Сварочный автомат для сварки резервуаров
Обновлено: 03.07.2024
Установка состоит из рамы, на которой монтируется место для оператора (люлька), сварочный узел, система подачи и рециркуляции флюса, блоки управления сварочным процессом и перемещением установки.
Как правило, в качестве сварочной части используется комплект оборудования для автоматической сварки под флюсом компании Lincoln Electric (Линкольн Электрик), включающий сварочную головку NA-3SF, контроллер NA-3S и источники сварочного тока DC600 или DC1000. Однако, по желанию заказчика, возможно оснащение установки другим автоматическим сварочным оборудованием, например, головкой MAXSA 22 FEED HEAD и источником Powerwave ACDC1000SD
Сварочный узел конструктивно представляет собой сварочную горелку, имеющую широкую степень пространственной регулировки, с системой подачи флюса к месту сварки. В зоне сварки флюс поддерживается с помощью флюсового ремня.
Неиспользованный флюс поступает обратно в систему рециркуляции, где очищается от пылевидных фракций и металлических включений и направляется в бункер для повторного использования.
Выпускается несколько моделей установок AGW.
AGW-I/AGW-II перемещается по верхнему краю вновь установленного пояса листов, приваривая его к предыдущему, расположенному непосредственно под ним (сооружение резервуара методом "наращивания"). Швы выполняются встык. Система AGW-1 осуществляет одностороннюю, а система AGW-II – двустороннюю сварку. Установка оснащена мощным двойным приводом, обеспечивающим плавное перемещение установки.
После сварки очередного яруса система поднимается краном, производится установка и прихватка следующего ряда листов, и сварка повторяется.
AGW-I-LNG/AGW-II-LNG предназначены для односторонней или двусторонней сварки резервуаров с двойной стенкой для хранения сжиженных газов.
AGW-I-D - универсальная модель. Применяется как для строительства традиционным методом "наращивания" (снизу-вверх), а также в тех случаях, когда сваренные пояса листов поднимаются вверх на домкратах, а новый пояс приваривается снизу (сооружение резервуара методом "подращивания" / сверху-вниз).
AGW-I mini - облегченная модель. Предназначена для для сварки небольших резервуаров с тонкими стенками.
AGW-P - портативная модель. Система состоит из рамы на которой монтируется сварочный узел и малогабаритная система рециркуляции флюса. Перемещение установки осуществляется по рельсу, который устанавливается на резервуаре. Для оператора устанавливаются специальные мостки. Данная модель применяется для сварки конструкций диаметром всего более 2 метров и может успешно использоваться при монтаже химических реакторов, ректификационных колонн, силосов, кожухов доменных печей, обсадных труб большого диаметра при строительстве шахтных стволов и т. д.
Для осуществления строительства резервуаров методом "подращивания" мы предлагаем гидравлическую систему подъёма резервуара, которая включает:
• гидродомкраты грузоподъёмностью 5 т (ход штока 2600 мм, скорость подъёма 220 мм/мин, вес 400 кг)
• дополнительные стойки, растяжки, соединительные детали
• гидростанции
• рукава высокого давления
• систему синхронизации подъёма (опция).
Система строится по модульному принципу. В один модуль входит пять гидроцилиндров и одна гидростанция. Расстояние от гидростанции до гидроцилиндра не должно превышать 6 м. Система сохраняет работоспособность при температуре окружающей среды от -5 до +60°С
Оборудование для сварки резервуаров: сварка горизонтальных швов
Сварочный автомат для сварки резервуаров


Установки для сварки резервуаров на монтаже ORION
Предлагаем Вам рассмотреть предложение на установки для сварки резервуаров на монтаже. Данные установки представляют собой несколько видов специально сконструированных в нескольких вариациях самоходных кабин с размещением оператора внутри для сварки резервуаров в вертикальном и горизонтальном положении.
- ОБЩАЯ ИНФОРМАЦИЯ
- Возможности установок автоматической сварки резервуаров
Представляемые сварочные установки ORION обладают следующими возможностями:
— сварка горизонтальных швов резервуара под слоем флюса с 1 стороны;
— сварка горизонтальных швов резервуара под слоем флюса с 2-х сторон;
— сварка вертикальных швов резервуара в среде защитных газов с 1 стороны;
— защита оператора и зоны сварки от воздействия окружающей среды;
— производительность в несколько раз выше, чем у ручной сварки;
— повторяемость процессов и стабильно высокое качество сварных соединений.
1.2. Преимущества автоматических установок сварки резервуаров
Использование сварочных установок ORION обеспечивает следующие преимущества:
— повторяемость процессов и стабильно высокое качество сварных соединений;
— снижение зависимости качества соединений от квалификации сварщика;
— сокращение брака за счет использования систем слежения.
ВНИМАНИЕ! Представленные схемы и фотографии в данном ТКП носят информационный характер, не обязательно в точности соответствуют поставляемой установке и не могут являться предметом договора.
- КОНСТРУКТИВ И ВИДЫ УСТАНОВОК ДЛЯ СВАРКИ РЕЗЕРВУАРОВ
Сварочная установка имеет следующие параметры:
| Параметр | Значение |
| Диаметр свариваемого резервуара | От 4 500 мм до 15 000 мм |
| Высота свариваемого листа | От 1 800 мм до 2 500 мм |
| Свариваемого толщина | 8 – 40 мм |
| Тип сварки | Автоматическая под слоем флюса |
| Источник сварочного тока и механизмы подачи | DC-600 (Lincoln Electric) |
| Механизм подачи сварочной проволоки | NA-3 (Lincoln Electric) |
| Блок управления | NA-3S (Lincoln Electric) |
| Пульт и шкаф управления | ORION |
| Горелка | ORION |
| Диаметр используемой проволоки | 2,0 – 5,0 мм |
| Габариты (ВхШхД) | 2950 х 1500 х 2450 мм |
| Масса | Не более 410 кг |
| Потребляемая мощность (без сварочных источников) | 4 кВт |
| Номинальное напряжение трехфазной питающей сети | 380 В |
| Номинальная частота питающей сети | 50 Гц |
| Давление в системе рециркуляции флюса | 6,3 бар |
| Расход сжатого воздуха системы рециркуляции флюса | Не более 30 л/мин |
| Привод линейного перемещения | электромеханический |
| Управление приводом | частотное |
| Скорость перемещения по кромке резервуара | 10 – 60 м/мин |
| Требуемое количество операторов | 1 чел |
| Длинна кабеля от сварочных источников до установки | 60 м |

Установка ORION mini предназначена для эксплуатации в условиях цеха.
Сварка на установке производится с 1 стороны. Удержание флюса производится посредством специального ленточного конвейера.
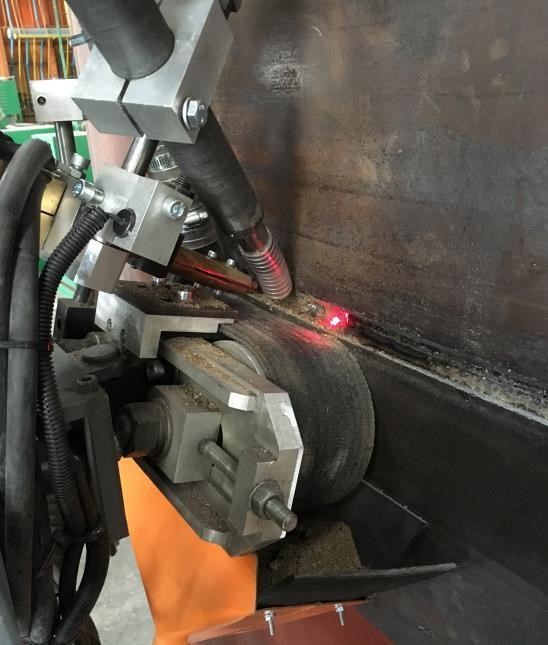
Под ленточным конвейером установлен бункер для подбора флюса.
Сварочный источник располагается на земле в специальном защитном шкафе.
Установка также оснащена усиленными слайдами для регулировки положения наклона сварочной горелки.
Позиционирование производится с помощью лазерной указки.
Рекомендуемые сварочные материалы: проволока L-61 и флюс FX860 (Lincoln Electric).
| Параметр | Значение |
| Диаметр свариваемого резервуара | От 5 600 мм до 25 000 мм |
| Высота свариваемого листа | От 1 800 мм до 3 000 мм |
| Свариваемого толщина | |
| Тип сварки | Автоматическая под слоем флюса |
| Источник сварочного тока и механизмы подачи | DC-600 (Lincoln Electric) |
| Механизм подачи сварочной проволоки | NA-3 (Lincoln Electric) |
| Блок управления | NA-3S (Lincoln Electric) |
| Пульт и шкаф управления | VABS |
| Горелка | VABS |
| Диаметр используемой проволоки | 2,0 – 5,0 мм |
| Масса | Не более 750 кг |
| Потребляемая мощность (без сварочных источников) | 10 кВт |
| Номинальное напряжение трехфазной питающей сети | 380 В |
| Номинальная частота питающей сети | 50 Гц |
| Давление в системе рециркуляции флюса | 6,3 бар |
| Расход сжатого воздуха системы рециркуляции флюса | Не более 30 л/мин |
| Привод линейного перемещения | электромеханический |
| Управление приводом | частотное |
| Скорость перемещения по кромке резервуара | 2 – 60 м/мин |
| Требуемое количество операторов | 2 чел |
| Длинна кабеля управления от сварочных источников до установки | 60 м |
Принцип работы установки ORION II аналогична ORION mini. Однако данная установка имеет ряд существенных отличий:
- Установка состоит из 2-х кабин, выполняющих одновременную сварку с внутренней и со внешней стороны резервуара;
- Установка может разделяться на 2 отдельные односторонние установки, работающие независимо друг от друга;
- Установка защищена от воздействия внешней окружающей среды посредством брезентового покрытия, либо алюминиевыми панелями;
- Гидравлический система разведения сторон

Вариант исполнения сварочной установки ORION II с защитой кабины алюминиевым профилем, вместо брезентового полога (фото с производства).Установка может дополнительно оснащаться следующим оборудованием: лебёдка, рация, бокс хранения запасных частей, система вентиляции и кондиционирования.

3.0. СВАРКА ВЕРТИКАЛЬНЫХ СТЫКОВ (опционально)
Для сварки вертикальных стыков резервуаров как правило применяется ручная сварка штучным электродом, либо полуавтоматическая сварка сплошной или порошковой проволокой. Для вертикальной сварки в установках ORION II предусмотрено 2 варианта компоновки: для полуавтоматической сварки в среде защитных газов и автоматической сварки в среде защитных газов.
3.1. Полуавтоматическая сварка вертикальных стыков
Для сварки вертикальных швов полуавтоматической сваркой в среде защитных газов применяется сплошная или порошковая проволока. Для этого в кабине предусматриваются крепления для сварочного источника, механизма подачи проволоки и газового баллона.
Стандартно установки ORION II оснащаются сварочным источником Speedtec 505SP с механизмом подачи PF-46 (Возможно комплектование сварочным оборудованием производства KEMPPI, FRONIUS или СВАРОГ)
Сварка порошковой проволокой

3.2. Продвинутая полуавтоматическая сварка вертикальных стыков
Для повышения производительности предлагаем использовать уникальный многофункциональный полуавтомат компании Lincoln Electric – модель Power Wave S500 с механизмом подачи PF-46 и блоком специальных режимов Advanced Module (Возможно комплектование сварочным оборудованием производства KEMPPI или FRONIUS)

Благодаря режиму сварки STT источник Power Wave S500 позволяет сваривать корень шва с принудительным формированием обратного валика.
А использование режима Rapid-X для заполнения шва увеличивает скорость сварки до 17 м/мин и позволяет ускорить процесс сварки практически до уровня автоматической сварки под флюсом.
3.3. Автоматическая сварка вертикальных швов
Исключительно эффективным и производительным вариантом сварки вертикальных швов будет применение сварочной каретки Universal от компании BUG-O-MATIC. Данная каретка представляет собой универсальную, портативную, простую сварочную каретку со встроенной системой поперечных колебаний.
Каретка может использоваться для сварки или резки во всех пространственных положениях, в т.ч. для вертикальной, потолочной и круговой сварки, на рельсах любой жесткости / гибкости.
Каретку можно установить или снять с рельс на любом участке. Во время сварки можно регулировать скорость перемещения, амплитуду и скорость колебаний, а также задержку справа и слева.
При сварке возможна корректировка положения горелки с помощью специального регулятора.
Стандартный комплект поставки:
- Направляющая;
- Блок перемещения и поперечных колебаний с устройством крепления и регулировки положения горелки;
- Выносной пульт управления параметрами перемещения и колебаний.
Направляющие могут быть как жесткие, так и гибкие, как прямолинейные, так и кольцевые. Для сварки вертикальных швов рекомендуются жесткие прямолинейные направляющие с магнитным креплением на основе постоянных магнитов длиной 2.3 или 1.2м. Направляющие секции легко собираются на необходимую длину листа.
Блок перемещения быстро фиксируется на направляющей, оборудован электронно-управляемыми двигателями продольного и поперечного перемещения. Дополнительно может быть оснащен устройством слежения по вертикали за стыком механического типа.
Пульт управления может находиться в руках у сварщика или закрепляться на блоке перемещения. Пульт оснащен регулятором и цифровым индикатором скорости перемещения, переключателем формы колебаний, потенциометрами регулировки положения горелки, скорости и амплитуды колебаний. Ценно то, что сварщик может дистанционно корректировать положение горелки в поперечном, относительно шва направлении.
Каретка может использоваться совместно как со стандартным комплектом оборудования на базе Speedtec 505SP, так и с оборудованием на базе Power Wave S500. В последнем случае производительность и качество сварки будет равносильно таковым при сварке под слоем флюса.
4.0. Рекомендуемые сварочные материалы
Для горизонтальной автоматической сварки под слоем флюса рекомендуем применение проверенных материалов от компании Lincoln Electric:
Проволока L61 (либо СВ-08ГА-О) / флюс FX-860 — комбинация сплошной проволоки и флюса, предназначена для выполнения наружных и/или внутренних швов при автоматической сварке секций трубопроводов из труб класса Х42-Х60 API 5L. Имеет аттестацию в НАКС.
Для горизонтальной сварки рекомендуем применение следующие комбинации проволока/защитный газ:
- Проволока СВ-08Г2С-О +Ar82%/CO2 18% — стандартная комбинация, позволяющая использовать высокоскоростные режимы сварки. Возможно применение защитного газа CO2, но уже без импульсных режимов.
- ПроволокаInnershieldNR-233 – самозащитная сварочная порошковая проволока, позволяющая производить сварку во всех пространственных положениях без необходимости в использовании защитного газа. Удобно для использования установки VABS-II в полевых условиях монтажа. Для использования необходим специальный механизм подачи – LN23P и горелка – К406.
5.0. УСЛОВИЯ ПОСТАВКИ
5.1. Подготовка производственной площадки Заказчиком
Для первоначального монтажа установок, заказчик обязан подготовить производственную площадку в соответствии со следующими рекомендациями:
Заказчик предоставляет подвод электричества, сжатого воздуха, грузоподъемное оборудование (краны и т.д.), рабочие площадки и прочее для проведения монтажа оборудования.
Заказчик также предоставляет материалы для проведения испытаний и приемки оборудования.
Сварочные материалы для проведения заводских испытаний предоставляет компания «ПромИнн».
5.2. Испытания, программирование, обучение, комплект документов
Поставка сварочного установок подразумевает следующий комплекс услуг Заказчику:
Установки собираются и испытываются на работоспособность всех систем на заводе производителя.
Испытательные режимы, по которым проводятся испытания на заводе производителя прилагаются.
Услуги по подбору режимов сварки оплачиваются отдельно.
Пуско-наладочные работы, шеф-монтажные работы, обучение персонала в течении 1 недели входят в стоимость установок.
5.3. Документация.
Техническая сопроводительная документация на русском языке, в трех экземплярах, включая электронную версию на CD диске:
1.1. Навесное оборудование:
Станок главным образом состоит из: блока подъема стрелы, блока перемещения стрелы, блока вращения колонны, подвижной каретки, колонны, стрелы, сварочного оборудования, системы слежения, системы рециркуляции флюса и эл. системы (рис. 2).
2.1 Колонна и стрела имеют сварную конструкцию в форме балки переменного сечения с двойной направляющей, после сварки проведено снятие напряжение и конечная механическая обработка, обеспечивающая высокую точность.
2.2 Механизм подъема стрелы установлен на верхней части колонны и приводится в движение мотором, который приводит в движение червячный редуктор и цепь со звездочкой. Один конец цепи соединен с направляющим устройством стрелы, другой конец зафиксирован на балансире, расположенном внутри колонны для поддержания баланса колонны. Для предотвращения вреда от случайной поломки, на колоне для обеспечения безопасности и надежности управления установлен блокиратор.
2.3 На каждой поверхности корпуса стрелы установлены 8 групп рам шкива, рама шкива оснащена распределительным валом, который может обеспечить маневренность и прочность во время вылета и подъема стрелы. Обладает большой нагрузочной способностью, осуществляет хорошее соединение с поверхностью рельс, увеличивает плавность работы и снижает дрожание стрелы.
2.4 Вылет стрелы осуществляется при помощи двигателя переменного тока через червячный редуктор, приводящий в движение зубчатую рейку. Скорость настраивается при помощи инвертора, показывается на цифровом панельном измерительном приборе.
2.5 Колонна и тележка соединены вращающимся подшипником, который осуществляет вращение колонны на ± 180º.
2.6 Каретка устанавливается на конце стрелы и осуществляет движения вниз, вверх, вправо и влево.
2.7 Блок управления используется для включения и отключения питания, движения тележки вперед и назад, подъема стрелы, вылета стрелы и вращения колонны. Для удобного выполнения операций из электроблока управления выведен пульт управления, который оснащен потенциометром регулировки скорости стрелы, переключателем подъема стрелы, переключателем вылета стрелы, переключателем перемещения тележки вперед и назад и переключателем вращения колонны.
Блок управления сварочным аппаратом включает счетчик сварочного тока, сварочный вольтметр, сварочный потенциометр напряжения, кнопки подачи и возврата проволоки, кнопки начала и остановки сварки.
2.8 Безопасность, ремонтопригодность и простота управления: на задней части колонны установлена лестница, используется для упрощения смазки и обслуживания механизма подъема. Блокировочный механизм установлен внутри колонны. Концевые выключатели установлены на всех положениях движения, помогает избежать повреждений оператора и станка.
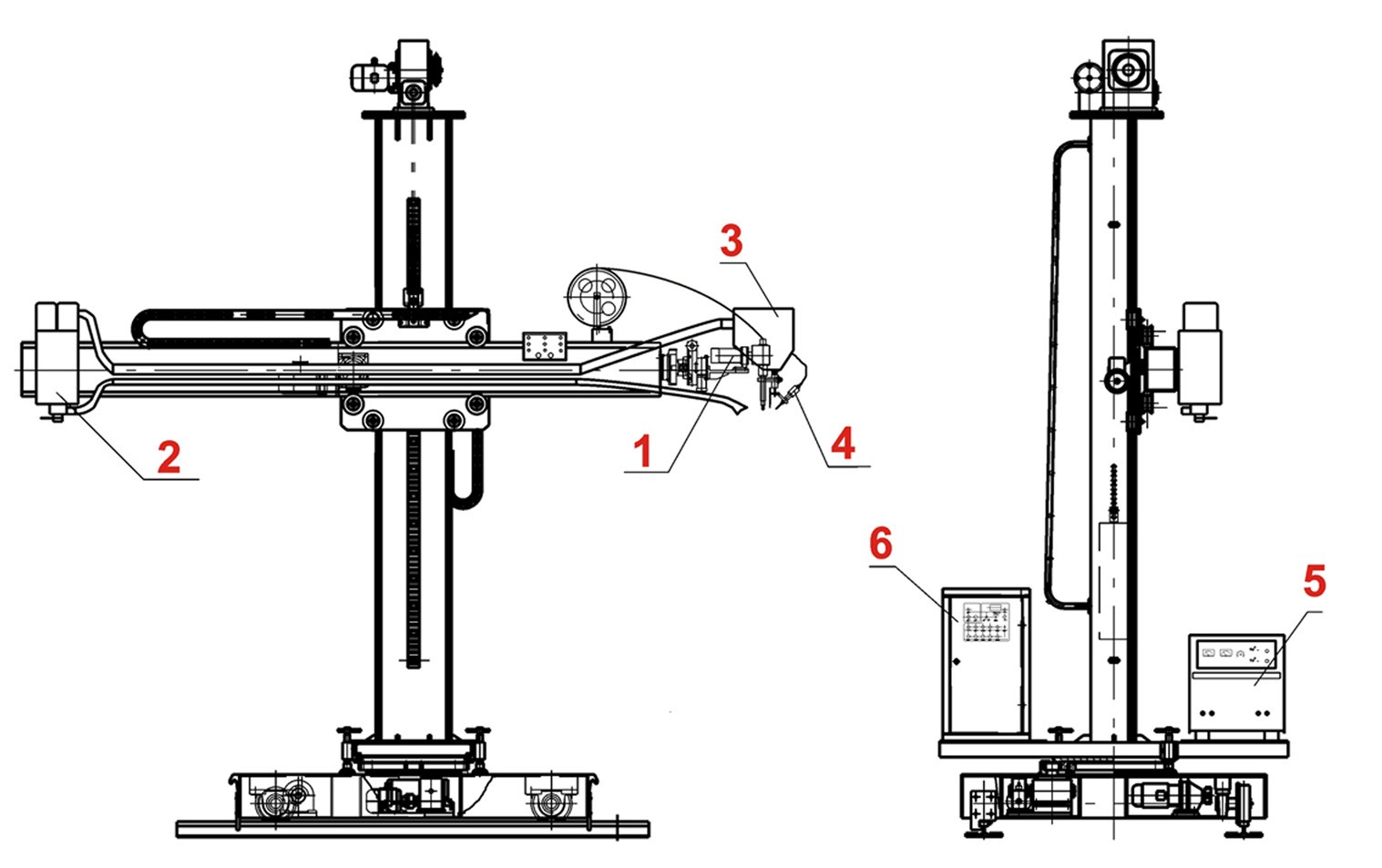
Рис. 2. Сварочный манипулятор с навесным оборудованием.
1 – каретка со сварочным пистолетом; 2 – система рециркуляции флюса; 3 – бункер для флюса; 4 – система слежения; 5 – пульт управления сварочным источником; 6 – панель управления манипулятором
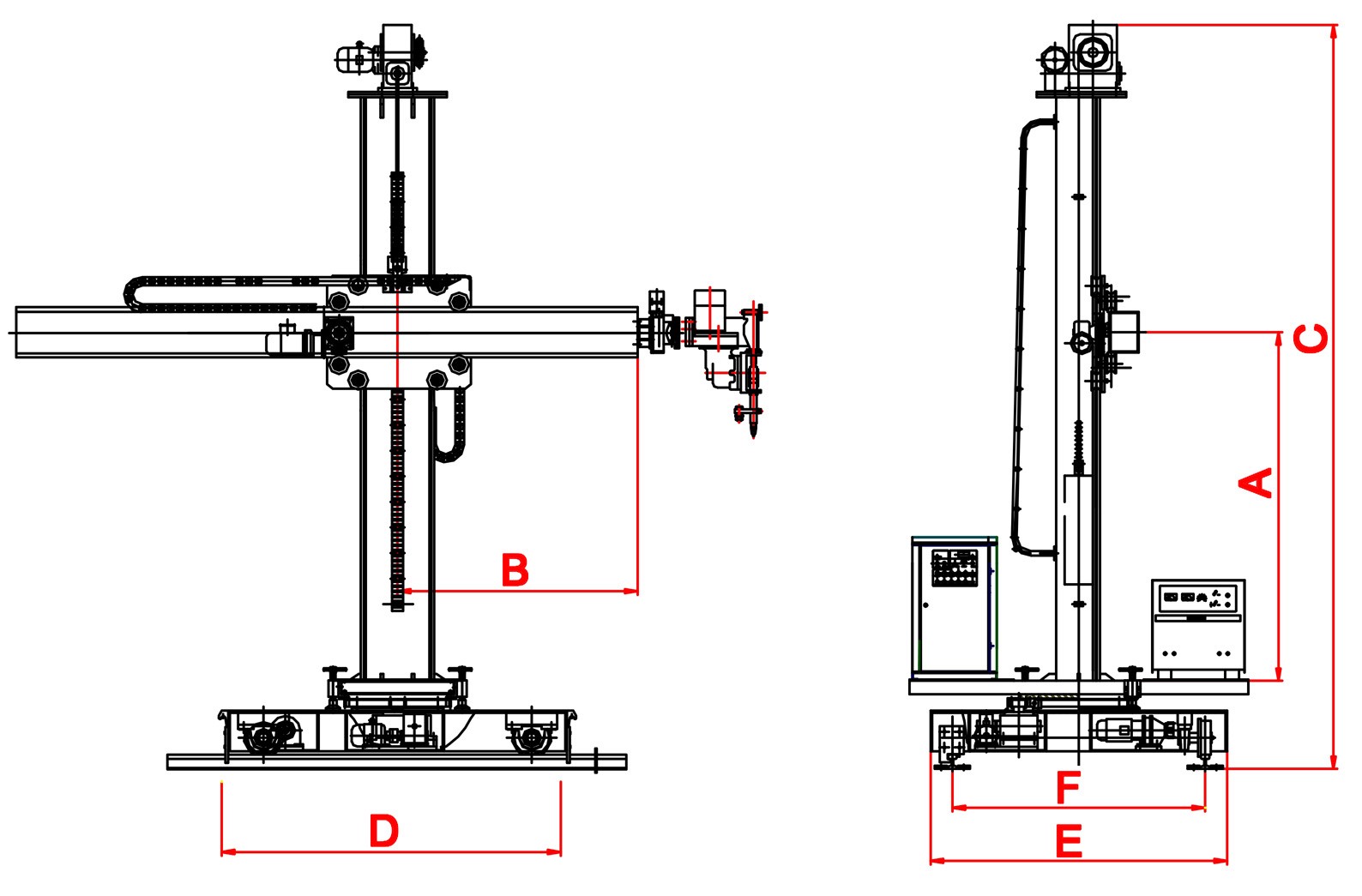
Основные характеристики:
| Макс. нагрузка, т | Размеры обечаек, мм | Линейная скорость вращения, мм/мин | Габаритные размеры, мм | Вес, кг | |||||
| A | B | C | D | E | F | ||||
| 40 | 800-4000 | 100-1000 | 900 | 2250 | 1200 | 400 | 1600 | 1050 | 4000 |
Примечание: F — размер стационарных вращателей.




Возможна поставка вращателя с установкой приводной и неприводной секций на стационарные подставки или рельсовые тележки. Это позволяет производить перемещение секций в зависимости от длины изделия.
СИСТЕМЫ СЕРИИ AGW
Установки автоматической горизонтальной сварки серии AGW (Automatic Girth Welder) производства фирмы Koike Aronson - Ransome являются самоходными сварочными комплексами, предназначенными для строительства в полевых условиях стальных резервуаров различного назначения, имеющих высоту пояса от 1,8 до 3 м. По спецзаказу изготавливаются машины для сварки поясов высотой до 4м.
Конструкция установки представляет собой П-образную раму, охватывающую сверху лист свариваемого пояса и опирающуюся на него.
Выпускаются установки для двух- и односторонней сварки. Каждая сторона установки AGW имеет собственную сварочную головку, контрольный блок, подвижную ременную систему поддержки флюса, систему рециркуляции флюса.
Двусторонние машины обеспечивают одновременное выполнение сварки с двух сторон стенки резервуара.
Сварочная часть установок построена на основе комплекта оборудования для сварки под флюсом компании Линкольн Электрик (Lincoln Electric): автоматические головки NA-3, выпрямители DC 600. Возможна комплектация установок оборудованием для сварки самозащитной проволокой или для сварки "расщепленным электродом" (две проволоки по технологии Twin-Arc компании Линкольн Электрик).
Конструкция рамы

П-образная сварная рама изготовлена из стали. Одна сторона рамы, называемая основной (master), является полностью автономной и может использоваться для односторонней сварки (установка AGW-I). Другая сторона, дополнительная (slave), имеет крепление к основной и они образуют установку для двусторонней сварки (AGW-II). Телескопические вертикальные элементы несущей рамы имеют возможность ручного изменения и фиксирования их длины. Таким образом, стандартные установки могут работать на поясах, имеющих высоту от 1,8 до 3,05 м (6-10 футов).
Для передвижения основная рама имеет два колеса, изготовленных из упрочненной стали, имеющих рифленую опорную поверхность и две реборды. Колеса должны быть повернуты в соответствии с диаметром свариваемого цилиндрического резервуара (минимум 6 метров). Расстояние между ребордами колес составляет 1-3/4 дюйма, т.е. свариваемый пояс может иметь толщину до 44,5 мм. Стальные вилки рядом с колесами страхуют от схода с кромки листа. Одно из колес приводится в движение непосредственно валом мотор-редуктора. Мощность двигателя постоянного тока 0,75 л/с (0,56 кВт). Электронный блок обеспечивает регулирование и стабилизацию скорости. Диапазон скоростей движения рамы составляет 0,10 - 2,67 м/мин.
Обе части рамы, основная и дополнительная, имеют огороженную перилами платформу, где располагается оператор, и съёмную скамейку для него.
Скамейка может быть удалена, если ведется сварка двухстеночных резервуаров с узким межстеночным пространством. Установки AGW II имеют гидросистему для раздвижения платформ перед навешиванием и снятием с пояса, а также внутреннее переговорное устройство для операторов.
Выдвижные колеса малого диаметра, расположенные в нижних углах платформ, защищают механизмы флюсовых ремней и сварочные головки от ударов при навешивании рамы на пояс резервуара.
Занавеси, выполненные из плотного материала, обеспечивают защиту зоны сварки и операторов от ветра и непогоды.
Сварочный процесс и оборудование
Установки стандартно комплектуются универсальными тиристорными выпрямителями Idealarc DC-600 (600 А, ПВ=100%) и аппаратурой автоматической сварки NA-3 производства компании Lincoln Electric.
Выпрямители расположены в специальном контейнере, который снабжен коммутационными шкафами для подключения трехфазной питающей сети и трансформатором (380/110 В) для питания привода перемещения и систем рециркуляции флюса. Контейнер имеет крышу, брезентовые шторы и проушины для подъема краном, соединяется со сварочной платформой кабелями сварочными и управления. Стандартная длина кабелей 60 м. Необходимая мощность питающей сети - не менее 40 кВА на каждый выпрямитель.
Аппаратура NA-3 установлена на платформе и включает в себя контрольный блок, сварочную головку с механизмами перемещения и устройством подачи проволоки, малый флюсовый бункер с электромагнитным клапаном и другие элементы.


Контрольный блок обеспечивает дистанционное управление источником, регулирование скорости подачи проволоки, контролирует подачу флюса, разрешает движение рамы, обеспечивает цикл сварки и подготовительные операции. Эргономичные регуляторы и крупные приборы с зеркальной шкалой облегчают работу.
Электронный блок управления движением расположен на основной (master) части рамы в специальном защищенном шкафу. На лицевой стенке шкафа расположен потенциометр регулировки скорости движения рамы, переключатель направления движения, кнопка быстрого перемещения и спидометр для контроля скорости движения.
Продуманные механизмы перемещения позволяют расположить сварочную головку в любом необходимом пространственном положении. В процессе сварки оператор имеет возможность корректировать положение головки по вертикали, горизонтали и углу наклона. Положение флюсового ремня, сопел подачи и подбора флюса выбирается до начала сварки.
Обеспечена надежная подача проволок различного диаметра (2,4 мм и более) без замены роликов. В комплект оборудования входит адаптер для мотков сварочной проволоки весом 30 кГ и правильное устройство.
В механизме поддержки флюса используется широкий термостойкий ремень, что обеспечивает надежную защиту сварочной ванны и малые потери флюса.
Механизм вращения ремня предельно прост, выполнен с использованием закрытых подшипников и не требует обслуживания.
Системы подачи и рециркуляции флюса не используют сжатый воздух, что повышает их пригодность для зимних условий. В качестве системы рециркуляции флюса используется проверенная временем и тяжелейшими условиями эксплуатации комбинация промышленного пылесоса Milwaukee и большого бункера-сепаратора, расположенного на крыше кабины. Установка работает в любых климатических условиях и практически не требует обслуживания.
Все сварочное оборудование имеет высокую надежность, проверенную годами эксплуатации в тяжелых условиях.



При использовании установок AGW для монтажа резервуаров из стали 09Г2С рекомендуется применять сварочные материалы компании Lincoln Electric: сплошную проволоку марки L-61 в комбинации с быстротвердеющим флюсом для многопроходной сварки марки FX 860.
Читайте также: