Сварочный инвертор подключение держателя и массы
Обновлено: 14.05.2024
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
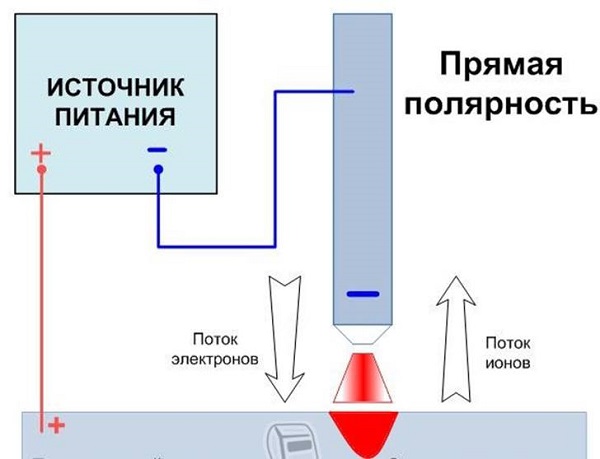
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.

Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.

Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату. Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.


Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.


Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт. Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовокс толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.
Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов. Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.
В следующем видео рассказывается о полярности при сварке.
Обратная и прямая полярность при сварке

Сварка постоянным током, инвертором, имеет ряд неоспоримых преимуществ. Здесь и более стабильная дуга, и аккуратный сварочный шов, и возможность варить в двух режимах, обратной и прямой полярности.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:

Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.

Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.

Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.

Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Как правильно работать инвертором
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

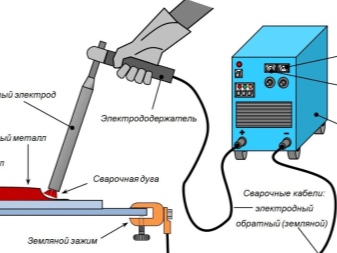
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
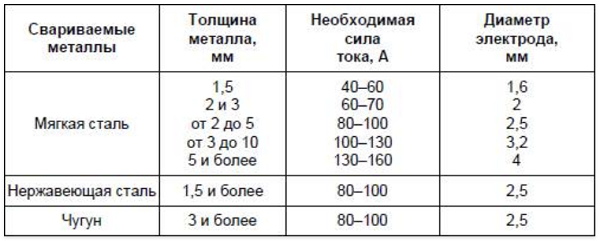
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
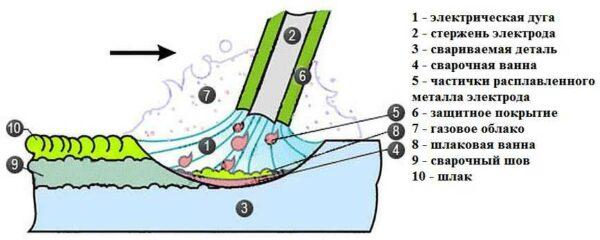
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
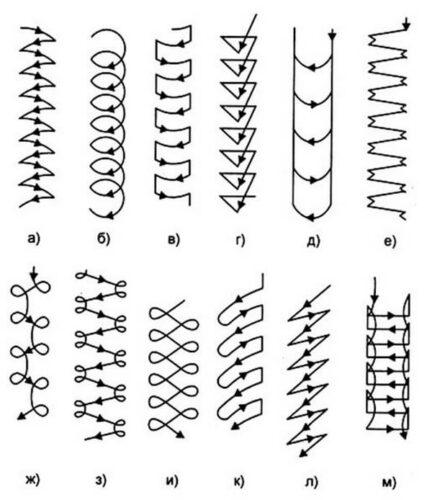
Варианты перемещения электрода при сварке
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Если для сварки используются старые электроды, то перед началом работ их необходимо просушить. Они должны находиться в течение пары часов при температуре около 2000 градусов. Использовать для этого можно специальные печки.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.

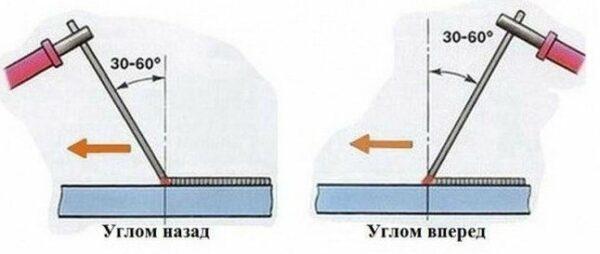
Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.

Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
Куда подключать массу на инверторе
Смотря что написано на упаковке с электродами.
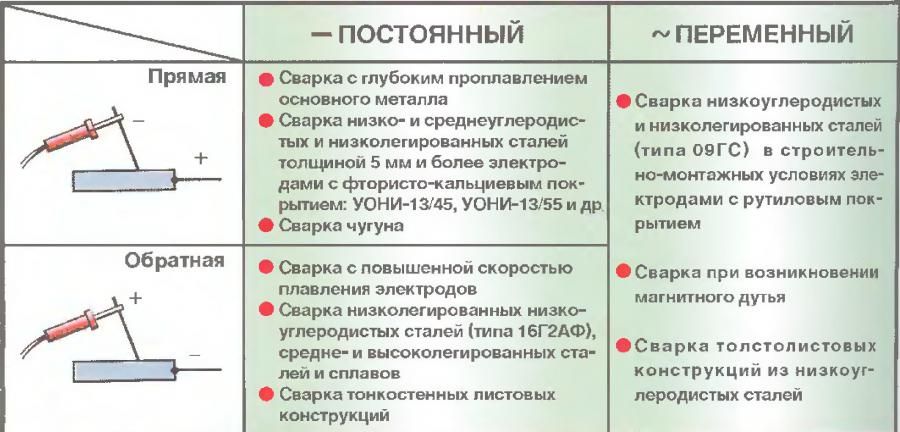
Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность)
Различают прямую и обратную полярности подключения электрода. Если пользоваться универсальными электродами, предназначенных для переменного и постоянного тока, которыми обычно в быту и применяют, то полярность значение не имеет. Но обычно минус подключают к электроду, т. е. работают в прямой полярности. В обратной полярности работают при сварке нержавейки, алюминиевых, медных материалов, но специальными электродами.
ты же машину варить собрался? инверторами машины не варят, тонкостенка, пожгешь, но попробуй ток поменьше, электрод 1,5. 2 и минус-на электрод, может и получится обратной полярностью
смотря какая полярность нужна. на плюс прямая полярность на минус обратная.
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки ![]()
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Прямая и обратная полярность при сварке
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Читайте также: