Сварочный осциллятор оссд 300
Обновлено: 16.05.2024

В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход – в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
Устройство
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.

Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Обслуживание и эксплуатация сварочного осциллятора
Основополагающим правилом является безопасность и надёжность функционирования осциллятора. С этой целью необходимо:
- Периодически контролировать работоспособность блокировочного конденсатора, поскольку в противном случае сварщик может быть поражён низкочастотной составляющей сварочного тока.
- Все регулировки и настройки выполнять при отключении устройства от питающей электросети.
- Регулярно очищать электроды разрядника от нагара.
- Проверять частоту импульсов, которые выдаёт осциллятор: их частота должна быть в пределах 10..40 мкс.
Следует помнить, что наличие двойного колебательного контура в сварочном осцилляторе – источник наведения довольно сильных помех в радиосвязи.
Сварочный осциллятор ОССД-300

Вы можете оплатить товары банковским переводом, после оформления заказа.
Реквизиты будут предоставлены при оформлении заказа.

Отправка заказов по регионам РФ осуществляется ТЭК Деловые линии.
Доставка заказов до терминала ТЭК Деловые линии производится за счет магазина.

- Описание
- Характеристики
- Фото и видео
- Доставка
- Отзывы
Сварочный осциллятор ОССД-300 предназначен для:
- бесконтактного возбуждения сварочной дуги при сварке в составе сварочного поста, неплавящимся (вольфрамовым) электродом, нержавеющей стали и цветных металлов в среде инертных газов (аргон, гелий) на постоянном токе, с последующим отключением осциллирующего импульса при наличии сварочного тока свыше 5А. В случае обрыва сварочной дуги, осциллятор формирует следующий высоковольтный импульс для повторного возбуждения сварочной дуги;
- бесконтактного возбуждения сварочной дуги в каждом полупериоде сетевого напряжения частотой 50Гц, при сварке в составе сварочного поста на переменном токе в среде инертных газов (аргон, гелий), неплавящимся (вольфрамовым) электродом алюминия и его сплавов.
- управления временем продувки газового канала при прекращении сварочного процесса.
Исполнение
Сварочный осциллятор ОССД-300 содержит:
- неуправляемый входной выпрямитель напряжения питающей сети,
- формирователь высоковольтного импульса,
- выходной трансформатор,
- стабилизатор питания
- схему управления,
- датчик тока,
- газовый клапан.

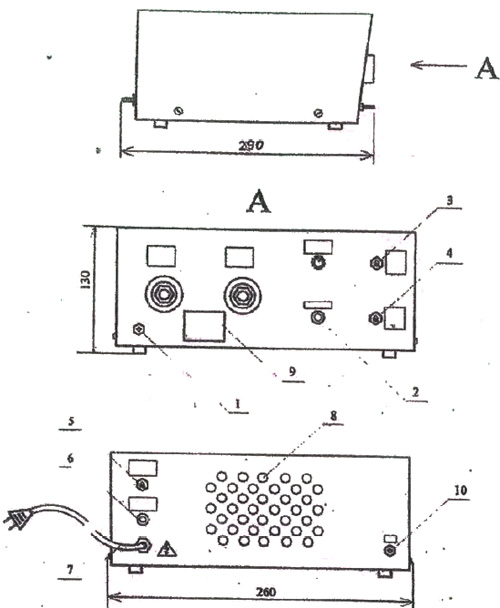
Рис.1. Чертеж осциллятора ОССД-300 осциллятора-стабилизатора сварочной дуги, где:
1 - Штуцер подачи газа в горелку; 2 - Разьем для подключения кнопки горелки; 3 - Переключатель вида сварки; 4 - Переключатель режима сварки; 5 - Сетевой выключатель; 6 - Предохранитель; 7 - Сетевой шнур с вилкой; 8 - Вентиляционные отверстия; 9 - Маркировка; 10 - Вводной штуцер
Эксплуатация
Сварочный осциллятор ОССД-300 обеспечивает нормальную работу при следующих эксплуатационных характеристиках:
- климатическое исполнение У3.1 по ГОСТ 15150,
- использования осцилляторов в закрытых помещениях и под навесом,
- температура окружающего воздуха от -10 до +40°С,
- относительная влажность воздуха 98%,
- высота над уровнем моря не более 1000 м,
- атмосферное давление от 84 до 106,7 кПа.
Сварочный осциллятор ОССД-300 в подборках товаров:




Сварочный осциллятор ОССД-300 доставляется по России:
- Деловые линии;
- ПЭК;
- Желдорэкспедиция;
- Почта Росии.
*До транспортной компании в своем городе довозим за свой счет.
Приблизительный срок доставки по России - от 2 дней.
Стоимость доставки до терминала ТК - бесплатно. Возможна адресная доставка.







Сварочный осциллятор ОССД-300 доставляется в Москву:
Приблизительный срок доставки в Москву - от 2 дней.








Сварочный осциллятор ОССД-300 доставляется в Ростов-на-Дону:
Приблизительный срок доставки в Ростов-на-Дону - от 4 дней.
Читайте также: