержавеющей стали и алюминия в среде аргона, углексислого газа или сварочной газовой смеси No GAS - сварка тонколистового металла флюсовой проволокой без газа MMA - сварка стали и чугуна простыми и специальными электродами; функция Antistiking припятствует прилипанию и перегреву электрода при розжиге Плавная регулировка напряжения от 15 до 21 В и скорости подачи проволоки от 3 до 10 м/мин Сварка проволокой на катушках диаметром от 100 до 200 мм; двухроликовый механизм для стандартной проволоки Ø0.8 мм и флюсовой проволоки Ø0.9 мм Усиленная конструкция с амортизирующими ударопоглощающими блоками. Комплектация: - генератор сварочного тока с ручкой для переноски; - ролик для проволоки Ø0.8 мм и Ø0.9 мм; - кабель питания 2.2 м; - кабель массы 1.6 м, 16 мм²; - держатель электрода с кабелем 2 м, 10 мм²; - горелка MIG/MAG Ø0.8 мм; - аксессуары для горелки: токовый наконечник 0.9 мм, сопло "No Gas", ключ, газовый шланг 1 м, 2 хомута для шланга. Вес брутто: 13.062 кг Место 1 (ДхШхВ): 518х248х362 мм
Сварочный инвертор форсаж 161. Пользовался один раз для изготовления навеса над гаражом, состояние новой вещи. Есть функция использования сварочного аппарат для сварки аргоном. Провада по 5 метров, маска в подарок.
Электрододержатель binzel DE2200 (к электродам 2-4мм) + кабель КГ 1х35 Кольчугино = всё в сборе и готово к работе для сварки. Цена за весь набор. Электрододержатель и кабель новый, в работе не были. Электродо держатель, держак, binzel abicor, электроды, сварка, сварочный аппарат.
Горный велосипед Big.Nine 60 3x Горный велосипед собран на базе легкой алюминиевой рамы TFS и укомплектован оборудованием начального уровня. Расслабленная геометрия с чуть более короткой верхней трубой и более высоким рулевым стаканом создает более вертикальную посадку и лучший обзор. Рама оснащена внутренней проводкой тросов и гидролиний и местами для установки крыльев, багажника и подножки. Особенности: — Легкая и продвинутая рама из алюминиевого сплава RACELITE 61 (6061) - дополнительная термообработка и баттированные трубы с двумя параметрами толщины стенок обеспечивают необходимые характеристики веса и жесткости. — Техноформинг (TFS) механический формовочный процесс, где профиль трубы формируется с помощью особой пресс-формы в сочетании с металлическим внутренним основанием. — Рулевой стакан X-Taper - использование конической рулевой трубы с верхним подшипником 1 1/8" и нижним подшипником 1 1/4" обеспечивает высокую жёсткость в сочетании с точным, уверенным управлением. — Гладкая сварка в два прохода - второй проход сварочного аппарата по шву обеспечивает чистый и органичный вид рамы. — Вся проводка выполнена внутри рамы с плавными входными элементами, велосипед выглядит аккуратно, а проводка полностью защищена от влаги и грязи. — Тросы внутренней проводки жёстко закреплены, сохраняя при этом лёгкий доступ к ним для обслуживания. — Гидравлические дисковые тормоза дают возможность точно дозировать усилие торможения, обладают высокой мощностью в любых погодных условиях, требуют меньше обслуживания и не зависят от грязных или повреждённых тросов. — Интегрированное крепление крыльев F-Mount делает их установку быстрой, простой и надёжной. — Дропаут K-Mount - интегрированное крепление на нижнем пере для подножки MERIDA (или любой другой совместимой подножки). — Амортизационная вилка Пружинно-масляная. Rock Shox Judy TK Coil Ход вилки 100mm travel Lockout 46mm 29x2.25" — Характеристика: Материал рамы алюминиевый сплав. — Рама L 18,5; XL 20 Система шатунов: Shimano FC-MT101 40x30x22. Передний переключатель: Shimano Altus M2000. Задний переключатель: Shimano Altus RD-M370. Манетки: Shimano Tourney ST-EF505 Обода MERIDA CC. Покрышки MERIDA K1080 29"x2.2". Кассета Shimano CS-HG200, 11-32. Передняя втулка Shimano HB-TX505 Centerlock. Задняя втулка Shimano FH-TX505 Centerlock. Передний тормоз Shimano BR-MT200 ротор 160мм. Задний тормоз Shimano BR-MT200 ротор 160мм. Рулевая колонка MERIDA M2345. Руль MERIDA CC. Вынос MERIDA CC. Седло Merida Sport comfort. Подседельный штырь MERIDA Expert CC, 30.9mm. Цепь KMC M99. Педали VP VPE-891. Количество скоростей 27. Вес велосипеда 13.99 кг. — Гарантия. — С ассортиментом можно ознакомиться на сайте velotrek96 или приехать и выбрать на склад расположенный на Уралмаше по адресу ул. 40 лет Октября 55А . — Пн с 11:00 до 19:00. — Вт. Ср. Чт. Птн. с 10:00 до 19:00 — В выходные с 10:00 до 18:00. —
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-005 (черный) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-002 (белый) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере.
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-003 (черный) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-004N (черный) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-004N (белый) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере
___________________________________________________ В НAЛИЧИИ+ - АДРЕC МАГАЗИНА: ул. Aвиатoрoв 5, TЦ Aвиатоp, 3 этаж. - РAБOTAEМ с 10:00 до 20:00 (бeз выxодныx). - HAЛИЧНЫЙ И БEЗHAЛИЧHЫЙ PAСЧET! ___________________________________________________ Турник настенный арт. tur-004 (черный) Порошковая покраска Используем полимерную порошковую краску, которая не "облупится" и имеет высокую прочность к истиранию Толщина металла от 1,5 мм Все несущие стенки профилей и труб имеют толщину металла от 1,5 мм, что позволяет удерживать вес в разы превышающий вес тела Гарантия 18 месяцев Наша компания дает гарантию 1,5 года на всю продукцию, так как контролирует все циклы производства и хранения Все для установки в комплекте Мы доложили все необходимые комплектующие для крепежа в комплект для того чтобы вы больше ничего не искали Сварка высокого уровня Все сварочные работы производятся на промышленных сварочных аппаратах высококвалифицированными специалистами с большим опытом работы в данной сфере
Сварочный аппарат в отличном состоянии, эксплуатировался в одних руках бережно. В комплекте провода с держаком для электрода(плюс) и прищепкой заземления(минус),а так же документация. . Возможна отправка сварочного аппарата транспортной компанией ПЭК по регионам.Упакую надёжно.Оплата за сварочный аппарат предварительная,а за пересылку оплата при получении посылки на терминале.
В рабочем состоянии. Мощный,прoмышленный сварочный аппарат 380-220V, oтлично ровно вapит и режет практически всё. Электроды ОТ 1 ДO 6.Можно paботать сутками без пeрeгрева и поломок. В комплекте провода с держаком.
Новое крыло, доставка по России. Мы используем исключительно прочный материал парусов Teijin D2 для всех наших трубчатых змеев. Teijin D2 - эталон качества с доказанным превосходством в долговечности и веса. Мы используем невероятно прочный и надежный Teijin Dacron на всех наших трубчатых кайтах. Дакрон используется в областях, где важны жесткость и устойчивость - передняя труба, стойки, законцовки крыла и другие сильно нагруженные участки с дополнительным усилением для улучшенного распределения нагрузки и долговечности. Внутреннее усиление. Внутреннее устройство также имеет значение - все воздушные змеи Ozone имеют внутреннее усиление для повышения устойчивости и прочности; К ним относятся двухслойный дакрон и передняя труба, обклеенная лентой Insignia в области герметизирующего шва, прошитая высокопрочной нитью. Превосходное производство на собственной фабрике с использованием лучших материалов и постоянным строгим контролем качества после каждого этапа производства. Усиленная задняя кромка двухслойная полоса Teijin D2 на задней кромке с внутренним легким усилением Dyneema - это снижает износ материала паруса и помогает поддерживать оптимальное натяжение задней кромки в соответствии с конструкцией. Вшитая стропа Dyneema также снижает возможное растяжение в области задней кромки. В Ozone мы создаем свои воздушные змеи с учетом характеристик и долговечности, используя лучшие материалы и компоненты, доступные на рынке. В каждой области, где требуется защитная накладка, мы используем прочный легкий материал с превосходной износостойкостью. Уникальная конструкция баллона. Наши баллоны производятся на собственном предприятии с использованием самых современных сварочных аппаратов, специально адаптированных к нашим требованиям. Двухслойные участки используются на участках с повышенными нагрузками. Клапан надувания / спуска большого объема. Клапан большого объема позволяет быстро и легко надувать и спускать воздух. предотвращает выход воздуха. Ручки на передней кромке расположены для оптимального управления во время полета.
Электросварка алюминиевых проводов контактным разогревом

Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей.
Сварка алюминиевых однопроволочных жил суммарным сечением в скрутке до 12,5 мм2. Электросварку соединений и ответвлений выполняют с помощью аппарата ВКЗ без флюса. С концов жил снимают с помощью клещей изоляцию на длине 35 - 40 мм), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе.
Затем подготовляют сварочный прибор аппарата ВКЗ (рис. 1) к сварке: отводят назад его угольный электрод и зажимают скрученные жилы губками держателя так, чтобы торцы скрученных жил упирались в лунку угольного электрода.
Нажатием спускового крючка включают прибор, после чего угольный электрод под действием пружины и по мере расплавления торцов жил продвигается вперед и сваривает их, сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют полиэтиленовым колпачком или изоляционной лентой.
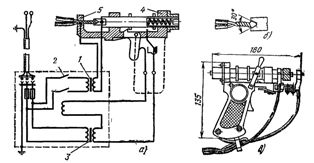
Рис. 1. Автоматическая электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 аппаратом ВКЗ: а - схема аппарата, б - положение свариваемых жил в угольном электроде при сварке, в - общий вид аппарата, 1 - сварочный трансформатор 220/10 В, 2 - реле включения, 3 - трансформатор управления 220/36 В, 4 - сварочный прибор (пистолет), 5 - губка держателя свариваемых проводов
Сварки указанных однопроволочных жил контактным разогревом в монтажной зоне выполняют с помощью клещей с двумя угольными электродами (рис. 2), подключенными к полюсам вторичной обмотки трансформатора 9 - 12 В, 0,5 кВ-А.
Рис. 2. Электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 в клещах с двумя угольными электродами
Подготовка жил к сварке выполняется так же, как и при сварке аппаратом ВКЗ, только изоляция с жил снимается на длине 25-30 мм (вместо 35-40 мм) и на жилы перед сваркой наносится тонкий слой флюса на длине 5-6 мм.
При сварке в клещах с двумя угольными электродами скрученные жилы располагают вертикально торцами вниз, затем концы угольных электродов сближают до соприкосновения, при этом электроды раскаляются. Раскаленные электроды прижимают к торцам жил до расплавления алюминия и образования сварочного шарика.
После остывания места сварных соединений очищают от шлака и остатков флюса стальной щеткой или наждачной бумагой и изолируют полиэтиленовым колпачком или изоляционной лентой.
Многопроволочные жилы суммарным сечением от 32 до 240 мм2. Соединение и ответвление жил осуществляют сплавлением в общий монолитный стержень.
Перед началом сварки присадочные прутки покрывают тонким слоем флюса. С концов жил снимают изоляцию на длине: при суммарном сечении до 50 мм2 - 60 мм, 75 мм2 - 65 мм, 105 мм2 - 70 мм, 150 мм2 - 72 мм, 240 мм2 - 75 мм. Если подготовляют к сварке жилы кабеля с бумажной пропитанной изоляцией, то на изоляцию у ее обреза накладывают нитяной бандаж, затем ослабляют плоскогубцами повив проволок жилы и удаляют с их поверхности маслоканифолевый состав тканью, смоченной в бензине.
Обработанные жилы располагают вертикально торцами вверх. Надевают на жилы разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения.
На жилах делают подмотку асбестовым шнуром толщиной 1 -1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести.
На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого приступают к сварке: плотно прижимают конец угольного электрода к торцам жил и держат его так до начала расплавления, после чего медленно перемещают конец электрода по торцам жил, расплавляя одну за другой все проволоки.
Затем в расплавленный металл погружают пруток присадки, круговым движением электрода перемешивают образовавшуюся ванночку расплавленного металла. После заполнения до краев формы расплавленным алюминием электрод отводят, процесс сплавления конца жилы считается законченным.
После остывания места сварки снимают охладители и формы и щеткой из кардоленты очищают от шлака сварку и прилегающий участок жил.

Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Заторные и сусловарочные аппараты
Заторные аппараты предназначены для смешивания (затирания) дробленого солода с водой, нагревания и кипячения заторной массы. Изготовляют заторные аппараты следующих типоразмеров: ВКЗ-1 – для варочных агрегатов на 1 т солода, ВКЗ-1,5 – на 1,5 т солода, ВКЗ-3 – на 3 т солода, ВКЗ-5 – на 5,5 т солода.
Заторный аппарат типа ВКЗ (рис. 15.28) представляет собой стальной цилиндрический резервуар с двойным сферическим днищем 15 и сферической крышкой 4. Пространство между днищами является паровой рубашкой, в которую поступает греющий пар. Паровая рубашка имеет соответствующие фланцы и устройства для подвода пара, отвода воздуха и конденсата.
В нижней части сферического днища аппарата находится разгрузочное устройство 11 для спуска части затора (густой фазы) на отварку или выпуска всего затора при передаче его в фильтрационный аппарат. Управление разгрузочным устройством осуществляется поворотом одного из двух маховичков 14 и 22, один из которых установлен на оси 12 устройства, а другой – на колонке, находящейся на площадке для обслуживания. Разгрузочное устройство работает с помощью зубчатой конической передачи 13.
Над сферическим днищем внутри аппарата имеется пропеллерная мешалка 16 для размешивания заторной массы. Привод мешалки осуществляется от двигателя 9 через червячный редуктор 10, установленный на фундаменте 8 под днищем аппарата.
Внутри аппарата на шарнире 18 расположена стяжная труба 19 с поплавком 20 для отбора жидкой фазы затора. Для удобства промывки она выполнена легкосъемной. Выводная часть трубы имеет запорное устройство 17, управление которым осуществляется с помощью маховичка 21, вынесенного на колонку.
Рис. 15.28. Заторный аппарат типа ВКЗ
Сферическая крышка имеет вытяжную трубу 3 с поворотной дроссельной заслонкой 1, позволяющей регулировать тягу пара. Поворот дроссельной заслонки производится маховичком 25, установленным на краю крышки аппарата. В вытяжной трубе крышки находится кольцевой сборник 2 для удаления конденсата по трубе 23.
На крышке аппарата смонтирован предзаторник 30, предназначенный для смачивания сухих дробленых зерноприпасов при их подаче в аппарат. Предзаторник имеет шиберную задвижку 29 для регулирования количества подаваемых зерноприпасов. Рядом с предзаторником установлен смеситель 32 для холодной и горячей воды, позволяющий получить определенную температуру, требуемую для приготовления затора.
Для контроля температуры воды на смесителе имеется термометр 31. В целях использования теплой воды на другие нужды цеха смеситель имеет патрубок 33 с вентилем и штуцером для присоединения шланга.
На крышке аппарата расположен раздвижной люк 28 для обслуживания котла при промывке и наблюдения за технологическим процессом, происходящим в нем.
Поверхность продукта, находящегося в аппарате, освещается рефлектором 26 с низковольтной электролампой, который расположен на крышке котла.
На крышке находится патрубок 24 для возврата части затора, отваренного в другом аппарате. Патрубок внизу имеет наконечник, который распределяет поступающий затор веерообразно, что создает благоприятные температурные режимы его смешивания и препятствует образованию концентрированных участков с повышенной температурой. Рукоятка управления от вентилей подачи пара в рубашку и отвода воздуха оформлена в виде маховичка 7, смонтированного на колонке 6, установленной на площадке для обслуживания. На колонке расположен манометр 5 для контроля давления пара.
Аппарат имеет по окружности опорное кольцо из углового железа, к которому приварены четыре башмака 27 для установки его на площадке.
Дробленый солод (зерноприпасы) поступает в предзаторник, где смачивается теплой водой из смесителя, затем в виде кашицы сливается в аппарат. После отварок заторная масса нагнетается насосом обратно в аппарат для кипячения, а оттуда подается в фильтрационный аппарат.
Техническая характеристика заторных аппаратов приведена в табл. 15.5.
Сусловарочные аппараты предназначены для варки пивного сусла с хмелем и выпаривания части воды для получения сусла определенной плотности. По конструкции эти аппараты аналогичны заторным и представляют собой сварной цилиндрический резервуар с паровой рубашкой, сферическим днищем и крышкой, обеспечивающей интенсивную круговую циркуляцию кипящего сусла.
В сусловарочных аппаратах открытого типа ВСЦ-1А и ВКС-5 (на 1 и 5 т затора) интенсивность испарения составляет 5. 6 % в час при длительности кипячения сусла 1,5. 2,0 ч. При кипячении сусла под давлением 0,03. 0,05 МПа в аппаратах ВСЦ‑1,5 и ВСК-3 (на 1,5 и 3 т затора) достигается более полная коагуляция белков, повышаются биологическая стойкость пива и коэффициент теплоотдачи.
Сусловарочный аппарат ВСЦ-1,5 (рис. 15.29) представляет собой сварной стальной цилиндрический резервуар 4 с двойным сферическим днищем 7 и сферической крышкой 1. Пространство между сферами днищ является паровой рубашкой, в которую подается греющий пар. Паровая рубашка имеет соответствующие фланцы и устройства для подвода пара, отвода воздуха и конденсата.
Таблица 15.5. Техническая характеристика заторных аппаратов типа ВКЗ
| Показатель | ВКЗ-1 | ВКЗ-1,5 | ВКЗ-3 | ВКЗ-5 |
| Масса одновременно затираемого сухого солода, кг | ||||
| Полная вместимость, м 3 | ||||
| Площадь поверхности нагрева сферического днища, м 2 | 7,3 | 7,3 | 12,5 | 20,8 |
| Рабочее давление пара, МПа | 0,245 | 0,245 | 0,245 | 0,245 |
| Диаметр, мм: | ||||
| котла: | ||||
| внутренний | ||||
| с теплоизоляцией | ||||
| паропровода | ||||
| водопровода | ||||
| Расход: | ||||
| воды, м 3 /ч | 4…5,5 | 6…7,5 | 12…16 | 22…30 |
| пара, кг/ч | ||||
| Частота вращения мешалки, об/мин | 41,5 | 41,5 | ||
| Редуктор червячный | ||||
| тип | ВСЦ-0,5.06.000 | М7-ВКС-3.06.030 | ||
| передаточное отношение | ||||
| Электродвигатель: | ||||
| тип | АОЛ2-32-4 | 4А132S4У3 | ||
| исполнение | М101 | – | ||
| мощность, кВт | 3,0 | 3,0 | 7,5 | 7,5 |
| частота вращения, об/мин | ||||
| Габаритные размеры, мм: | ||||
| длина | ||||
| ширина | ||||
| высота (без установки привода) | ||||
| Масса, кг: | ||||
| без продукта | 19 500 | |||
| с продуктом | 11 070 | 14 765 | 23 500 | 42 000 |
В нижней части сферического днища аппарата смонтировано разгрузочное устройство 14 для выпуска сусла из котла. Управление разгрузочным устройством осуществляется с помощью зубчатой конической передачи 9 поворотом любого из двух маховичков.
Маховичок 8 закреплен на поворотной оси устройства, а маховичок 3 – на стойке, находящейся на площадке 6 для обслуживания. Над сферическим днищем внутри аппарата размещена пропеллерная мешалка 15 для размешивания сусла в целях лучшей его циркуляции в процессе кипячения.
Внутри аппарата по его периметру закреплен трубчатый ороситель 22 для гашения водой волнообразования, возникающего на поверхности кипящего сусла. Там же расположен трап для обслуживающего персонала. Через крышку установлена труба 23, в которой помещается мерная линейка 17 для определения уровня сусла в аппарате. Труба опущена ниже уровня сусла, что создает в зоне, ограниченной стенками трубы, ровную поверхность сусла во время кипячения и позволяет правильно определить его уровень. Для контроля за температурой в аппарате устанавливается термометр сопротивления 2 с термопарой, укрепленной в корпусе аппарата.
Крышка имеет вытяжной штуцер 29, в котором расположен конический клапан 28, позволяющий герметически закрывать аппарат в процессе выпаривания сусла. С помощью клапана также регулируется тяга в случае использования аппарата для выпаривания сусла без давления.
Рис. 15.29. Сусловарочный аппарат ВСЦ-1,5 (ВКС-3)
Управление клапаном производится маховичком 37, установленным на краю крышки. Храповое устройство 38 позволяет фиксировать клапан в любом промежуточном положении. В вытяжном штуцере имеется конденсатосборник 27 для сбора образующегося конденсата, удаляемого по трубе 26, которая выведена наружу и при монтаже аппарата присоединяется к канализационной сети.
На крышке аппарата смонтирована система трубопроводов. На трубе 30, по которой поступает вторичный пар из аппарата в теплообменник, установлены предохранительный клапан 33 с перепуском пара в трубу 32 и вентиль 34. Труба 25 и вентиль 24 предназначены для снятия давления в аппарате в случае необходимости. На крышке также расположен люк 31 с противовесом 42 для обслуживания аппарата. В целях освещения поверхности продукта, находящегося в аппарате, на крышке имеются два смотровых окна 35, на одном из которых смонтирован рефлектор 41 с лампочкой 40.
Сусло поступает в аппарат из фильтрационного чана по патрубку 36 и трубе 16, которая опущена в нижнюю часть аппарата, что обеспечивает правильную циркуляцию сусла. Вода к оросителю подается через патрубок 39.
Управление вентилями подачи пара в рубашку и отвода воздуха производится маховичком 20, который вынесен на вертикальную стойку, установленную на площадке для обслуживания. На стойке находится манометр 21 для контроля за давлением пара.
На паропроводе перед аппаратом расположены предохранительный 18 и редукционный 19 клапаны, отрегулированные на рабочее давление. Аппарат имеет опорное кольцо 5 с опорами для установки на площадке. Привод мешалки осуществляется от электродвигателя 11 через червячный редуктор 12, которые смонтированы на фундаменте 10. Приводной вал мешалки сборный и соединяется с помощью муфт 13.
После набора сусла и подачи хмеля аппарат герметизируют и в паровую рубашку подают греющий пар. Когда сусло начинает закипать и давление в аппарате повышается до 0,03 МПа, перекрывают паровой вентиль, оставляя в нем небольшую щель для поддержания в сусле постоянной температуры кипения – примерно 105 °С. При этой температуре сусло выдерживают около 1 ч, после чего прекращают подачу пара и постепенно открывают конический клапан вытяжного штуцера аппарата. Давление в аппарате начинает падать, а пивное сусло интенсивно кипеть.
| Рис. 15.30. Заторный аппарат |
Кипячение сусла под давлением наряду с сокращением продолжительности варки и экономией расхода пара способствует более полному выпадению белков, что, в свою очередь, улучшает осветление готового сусла и ускоряет его фильтрацию, при этом полнее используются экстрактивные и ароматические вещества хмеля.
Технические характеристики сусловарочных аппаратов приведены в табл. 15.6.
В настоящее время поверхность обогрева заторных котлов выполняется в виде полутруб 1, приваренных на днище аппарата к цилиндрической обечайке (рис. 15.30). Остальные элементы конструкции аппарата аналогичны ранее рассмотренным заторным котлам.
| Рис. 15.31. Принципиальная схема сусловарочного Рис. 15.32. Принципиальная схема котла с выносным наружным кипятильником выносного кипятильника |
Таблица 15.6. Техническая характеристика сусловарочных аппаратов
| Показатель | ВСЦ-1,5 | ВКС-3 |
| Вместимость, м 3 : | ||
| полная | 11,65 | 23,16 |
| полезная | 9,75 | 19,3 |
| Диаметр внутренний, мм | ||
| Высота цилиндрической части, мм | ||
| Площадь поверхности нагрева, м 2 | 8,75 | 21,9 |
| Объем пара в рубашке, м 3 | 0,35 | – |
| Расход: | ||
| пара, кг/ч | ||
| воды, м 3 /ч | 7…8 | 21…24 |
| Рабочее давление пара в рубашке, МПа | 0,294 | 0,245 |
| Частота вращения мешалки, мин –1 | 41,5 | |
| Редуктор червячный: | ||
| тип | ВСЦ-05.06.000 | М7-ВКС-3.06.030 |
| передаточное отношение | ||
| Электродвигатель: | ||
| тип | АОЛ2-32-4 | 4А132S4У3 |
| исполнение | М101 | – |
| мощность, кВт | 3,0 | 7,5 |
| частота вращения, об/мин | ||
| Габаритные размеры, мм: | ||
| длина | ||
| ширина | ||
| высота | ||
| Масса, кг: | ||
| без продукта | ||
| с продуктом | 15 000 | 31 000 |
На пивоваренных заводах находят применение сусловарочные котлы с высокой поверхностью нагрева (рис. 15.31).
В качестве выносного кипятильника применяется чаще всего кожухотрубный теплообменник (рис. 15.32), реже пластинчатый теплообменник.
Если скорость движения сусла в трубах слишком мала, появляется опасность пригорания или как минимум карамелизации сусла, а значит сильного повышенная его цветности. Кроме того, следует опасаться, что из-за высокой температуры коагулируемый белок осядет в трубах. Чтобы этого избежать в настоящее время считают, что скорость течения сусла в трубах кипятильника должна составлять как минимум 2,6…3,0 м/с.
Инженерные расчеты. Объем заторного аппарата V (м 3 ) определяют, исходя из его необходимой производительности, по формуле
где П – необходимая производительность заторного аппарата, кг/ч; tц – продолжительность полного рабочего цикла аппарата, ч; r – плотность заторной массы, кг/м 3 ; x = 0,9 – коэффициент заполнения заторного аппарата.
Объем заторного аппарата можно также определить по количеству затираемого солода, принимая, что на 1000 кг сухого солода требуется 5. 7 м 3 полного объема заторного аппарата.
Полный объем аппарата V (м 3 ) складывается из объема цилиндрической части и объема сферического (полушарового) днища:
где D1 – диаметр корпуса аппарата, м; Н – высота цилиндрической части, м; h – высота выпуклой части наружной поверхности днища, м; R – радиус кривизны в вершине днища, м.
При проектировании выпуклых днищ руководствуются следующими конструктивными требованиями
По нормам расчета элементов сосудов на прочность толщина стенки днища d (м)
где Р – наружное избыточное давление, МПа; [s] – допускаемое напряжение при сжатии, МПа; k = 1 – (dс/D1) – коэффициент формы днища; dс – диаметр неукрепленного отверстия в днище, м; jт= 1 – коэффициент прочности сварного шва; с = 0,002 м – прибавка к расчетной толщине.
Эта формула справедлива, если выдержано условие
Объем сусловарочного аппарата рассчитывают в зависимости от количества единовременно затираемого солода. При этом количество выпариваемой воды W (кг) зависит от того, до какой концентрации сухих веществ необходимо довести сусло:
где m – начальная масса сусла, кг; Вн и Вк – начальная и конечная концентрация сухих веществ в сусле, %.
Коэффициент теплоотдачи a1 [Вт/(м 2 ×К)] от греющего пара в вертикальной стенке сусловарочного аппарата
где сп – коэффициент пропорциональности; l – коэффициент теплопроводности конденсата, Вт/(м×К); r – плотность конденсата, кг/м 3 ; r – скрытая теплота парообразования, Дж/кг; m –динамическая вязкость конденсата, Па×с; Н – высота стенки, м; tn и tст – соответственно температура пара и стенки, °С.
Соединение алюминиевых проводов cечением до 6 мм 2 осуществляется также электросваркой с помощью аппарата ВКЗ-1 без применения флюса.
Схема аппарата приведена па рис. 1.
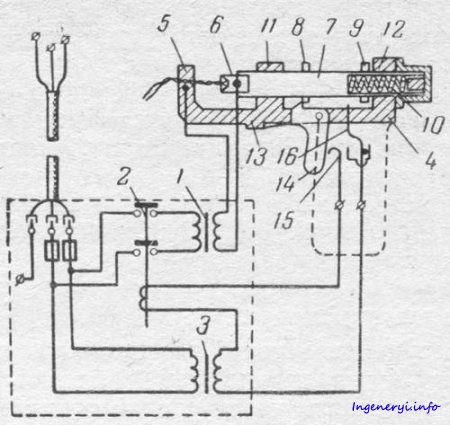
Основными узлами аппарата являются:
сварочный трансформатор 1 220/10 в,
контактор 2 с катушкой на 36 в,
трансформатор 3 220/36 в для цепи управления,
сварочный прибор 4.
Сварочный прибор имеет раздвижные губки 5 для сжатия свариваемых проводов и угольный электрод 6, зажатый на конце полого стержня 7, имеющего снаружи бортики 8 и 9 и внутри — пружину 10.
Полый стержень 7 может поступательно перемещаться в отверстиях стоек 11 и 12основания 13, на котором укреплен спусковой рычаг 14.
В нажатом положении этот рычаг замыкает расположенный в полой рукоятке прибора контакт 15 цепи управления.
Работа аппаратом ВКЗ-1 производится следующим образом.
Аппарат устанавливают вблизи места сварки и присоединяют к сети 220 в кабелем ШРПС, 3Х1 мм со специальной трехштырьковой штепсельной вилкой, в которой один из штырей служит для заземления корпуса аппарата.
Затем сварочный прибор подготавливают к сварке.
Для этого полый стержень 7 подают рукой назад до упора, вследствие чего пружина 10 сжимается, а бортик 8 заскакивает за зуб спускового рычага 14, удерживая стержень 7 от продвижения вперед.
После этого раскрывают губки 5, нажимая большим пальцем на их рычаг (на рис. 1 не показан).
Предварительно зачищенные на длине 35 — 40 мм скрученные вместе концы жил вставляют в «ванночку» (коническую выточку) угольного электрода 6.
При отпускании рычага скрутка свариваемых проводов прочно зажимается между губками.
Аппарат готов к сварке.
Сварка осуществляется с момента нажатия па спусковой рычаг 14 и в дальнейшем выполняется автоматически.
При нажатии нa спусковой рычаг 14 бортик 8 освобождается и полый стержень 7под действием пружины 10 нажимает угольным электродом 6 на скрученные концы свариваемых жил.
Продолжая нажимать на спусковой рычаг, замыкают контакты 15 и 16, включая катушку контактора 2 (реле МКУ-48).
При срабатывании контактора включается сварочный трансформатор 1, от вторичной цепи которого через место контакта между угольным электродом и скруткой свариваемых концов жил проходит ток 250 — 280 а.
Благодаря значительному выделению тепла в месте контакта конец скрутки начинает расплавляться.
Упирающийся в него угольным электродом полый стержень 7 под действием пружины 10 перемещается в сторону губок (характеристика пружины подобрана так, чтобы давление угольного электрода на концы свариваемых проводов сочеталось со скоростью их оплавления).
При перемещении полого стержня 7 на строго определенное расстояние (предусмотренное конструкцией аппарата и обеспечивающее образование в «ванночке» угольного электрода «бобышки» оптимального размера) бортик 9отжимает планку контакта 16, и отключает контактор.
Сварочный трансформатор отключается и сварка прекращается независимо от воли оператора.
После отключения трансформатора полый стержень с угольным электродом еще подвигается в сторону губок на расстояние порядка 1 мм, пока бортик 8 не упрется в стойку 11.
За это время в «ванночке» угольного электрода остывает расплавленный металл.
Нажимая большим пальцем на рычаг, монтер раскрывает губки и освобождает сваренные концы жил.
При продвижении угольного электрода вперед происходит раздавливание имевшейся на алюминиевых проводах оксидной пленки и выдавливание ее из места сварки.
Читайте также: