Сварочный инвертор в полуавтомат
Обновлено: 18.05.2024
Цена до скидки
33 230 р.
Тип аппарата: инверторный, MIG/MAG (полуавтоматическая), 4000 Вт, 160 А, 220 В
Макс. диаметр проволоки
Макс. сварочный ток
Тип аппарата: инверторный, MIG/MMA (полуавт./дуговая), 7700 Вт, 200 А, 220 В
Макс. диаметр электрода
Цена до скидки
38 010 р.
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 8000 Вт, 200 А, 220 В
Мин. диаметр проволоки
Цена до скидки
49 290 р.
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 6500 Вт, 230 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 4700 Вт, 175 А, 220 В
MIG/MAG (полуавтоматическая), 5700 Вт, 200 А, 220 В
Мин. диаметр электрода
Цена до скидки
25 109 р.
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 5600 Вт, 200 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 4400 Вт, 200 А, 220 В
MIG/MAG (полуавтоматическая), 5300 Вт, 180 А, 220 В
Цена до скидки
24 197 р.
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 6700 Вт, 160 А, 220 В
Тип аппарата: инверторный, MIG/MAG (полуавтоматическая), 4700 Вт, 175 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 3300 Вт, 110 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 4840 Вт, 190 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 4800 Вт, 160 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 4700 Вт, 140 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 3500 Вт, 110 А, 220 В
Тип аппарата: инверторный, MIG/MAG (полуавтоматическая), 5900 Вт, 180 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 7700 Вт, 200 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 11700 Вт, 300 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 11200 Вт, 330 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 5800 Вт, 230 А, 380 В
Тип аппарата: инверторный, MIG/MAG (полуавтоматическая), 12000 Вт, 300 А, 380 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 2200 Вт, 100 А, 220 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 2500 Вт, 120 А, 220 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 4100 Вт, 270 А, 220/380 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 1900 Вт, 95 А, 220 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 2900 Вт, 160 А, 220 В
Тип аппарата: трансформаторный, MIG/MAG (полуавтоматическая), 2900 Вт, 170 А, 220 В
Последние отзывы
АртурАртур , 13 сентября 2022 г.
Отличный аппарат. Полностью себя оправдал. Покупал приблизительно в 2017году, до сих пор работает без каких либо нареканий. Очень доволен! Рекомендую!
Дмитрий , 27 июля 2022 г.
Аппаратом сварию уже 4 года,единственное что поменял это куллер на охлаждение(попал камешек и сломал лопости),кстати оно принудительное. Брал в 2018г и досих пор варит,проблем не вижу.
Глеб , 10 июля 2022 г.
Отличный полуавтомат, можно сказать варит сам, я не сварщик и специальности у меня нет но когда приобрел этот полуавтомат просто влюбился в него, все настройки очень легко поддаются, варит просто сказка только успевай проволоку менять да углекислоту. Порошковой проволокой варить не советую, самый лучший вариант это с углекислотой.
Инверторные полуавтоматические сварочные аппараты в Барнауле
Инверторные полуавтоматические сварочные аппараты - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Инверторные полуавтоматические сварочные аппараты" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
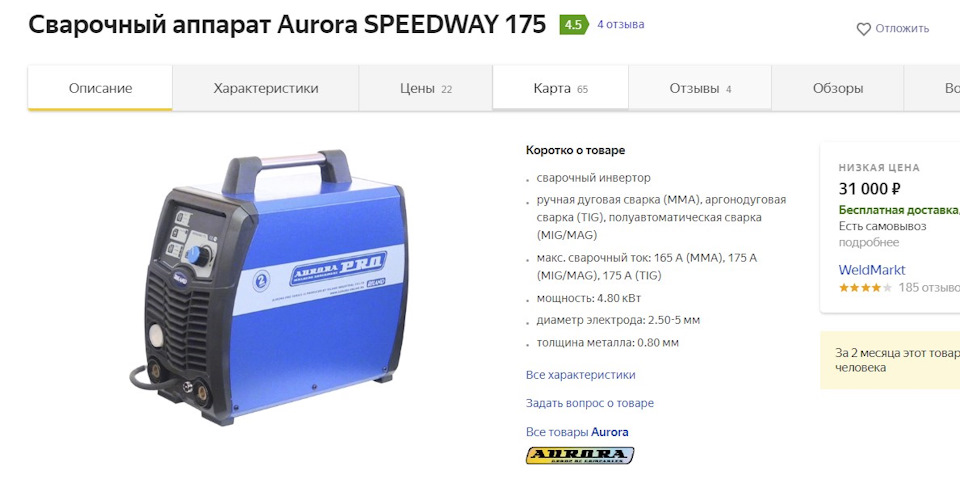
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Как сделать полуавтомат из инвертора своими руками?
Сделать полуавтоматический сварочный агрегат собственными силами по плечу любому человеку, хорошо разбирающемуся в электротехнике. Всё, что потребуется для осуществления поставленной цели – определённый набор составных частей и инструментарий. Давайте рассмотрим процедуру изготовления такого агрегата более подробно.


Инструменты и материалы
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.



Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Следует подобрать довольно мощный сварочный аппарат. Его вольтамперные характеристики (ВАХ) можно поменять посредством ШИМ-контроллера.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Сварочные аппараты такого класса дорогостоящие, зато как можно лучше годятся для реализации поставленной цели.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.


По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
3-й способ
Этот способ потребует от владельца солидной подготовки.
Ему нужно будет отыскать неусреднённый инверторный сварочный агрегат нужной мощности.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).



Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Настройка
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.


Электроток, приходящий от вывода полуавтоматического аппарата, должен обладать силой не меньше 120 А.
Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.
Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.
О том, как сделать полуавтомат из "Ресанты", смотрите далее.
Читайте также: