Сварочный полуавтомат ewm настройка
Обновлено: 30.04.2024
Насколько часто вам приходится сталкиваться с нехваткой информации по настройке оборудования? Как часто инструкция пользователя к аппарату или лист с официальными сервисными центрами оказываются забытыми в коробке, которая уже отправилась в утиль? Из моего опыта, каждый 3-ий звонок или обращение на почту от Клиентов это информационные вопросы: «как…?», «где…?», «можно ли…?» и т.п.
Поэтому я с коллегами решил собирать проверенную информацию для популярных брендов силового оборудования и размещать в одном месте. Назвали такой проект незамысловато – «База знаний». Подробнее узнать, что из себя представляет такая База на примере бренда EWM и получить к ней доступ (да, это не открытый источник) можно по ссылке.
Со вступительной частью закончили переходим к главной теме. От одного из подписчиков Базы EWM к нам поступил запрос с просьбой помочь разобраться с настройками и тонкостями процесса сварки чугуна полуавтоматами EWM. Вопросы ниже, некоторые из них дополнил, чтобы лучше понять контекст.
«Меня интересует настройка п/автомата на проволоку ЕSAB Nicore 55 диаметром 1.2 мм.

По ссылке вы найдете сертификат качества и отчет по истыпаниям этой проволоки.
В наличии имею несколько аппаратов EWM. Настройка желательно на первых два аппарата:
- ;
- EWM Phoenix 303 PROGRESS PULS coldArc; ; .
Проволоку приобрёл для сварки чугунных автомобильных деталей (блоки ДВС, корпуса КПП, мосты и т.д.), но что-то подружится с ней так и не смог.
- Стартовый ток в % от рабочего тока и его время спада?
- Рабочий ток?
- Напряжение?
- Динамика?
- Нужен ли подогрев и до какой отметки в градусах?
- Метод сварки углом вперёд, назад или под прямым, обратно-поступательный или прямой?
- Режим пульса рекомендован или нет?
- В данном процессе уместен суперпульс, швы ниточные или с небольшими колебаниями?
- Какие ограничения по длине шва за один проход?
- Нуждается в проковке или нет?
- После сварки изделие нужно медленно охлаждать или естественным способом?»
Вопросы оказались сугубо технического характера, поэтому пришлось обратиться напрямую к технологам EWM. Такого рода тонкости представители бренда посчитали неуместным обсуждать устно и предложили организовать демонстрацию работы полуавтоматов EWM на базе тренинг-центра в Москве. Для этого необходимо было взять с собой проволоку, типовую заготовку и согласовать дату. В случае возникновения сложностей настройки полуавтомата у подписчика Базы была бы возможность опробовать советы вместе со специалистом EWM.
Я понимал, что такой вариант решения вопроса не подходит, ведь подписчик может находиться за 1000 км от Москвы. Я пошел дальше и сделал официальный запрос ESAB от лица официального дистрибьютора. И в итоге получил ответ от технолога. Смотреть ниже, некоторую информацию дополнил от себя в виде пояснений.
- Отдельно настраивать стартовый ток не потребуется.
- Рабочий ток для работы с Nicore 55 в пределах 200-220А.
- Напряжение выстраивать по синергетической программе для Ni-сплавов: JOB-List вы можете найти на крышке подающего механизма аппарата. Для EWM Picomig 305 pulse, например, используйте программу №233

Выражаю благодарность специалистам ESAB, что не оставили вопрос открытым и уделили время.
Если у вас также есть вопросы по оборудованию EWM, ESAB или любому другому из нашего каталога, то в этом блоге вы всегда можете рассчитывать на помощь. Станьте подписчиком Базы знаний EWM и получите доступ к закрытой информации, которая останется у вас всегда под рукой!
Настройка сварочных параметров
В отличие от ручной дуговой сварки и дуговой сварки ВИГ для настройки установок для сварки МИГ/МАГ необходимы два процесса управления. Ниже этот процесс подробно объясняется на примере настройки машины с переключателем ступеней обмоток трансформатора.
Для сварки МИГ/МАГ используются источники стабилизированного напряжения. Поэтому требуемое напряжение выбирается путем настройки определенной графической характеристики на грубом и тонком переключателях ступеней обмотки трансформатора, а наиболее благоприятная длина дуги достигается при настройке подходящей скорости подачи проволоки. Рабочая точка - это точка пересечения заданной графической характеристики сточника и характеристики дуги. Она характеризуется силой тока Is и напряжением Us. При повышении скорости подачи дуга становится короче, и рабочая точка перемещается по кривой источника направо, сила тока повышается. При уменьшении скорости подачи эффект будет обратным. Таким образом требуемая сила тока настраивается при потенциометра для подачи проволоки. Но при повышении силы тока дуга сокращается. Чтобы дуга не была слишком короткой, одновременно следует соответствующим образом повысить напряжение. Для повышения напряжения нужно установить на переключателе ступеней расположенную выше кривую, для требуемого уменьшения напряжения дуги кривая должна располагаться ниже. При наиболее распространенной слегка понижающейся горизонтальной кривой источника питания изменение нужного параметра всегда приводит к незначительному изменению другого. При абсолютно горизонтальной кривой такое взаимное влияние отсутствует.
Для достижения оптимальных условий сварки дуга не должна быть ни слишком короткой, ни слишком длинной. При слишком короткой дуге короткие замыкания и, следовательно, брызгообразование проявляются сильнее. Короткие замыкания распознаются по треску дуги. При увеличивающейся длине дуги существует противоположная опасность проникновения воздуха в дугу и, следовательно, порообразования. К тому же увеличивается тенденция к образованию подрезов. Слишком длинную дугу сварщик может распознать по шипению дуги. Линия идеальных рабочих точек, т.е. идеальная рабочая кривая проходит по U/I-диаграмме примерно диагонально. В действительности существует пригодный диапазон характеристики дуги. Это рабочая область, в которой следовало бы производить сварку. На Рис. 30 представлены рабочие зоны для проволочного электрода из сплава Si/Mn и двух различных газовых смесей.
К благоприятным сварочным условиям ведут все рабочие точки, находящиеся в пределах рабочих зон. Рабочие точки, расположенные ниже, означают слишком короткие дуги, а расположенные выше верхней граничной линии ведут к слишком длинным дугам. Рабочие зоны всегда относятся к определенному проволочному электроду. Так как замена защитного газа приводит к изменению физических условий в атмосфере дуги, рабочая зона также относится только к одному определенному газу. При сварке импульсным током во всей зоне возникает импульсная дуга. Так как переход материала в любом случае происходит без короткого замыкания, границы зоны смещаются при низких и средних силах тока и при несколько более высоких напряжениях дуги.
Синергетическая настройка сварочных параметров
Так как сварщики достаточно высокой квалификации есть не на всех предприятиях, современные установки для сварки МИГ/МАГ предоставляют возможность упрощенной настройки сварочных параметров, например, мультипроцессный аппарат PHOENIX.
Уже в 70-е годы появились системы управления при помощи одной кнопки, в которых мощность настраивалась при изменении скорости подачи проволоки при помощи одного потенциометра с поворотным движком, при помощи той же кнопки управления производилось плавное регулирование кривых в определенном передаточном отношении, то есть производилось одновременное изменение напряжения. При помощи другой кнопки производилась определенная коррекция рабочей точки.
Сегодня стандартом для установок для сварки МИГ/МАГ является еще большее упрощение управления. Идеальные рабочие характеристики для часто встречающихся задач сварки сохраняются в памяти машины. Оператор при помощи, например, толчковых клавиш задает только свариваемый материал, требуемый диаметр проволоки и подключаемый защитный газ. При этом вызывается заранее запрограммированная идеальная рабочая характеристика. Плавное регулирование мощности производится одной кнопкой, для индивидуальных потребностей относительно оптимальной длины дуги существует кнопка коррекции. Рассмотрим дисплеи современной сварочной установки, имеющие еще больше функций настройки.
В средней части можно поставить задачу при помощи толчковых клавиш. При этом кроме материала и диаметра проволочного электрода и защитного газа вводятся данные о том, производится ли сварка массивной проволокой или порошковой и есть ли дополнительные задания, например, пайка МИГ или наплавка. Так как эта установка является многозадачной, в этом поле задается и необходимое изменение характеристики других процессов (сварка ВИГ, ручная сварка стержневыми электродами). В левой части дисплея при помощи верхней вращающейся ручки можно установить мощность, средняя рукоятка служит для коррекции длины дуги, а нижняя изменяет динамику дуги при помощи регулируемой дроссельной катушки. Относящиеся к выбранной рабочей точке сила тока и напряжение показываются в верхней части дисплея. Используемые данные сварочного процесса можно сохранить и при необходимости вызвать позднее.
Регулирование процесса сварки МИГ/МАГ
Заданные сварочные параметры во время сваривания должны по возможности оставаться постоянными. При сварке МИГ/МАГ за это отвечает внутреннее регулирование. Ниже объясняется его принцип действия.
Протекание процесса регулирования легче всего понять, если предположить, что дуга выходит из некоей верхней области и опускается на одну ступень.
Рабочая точка AΙ соответствует параметрам, при которых дуга горит на этой ступени. При переходе ступени дуга удлиняется, и рабочая точка перемещается от AΙ к AΙ. Сила тока при этом уменьшается на значение Δi. Падение напряжения незначительно, так как характеристика источника слегка понижается. Возвращение слишком длинной дуги к первоначальной длине обеспечивает внутреннее регулирование. При более низкой силе тока iΙ расплавляется меньше проволоки, чем раньше. Так как скорость подачи остается неизменной, постепенно дуга становится короче, так как в нее вводится больше проволоки, чем расплавляется в ней. Таким образом через короткое время исходная длина дуги восстанавливается, и дуга снова горит с заранее заданными силой тока и напряжением. Это регулирование практически безынерционно и, следовательно, производится очень быстро.
Речь идет об эффекте саморегулирования системы, поэтому он и называется внутренним регулированием или Δi-регулированием (от intern - внутренний).
Настройка нового аппарта EWM TAURUS 351
Панель управления [font=Arial]Synergic[/font] [font=Arial] , [/font] находится на подающем устройстве. Я уже работал на нем одну смену, варит просто изумительно, но как то вот не могу подобрать настройку под разные металлы. Когда надо сварить обычное железо, например 10 мм, никаких проблем, но когда нестандартные швы, никак не могу. Провар получается отличный, но внешний вид не очень. Да и вообще там столько настроек, пока врубился процентов на 30. Может есть тут кто работает на таком оборудовании, поделитесь, может есть какие то тонкости. Буду рад любым советам.
посмотрите под крышкой подающего механизма когда открываешь, где ролики стоят там расписана таблица или в инструкции (какая настройка соответствует выбраного металла и гaза) дальше на панели управления нажимаем(JOB LIST) и выбираем соответствующее номер задания. Покрайней мере на EWM PHOENIX 421 BASIC PULS FORCE ARC так, а он постарше будет вашего и у немцев панели внешне схожи. Мог бы выложить фото но компа нету с сабою.
посмотрите под крышкой подающего механизма когда открываешь, где ролики стоят там расписана таблица или в инструкции (какая настройка соответствует выбраного металла и гaза) дальше на панели управления нажимаем(JOB LIST) и выбираем соответствующее номер задания. Покрайней мере на EWM PHOENIX 421 BASIC PULS FORCE ARC так, а он постарше будет вашего и у немцев панели внешне схожи. Мог бы выложить фото но компа нету с сабою.
Спасибо, я уже более менее разобрался. Скажите, если у вас ФЕНИКС, то у вас должна быть импульсная сварка. У меня этого нет, я только слышал об этом. Можете как то объяснить, что это за импульсная сварка? Для чего она используется, для каких металлов и т.д. А то у нас планируют еще один аппарат покупать, думаю, нужна ли нам эта функция.
импульсная есть но сам еще не разобрался как работает, аппарат 3-4 года тупо стоял раз в год кто нибудь поварит если сможет настроить и все, подающий механизм даже ржавчиной покрылся. А импульсный режим вроде для сварки алюминия я в этом пока не силён.
У меня такой апарат, с панелью сенерджик,
На боковой крышке есть джоб-лист внутри апарата Сначала выбираеш чем вариш смесь или кислота, потом диаметр проволки, и какой металл,
для чернухи задание №4 для смеси № 9 или на оборот посмотри не помню точно.для рутарк 255 помойму.
на лицевой панели выбираеш джоб лист кнопка и ставиш нужную программу, на средней панели кнопкой ставиш толщину метала, вот и все. НО для сварки кислотой
там есть кнопка DYN +/- ставиш -40 (узкая дуга) для смеси +40 я делаю так.
расход газа должен быть четкий тоесть по формуле ДИАМЕТР ПРОВОЛКИ УМНОЖАЕШ НА 11 получаеш расход по ратометру. гдето 12,5-13 л.
есть импульсный режим и есть супер пульс они разные .
для сварки в кислоте ставлю толщину больше пример варю 4 ставлю 5--4,8
апарат сам расчитывает скорость подачи и ток, ставиш только толщину метала и все, можно ставить и ток он сам расчитает или подача проволки это сварка синерджик.
можно отключить ее,и выстовлять все самому.
доп функции РУТАРК провар корня шва.
И ФОРСАРК глубокий провар сильным током.
все режимы в джоблисте.
Панель управления [font=Arial]Synergic[/font] [font=Arial] , [/font] находится на подающем устройстве. Я уже работал на нем одну смену, варит просто изумительно, но как то вот не могу подобрать настройку под разные металлы. Когда надо сварить обычное железо, например 10 мм, никаких проблем, но когда нестандартные швы, никак не могу. Провар получается отличный, но внешний вид не очень. Да и вообще там столько настроек, пока врубился процентов на 30. Может есть тут кто работает на таком оборудовании, поделитесь, может есть какие то тонкости. Буду рад любым советам.
У меня такой апарат, с панелью сенерджик,
На боковой крышке есть джоб-лист внутри апарата Сначала выбираеш чем вариш смесь или кислота, потом диаметр проволки, и какой металл,
для чернухи задание №4 для смеси № 9 или на оборот посмотри не помню точно.для рутарк 255 помойму.
на лицевой панели выбираеш джоб лист кнопка и ставиш нужную программу, на средней панели кнопкой ставиш толщину метала, вот и все. НО для сварки кислотой
там есть кнопка DYN +/- ставиш -40 (узкая дуга) для смеси +40 я делаю так.
расход газа должен быть четкий тоесть по формуле ДИАМЕТР ПРОВОЛКИ УМНОЖАЕШ НА 11 получаеш расход по ратометру. гдето 12,5-13 л.
есть импульсный режим и есть супер пульс они разные .
для сварки в кислоте ставлю толщину больше пример варю 4 ставлю 5--4,8
апарат сам расчитывает скорость подачи и ток, ставиш только толщину метала и все, можно ставить и ток он сам расчитает или подача проволки это сварка синерджик.
можно отключить ее,и выстовлять все самому.
доп функции РУТАРК провар корня шва.
И ФОРСАРК глубокий провар сильным током.
все режимы в джоблисте.
Помогите настроить полуавтомат
Здравствуйте, знаю что мой вопрос для многих банален и у многих вызовет смех, но убил целый день так и не смог добится нормального вара, просмотрел кучу видео и форумов, статей, но все-равно что-то не так настроил, это мой первый полуавтомат очень хочется получить красивый шов, а на деле пока получается хуже чем обычным электродом
аппарат aurora overman, проволока 1.0мм, газ Co2
варю контейнер из металла 3мм, вот такой ужас получается:

Вот настройки аппарата:


1) Когда баллон был новый заправленный из магазина, давление на правой шкале было чуть больше 5, щас стрелка на середине, я так понял газ кончается? как определить более точно заполненность баллона? сам баллон на 10литров
2) Какое давление надо выставить на редукторе, везде пишут от 0.4 - 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно). Это нормально ?
хочется научится делать шов хоть чуть-чуть похожий на этот:
заранее благодарю всех за помощь!
ivn12 , этот походу импульсным варен, а по вашему аппарату думаю Сусанин скоро подтянется, поищите через форумный поисковик, словосочетение-Аврора оверман.
Своих не бросаем. Пленных не берем.
ivn12, Город укажите. Позовем Константин Краев, прояснит в чем проблема.
2) Какое давление надо выставить на редукторе, везде пишут от 0.4 - 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно)
пишут 0.4 мРа или 0.4 кгс\см ?
Если я правильно понял в той теме, у вас мягко сказать "много" (раз в десять больше).
Как-то так (если ни ветра ни сквозняков нет):

+ ПА ржавчину не любит.
Причина редактирования: подправил картинку немного, сначала слишком мало нарисовал.
ivn12 , Простая проверка работоспособности аппарата - все ручки вправо до упора и на толстом металле кладем шов, показываем в "студию", что получилось и отсюда начинаем "танцы".
ivn12 ,Действительно ужас, проверьте полярность и расход газа установите как вам нарисовали выше. Удачи,сам таким пользуюсь,пока над моим Форсажем колдуют его производители.
Расстояние от сопла горелки до изделия?
У меня одни кадры примерно такой шов клали пытаясь варить как электродом. Проволока сантиметров на 30 вылезет и они ею пытаются варить что то.
Это было что-то!
Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа CURRENT 160, VOLTAGE 21-24. Индуктивность в ноль.
В моем аппарате положение индуктивности более ощутимо на малых токах (добиваюсь капельного переноса) на больших токах можно сказать почти и не заметно, и в данном случае значения никакого не имеет а более подробное объяснение какая ручка и для чего в данном аппарате для меня темный лес и предполагаю что для ТС тем более.
В голову такое даже не приходит. Это как придти на форум хирургов и спрашивать - почему ни как не вырезать аппендицит (умалчивая про топор и о своем образовании).
Мой ФЕБ что то подобное изображал, когда релюха не срабатывала при любом расположении ручек. Алексей похоже ближе всех к разгадки таких швов.
Там импульсом и не пахнет и даже суперпульсом. Скорее всего сварено в интервальном режиме или мастерски в ручную.
Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа.
Позволю себе не согласится с Вашим категоричным утверждением. Ток(или подача проволки) может и маловат, но не настолько, что бы изобразить такое. По этому думаю, что настройки аппарата тут ни причём. А вот расстояние от сопла горелки до металла во время сварки ( как уже выше было замечено) вполне может быть причиной таких ужасов.
ivn12 , этот походу импульсным варен, а по вашему аппарату думаю Сусанин скоро подтянется, поищите через форумный поисковик, словосочетение-Аврора оверман.
Судя по манометрам, газа нет, расход выставлен конский, правильно стрелкой указали, проверьте полярность согласно инструкции.
Индуктивность влияет на провар, либо глубоко и узко либо широко и мелко, переключатель проволоки при такой толщине надо в режим черепаха или low
Укажите что за проволока, лучше фото
Да и поверхность надо готовить, т е зачищать
Видео сними, с того как заряжаешь катушку и подключаешь газ, ло сварки. Косяки как обычно нелепые!
спасибо друзья за ответы, теперь я хотябы понял про настройку давления газа на выходе!
Расстояние от сопла горелки до изделия?
У меня одни кадры примерно такой шов клали пытаясь варить как электродом. Проволока сантиметров на 30 вылезет и они ею пытаются варить что то.
Это было что-то!
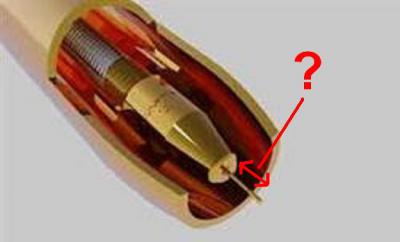
Единственное что меня еще сильно интересует - насколько глубоко должен быть утоплен медный наконечник внутри сопла? или быть на равне с ним? я купил новый 1.0мм наконечник, так вот он на равне с соплом горелки хорошо это или плохо я незнаю
Если бы еще кто-то скинул сюда конкретные настройки ТОКА, НАПРЯЖЕНИЯ и ИНДУКТИВНОСТИ для сварки 3мм металла для аппарата аврора оверман, то было бы замечательно. ну имею ввиду настройки от которых уже можно начинать вносить коррективы до получения хорошего шва
проволока ER-70S-6 (СВ082ГС) 1.0мм . Устанавливал катушку и протягивал ее согласно видео и разным статьям в интернете, здесь все нормально сделано и прижимной ролик тоже повернул канавкой под 1.0мм проволоку, поэтому в механизме подачи проволоки я уверен 100%
Читайте также: