Сварочный полуавтомат импульс 200
Обновлено: 06.10.2024
Представляем вам абсолютно новый, инновационный сварочный полуавтомат ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99, разработанный совместно с заводом SHENZHEN HISTER TECHNOLOGY CO., LTD и техническими специалистами компании ПТК.
Полуавтомат оснащен двойным пульсом и синергетическими настройками управления, слоты памяти и предустановленные программы для сварки алюминия, стали в среде углекислого газа и в сварочной смеси позволят достичь максимальных результатов и качественных сварных швов.
Уникальность нового аппарата полуавтоматической сварки ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99:
- Функция синергетического управления позволяет выбирать оптимальные параметры сварочного тока. Дополнительно учитываются особенности сварочных материалов – диаметр сварочной проволоки, вид и состав защитного газа, свариваемый материал.
- Возможность отключения синергетики и сварка в режиме «Manual».
- В режиме DOUBLE PULSE MIG предусмотрены регулировки базового тока, частота импульса и заполнения (скважности) импульса. В режиме 4T есть регулировка тока заварки кратера и напряжения заварки кратера. В режиме 4TL — еще и регулировка стартового тока и напряжения.
- Дополнительная функция аргонодуговой сварки в среде защитных газов Lift TIG. Позволяет использовать вольфрамовые электроды диаметром от 1,0 до 4,0 мм.
- Дополнительная функция ручной дуговой сварки MMA. Позволяет использовать покрытые электроды диаметром от 1,5 до 5,0 мм.
- В режиме ММАсварки есть настройки Arc Force, Hot Start, возможность включения/выключения функции Anti Stick и VRD.
- 2 года сервисной гарантии.
Ещё больше функций, технических характеристик и фотографий в карточке товара. Аппараты доступны к заказу у менеджеров отдела продаж и у официальных дилеров ПТК.
Обзор на сварочный полуавтомат ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99
Как сваривать алюминий полуавтоматом?

Детально разбираем функционал и настройки полуавтомата в разных режимах сварки – MIG, PULSE MIG, DOUBLE PULSE MIG, TIG, MMA, и в разных режимах работы сварочной горелки.
В статье мы расскажем и наглядно продемонстрируем наличие импульсных режимов сварки в полуавтомате. Разберем графики с вольт-амперными характеристиками.

Обновленный каталог с фирменными сварочными горелками ПТК MIG, TIG, плазматронами CUT и комплектующими к ним.
Инверторный полуавтомат Импульс ПДИ-200

Все кабели и инструкция спрятаны под верхней крышкой. Внешним видом доволен, чуть позже в этом же посте продолжу отчет о работе данного аппарата.
Комментарии 59
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Дай ссылочку пожалуйста на аппарат

Продавашка пропал с концами

висит у нас сейчас на авито, хочу себе такой взять

Отлично выглядит…Где вот только он продается? Продавец сдулся?

Почему у американцев получается варить без газа, порошковой проволокой/они же ее и придумали /а у нас нет, в чем проблема?!

Добрый день! Подскажите, порошковой проволокой без газа им можно варить?
Покупая аппарат такого класса нужно задуматься о нормальной продувке горнлки. Для чего извращаться?
1. Иногда для мобильности и не всегда есть газ
2. я чайник в вопросах сварки. Изучаю вопросы, выбираю.
3. аппарат нужен в гараж на время ремонта авто
4. Если Вам трудно ответить на поставленный вопрос, не отвечайте. Выяснение причин занимает дольше времени
Пусть мой ответ прозвучит как рекомендация.
А для мобильности лично я давно отказался от большого балона в пользу маленького огнетушителя с емкостью 5кг кислоты.
да, спасибо… уже общаюсь с представительством. выясняю… детали. видимо, буду заказывать… придется искать маленький баллон и редуктор. многие не советуют варить без газа… трудно чайнику определиться((( но буду изучать… и научусь)
С газом варить легче и красивее швы. Остальное придет с опытом, ато советчиков дохрена в сети а толку мало
можно, но получается мягко говоря не очень

Привет, есть контакты данных ребят кроме тех что на сайте?

Видео работы есть на данном апарате ? Фото швов ? Думаю себе заказать, стоит ли ? Или проще в магазине купить ? Что посоветуете ?
видео? оно мне надо?)) да и не профессионал я чтобы хвастать швами.
эти вопросы наверно стоит производителю задавать.
от себя могу сказать что каждый товар я покупаю выбирая несколько месяцев. за эту цену аналогов нет.
производитель тыкнул пальцем на Вас !)) мнение профессионалов я могу спросить в каком нибудь суперпупер центре, вопрос в том что как раз и интересно мнение непрофессинала ! общий отзыв и хоть чутьчуть инфы, , просто выкидывать деньги за картинку не особо охота
ну я ж не рекламный агент)
качеством доволен, после Циклона радует и легкость в работе.
купили еще два кореша моих. если кто то проведет тест и снимет видео с удовольствием на это посмотрю.

Циклон какой был?
есть БЖ

Сварочный аппарат отличный. Но я хотел бы почитать за гольф старый, который вы разобрали. Кинь ссылку
Импульсные сварочные полуавтоматы
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Инверторный многофункциональный цифровой полуавтомат с синергетическим управлением, созданный для промышленных предприятий среднего и тяжёлого машиностроения. Синергетические программы аппарата адаптированы для работы со диаметрами проволок от 0.8 мм до 1.6 мм и с большим количеством защитных газов и смесей.
Мощный сварочный инвертор TRITON ALUMIG 500P Dpulse Synergic DW – многофункциональный аппарат, который гарантирует чистую и точную сварку алюминия (чистого и сплавов), стали, нержавеющей стали, меди, никеля и чугуна с качественной проваркой корня шва.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC 380v предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Представляем Вашему вниманию сварочный инверторный аппарат PICOMIG 180 PULS для полуавтоматической сварки MIG/MAG.
Helvi TP 220 XL Pulse - многофункциональный сварочный инвертор MIG Pulse/TIG/MMA c синергетическим управлением. Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный полуавтомат MULTIMIG200 PFCDUAL PULSE SYN – мощный источник сварки с двойным импульсным режимом и синергетическим алгоритмом управления, что делает работу максимально эффективной и качественной.
Инверторный сварочный полуавтомат AuroraPRO SKYWAY 350 DUAL PULSE с водяным охлаждением и выносным подающим механизмом – это 3-х фазный аппарат, используемый для полуавтоматической сварки MIG-MAG, ручной дуговой сварки MMA и сварки в режиме TIG DC
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, меди, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Сварочный инверторный аппарат PHOENIX 355 PROGRESS PULS для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC.
SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
Универсальный трехфазный инверторный источник питания с максимальным током 300 Ампер для MIG-MAG, MMA и TIG LIFT DC сварки.
Полуавтоматы МС-501 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
FUBAG INMIG 500 T DW SYN PULSE – промышленный сварочный полуавтомат, оснащенный выносным 4-х роликовым механизмом подачи проволоки DRIVE INMIG и горелкой FB 400
На строительной площадке, при монтаже, в мастерской или в заводском цеху - cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
Инверторный аппарат для импульсной сварки постоянным током, с жидкостным охлаждением с двумя отдельными устройствами подачи проволоки Мультипроцесс: Сварка MIG/MAG, сварка TIG с контактным зажиганием, сварка стержневыми электро-дами и строжка Строжка угольным электродом сечением до 13 мм² (551) Очень большие резервы мощности позволяют применять длинные промежуточные пакеты шлангов: 70 мм² до 30 м 95 мм² до 40 м Декомпактное, передвижное исполнение под кран и штабелер Progress: Настройка всех параметров сварки и функций, а также индикация параметров сварки на устройстве подачи проволоки, однокнопочное управление (Synergic) – удобная регулировка рабочей точки, запрограммированные сварочные задания (JOBs), выбор из списка сварочных заданий (JOB) Более эффективная сварка с применением технологий forceArc и rootArc Возможность подключения дистанционного регулятора (кроме R40) и функциональной горелки Оснащены серийными интерфейсами для соединения с ПК 4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм Мощная система охлаждения с центробежным насосом, пневматическим выключателем и большим баком емкостью 12 л.
Инверторный аппарат EWM Picomig 355 puls TKG с поддержкой нескольких методов импульсной сварки с простой однокнопочной панелью управления Synergic и интегрированным приводом механизма подачи проволоки.
Мощное трехфазное сварочное оборудование размером всего в один механизм подачи проволоки: это главная особенность CONVEX MOBILE 255 PULSE, инновационного многопроцессорного синергетического оборудования для сварки в режимах MIG / MAG, MMA и TIG с режимом «Lift».
Модульный инверторный аппарат для импульсной сварки MIG/MAG с отдельным механизмом подачи проволоки
Полуавтоматы МС-351 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Современный энергоэффективный источник питания FastMig Pulse 450 обеспечит оптимальное техническое и экономическое решение вне зависимости от того, какие задачи сварки стоят перед вами. Ему доступны следующие сварочные процессы: стандартные, 1-MIG, импульсная сварка, сварка с двойными импульсами и MIG/MAG.
Линейка универсальных промышленных полуавтоматов Fubag расширилась новой флагманской моделью XMIG 500T DW PULSE LCD. Наличие специальных сварочных процессов и импульсного режима повышают качество и производительность сварки при решении технологически сложных производственных задач
Инверторный сварочный полуавтомат TELWIN Inverpulse 60.30 Wave - микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Инвертор MIG-MAG-FLUX-MMA-TIG мультисварочный полуавтомат TELWIN Inverpulse 60.40 Wave Base - микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Сварочные полуавтоматы полупрофессиональные
В инверторном аппарате Сварог REAL MIG 200 N24002N для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
MIG/MAG-инвертор серии Aurora PRO OVERMAN 200 – современное устройство для высококачественной сварки в среде защитных газов с применением присадочного материала диаметром от 0,6 до 1 мм. Регулировка величины тока, напряжения и индуктивности позволяет максимально точно настроить работу аппарата под конкретную задачу и марку металла.
В инверторном аппарате Сварог REAL MIG 200 N24002 Black для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Аппарат SPEEDWAY 200 SYNERGIC - продолжение линейки профессиональных инверторных полуавтоматов AuroraPRO. Главная особенность полуавтоматов серии SYNERGIC заключается в специальном режиме ROOT, который позволяет добиться снижения числа и энергии сварочных брызг в сравнении с обычными полуавтоматами.
Аппарат предназначен для механизированной сварки плавящимся электродом или стальной проволокой. Благодаря инверторным блокам обеспечивает высокую стабильность дуги, отличную работу в условиях перепадов напряжения. Можно применять устройство для сварки углеродистой стали, нержавейки, алюминия и меди, а также разнообразных сплавов.
Динамика 2000 – инверторный полуавтомат АВРОРА, с возможностью MIG-MAG сварки в среде инертного и активного защитных газов, сварки порошковой проволокой NO GAS, а также ММА режимом
Компания Aurora выпустила модель сварочного аппарата PRO OVERMAN 160, предназначенного для высококачественной сварки изделий из алюминия, чугуна, конструкционных сталей, нержавеющих сталей и сплавов. Доступная цена, отличная функциональность и практичность позволяют применять инвертор для ремонтных цехов, в мастерских, в автосервисах, на небольших производственных участках, на стройке и в гараже.
Аппарат SPEEDWAY 180 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Многофункциональный полуавтомат AURORA PRO SPEEDWAY 175 предназначен для выполнения высококачественной сварки в режиме MIG/MAG с максимальным током 175А. Кроме этого, аппарат позволяет работать с TIG и ручной сваркой MMA покрытым электродом.
Aurora PRO SPEEDWAY 200 - современный многофункциональный сварочный аппарат для полуавтоматической и ручной сварки широкого спектра металлов. В аппарате реализован выносной механизм подачи проволоки, позволяющий установить катушку весом до 15 кг.
Устройство оснащается всеми современными функциями для полуавтоматической сварки, обеспечивает комфортную эксплуатацию, простую настройку всех возможных параметров. Рабочее напряжение и сварочный ток выводится на цифровой дисплей для контроля в режиме реального времени.
Аппарат SPEEDWAY 160 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Обновленный инверторный полуавтомат WEGA 200 miniMIG START PRO SERIES – это новый уменьшенный корпус, новые характеристики сварочной дуги и более легкое управление. Новая модель предназначена для полуавтоматической сварки в среде защитного газа MIG-MAG, для ручной дуговой сварки штучными электродами MMA.
Многофункциональный инверторный сварочный аппарат Solaris MULTIMIG-227, позволяющий варить в трех режимах
Сварочный полуавтомат UNO MIG 207 LCD – это однофазный аппарат с 4 режимами сварки: MIG/MAG, FLUX, TIG LIFT и MMA с настройкой в ручном или синергетическом режиме, весом 11 кг, который идеально подойдет для строительства; монтажа металлоконструкций; гаражных, дачных и мастерских работ
Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Многофункциональный инверторный сварочный аппарат, позволяющий варить в трех режимах
Мультифункциональный инверторный сварочный аппарат c микропроцессорным управлением позволяет производить сварочные работы в 3 режимах
Полуавтоматы ENERGY MIG/MAG/MMA - это удобный и надёжный инструмент для сварочных работ. Инверторы осуществляют качественную сварку любых сталей
Режим СИНЕРГЕТИЧЕСКОЕ управление – выставление всех значений параметров сварки минимальным количеством настроек. Аппарат оснащен различными функциями
Компактный многофункциональный сварочный аппарат. Оптимально подходит для полуавтоматической сварки сплошной проволокой углеродистых, низколегированных и нержавеющих сталей. Сварочные процессы MIG/MAG, MIG SPOT, FCAW, MMA, Lift TIG.
Полуавтомат с дополнительной функцией аргонодуговой сварки (TIG) и ручной дуговой (MMA). Гарантия 5 лет.
REAL SMART MIG 200 BLACK — универсальный, многофункциональный аппарат, предназначенный для полуавтоматической сварки сплошными и порошковыми проволоками (MIG/MAG), для ручной дуговой сварки покрытыми электродами (MMA), а также аргонодуговой сварки неплавящимся электродом (TIG).
Однофазный сварочный аппарат постоянного тока для полуавтоматической сварки и ручной дуговой сварки плавкими штучными электродами в моноблочном исполнении.
REAL SMART MIG 200 (N2A5) — универсальный, многофункциональный аппарат, предназначенный для полуавтоматической сварки сплошными и порошковыми проволоками (MIG/MAG), для ручной дуговой сварки покрытыми электродами (MMA), а также аргонодуговой сварки неплавящимся электродом (TIG)
Wega 200 TechnoMig - универсальная установка для полуавтоматической, ручной и аргонодуговой сварки (LiftTig). Аппарат имеет полностью синергетическое управление с возможностью ручной настройки всех параметров.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG-200 SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
Сварочный полуавтомат ANDELI MIG-270SE – профессиональная модель способная производить сварку в режимах MIG, Lift TIG, MMA. Главной особенностью является полноценная, стабильная работа от электрической сети питания 110-220
Полуавтомат для сварки в среде защитных газов с дополнительной функцией MMA и TIG сварки.
Сварочный инвертор КЕДР UltraMIG-200 Compact - идеально подходит для сварки на малых предприятиях, автомастерских и бытового использования
Надежный аппарат с самым востребованным диапазоном сварочного тока.
Инверторный сварочный аппарат полуавтоматический Ресанта САИПА-220 - продукт высоких технологий, сочетающих в себе надежность, компактность и простоту в эксплуатации.
Сварочный полуавтомат Profi MIG 200 D – это профессиональный аппарат для сварки металлической проволокой в среде защитного газа на основе IGBT транзисторов. Мощный и универсальный аппарат, способный работать в трех режимах сварки.
Полуавтомат ENERGY MULTIMIG200 - это удобный и надёжный инструмент для сварочных работ
Varteg 200 Duo — современный инверторный полуавтомат, выполненный по современной IGBT технологии, оптимален для проведения ремонтных работ в мастерских или для использования в бытовых условиях: на даче или в гараже.
Сварочный полуавтомат NEON ПДГ-201 - инверторный сварочный аппарат для полуавтоматической сварки металлов (MIG / MAG) и ручной дуговой сварки, наплавки и резки металлов штучными электродами (ММА).
Полуавтоматы ENERGY MIG/MAG/MMA - это удобный и надёжный инструмент для сварочных работ. Инверторы осуществляют качественную сварку любых сталей. Классическая панель управления позволит быстро освоить работу. даже начинающему сварщику.
Аппараты ПРОФИ MIG 200 и ПРОФИ MIG 200 предназначены для сварки стали, алюминия и сплавов в коммерческих и промышленных условиях применения.
Какой функционал у аппарата ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99?
В этом материале мы подробно рассмотрим функционал и настройку нового сварочного полуавтомата ПТК МАСТЕР MIG 200 DP SYNERGY D99.
Напоминаем, что это новая модель с двойным импульсом и синергетическими настройками управления. Ранее мы рассказывали об импульсных режимах в полуавтомате и наглядно их демонстрировали в графиках мгновенных вольт-амперных характеристик, ознакомиться с материалом можно в этой статье.
Начнем с режимов работы аппарата и режимов работы сварочной горелки.
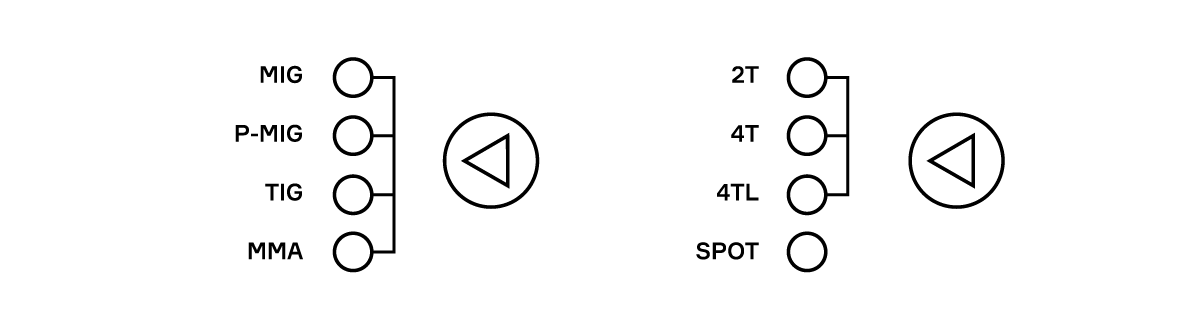
Расшифровка и обозначение режимов:
- MIG — режим полуавтоматической сварки с ручными и синергетическими настройками.
- P-MIG — режим полуавтоматической сварки с пульсом и двойным пульсом.
- Lift TIG — режим аргонодуговой сварки.
- MMA — режим ручной дуговой сварки.
- 2T — двухтактный режим работы сварочной горелки.
- 4T — четырехтактный режим работы сварочной горелки.
- 4TL — сварочный ток и сварочное напряжение изменяются по полной циклограмме.
- SPOT — сварка точками или небольшими прихватками.
Рассмотрим режим MIG и его настройки в разных режимах работы сварочной горелки.
MIG + 2T
Сварочное напряжение и скорость подачи проволоки регулируются на основном экране, чтобы перейти в меню настроек дополнительных параметров необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится обозначение параметра, на правом – его значение.
- Правым энкодером устанавливается необходимое значение того или иного параметра, левым энкодером – переключение между параметрами.
На схеме ниже отображен весь функционал режима, а в таблице расшифровка и обозначение каждого пункта.
Индуктивность — параметр, влияющий на скорость нарастания сварочного тока, делая перенос капли в момент касания проволоки металла мягче, уменьшая разбрызгивание.
Чем больше значение индуктивности, тем меньше скорость нарастания сварочного тока, проплавление глубже, сварочная ванна более жидкая, валик шва более ровный и гладкий. Чем меньше значение индуктивности, тем скорость нарастания больше, температура дуги ниже, разбрызгивание больше и выпуклый валик шва.
Индуктивность обычно применяется при сварке углеродистых сталей в чистой углекислоте CO2 для уменьшения разбрызгивания. При сварке в сварочной смеси регулировка параметра чаще всего не требуется.
Скорость подачи проволоки до первичного замыкания — параметр, который позволяет максимально точно настроить скорость подачи присадочной проволоки еще до момента возбуждения дуги.
Таким образом, сварщик получает возможность отрегулировать более плавную подачу проволоки с момента нажатия кнопки на горелке и до момента возбуждения сварочной дуги. Благодаря этому достигается контролируемый процесс розжига дуги, исключается «удар» проволоки о заготовку в момент поджига.
Горячий старт – это функция кратковременного возрастания сварочного тока, при котором скорость подачи проволоки остается неизменной, а сварочное напряжение увеличивается на 0,5–1 Вольт, тем самым увеличивая площадь нагрева металла, а значит уменьшая время нагрева и расплавления кромок металла в начале сварки.
Благодаря этой функции, в начале сварки, когда металл еще холодный, не образовывается наплавленная проволока, то есть, во время поджига дуги, расплавленный металл не наплавляется впустую на кромки, а проваривает кромки в глубину. Функция особенно полезна при сварке алюминия.
Время подачи газа перед сваркой — параметр, при котором увеличивается время задержки срабатывания механизма подачи проволоки, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов полуавтоматической горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов порами. Напоминаем, что инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Важно: рекомендованное значение времени подачи газа от 0,5 до 1,5 сек. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ.
Время подачи газа после сварки — параметр, при котором подача проволоки останавливается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Время отжига проволоки — параметр, который позволяет настроить время отжига проволоки.
В течение этого времени выходное сварочное напряжения не будет отключаться после прекращения подачи проволоки. Благодаря этому исключается вероятность прихватывания присадочной проволоки в сварочном кратере в конце цикла сварки.
Кроме того, функция «отжиг проволоки» позволяет обеспечить подготовку выступающего конца проволоки к последующему зажиганию дуги. Наличие данного режима облегчает процесс последующего розжига дуги, повышает стабильность и качество сварочного шва в начале цикла.
Время длительности сварки точками — параметр, при котором проволока подается определенное время.
Время регулируется на экране аппарата. Работает только в режиме триггера горелки SPOT.
Синергетический режим — параметр, который отключает или включает синергетическое управление.
Синергетика в ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99 позволяет при регулировке скорости подачи проволоки менять автоматически сварочное напряжение в зависимости от диаметра проволоки и свариваемого материала. Если необходимо, то синергетику можно отключить, вручную настраивать скорость подачи проволоки и сварочное напряжение.
MIG + 4T (SYN ON)
Второй режим, который мы будем рассматривать — MIG + 4T (SYN ON). Он имеет аналогичное меню, только в режиме 4T добавляется функционал тока заварки кратера.
Ток заварки кратера — параметр, который позволяет установить необходимую скорость подачи проволоки для завершения процесса сварки без образования кратера.
Напряжение заварки кратера корректируется автоматически.
Рекомендация: Для качественной заварки кратера в режиме 4Т кнопку горелки необходимо зажать до погашения дуги.
MIG + 4T (SYN OFF)
Третий режим — это MIG + 4T (SYN OFF). Он имеет аналогичное меню, только помимо ранее перечисленных параметров в этом режиме присутствует функционал напряжения заварки кратера.
Напряжение заварки кратера – параметр, необходимый для качественного расплавления сварочной проволоки в момент окончания сварки.
MIG + 4TL (SYN ON)
Четвертый режим — это MIG + 4TL (SYN ON). В целом, это режим полного контроля за сварочными характеристиками от начала сварки и до конца процесса.
Запускается этот режим при нажатии и удерживании кнопки горелки, происходит процесс набора стартового тока и напряжения. Далее, при отпускании кнопки, аппарат выравнивает параметры со стартовых, на рабочие — идет процесс сварки.
При завершении сварки, нажатием и удержанием кнопки горелки, идет процесс спада характеристик с рабочих до финишных — до напряжения заварки кратера и тока заварки кратера.
Рекомендация: длительность стартового тока и заварки кратера сварщик регулирует сам, удерживая кнопку горелки необходимое количество секунд.
Режим имеет аналогичное меню, помимо ранее перечисленных параметров в этом режиме присутствует функционал стартового сварочного тока.
Стартовый сварочный ток — параметр, который позволяет установить сварочный ток в начале сварки.
Позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. Имеет особое значение при сварке толстых металлов, и при сварке алюминиевых сплавов, где требуется прогрев кромок без лишней наплавки проволоки. Обратите внимание, что стартовое напряжение будет регулироваться автоматически.
MIG + 4TL (SYN OFF)
Пятый режим MIG + 4TL (SYN OFF) имеет аналогичное меню, где присутствует функционал стартового сварочного напряжения и ток заварки кратера. Остальные настройки схожи с MIG + 2T.
Стартовое сварочное напряжение – параметр, необходимый для качественного расплавления сварочной проволоки в момент начала сварки.
Позволяет настроить напряжение таким образом, чтобы проволока плавилась и образовывала сварочный шов необходимой ширины и глубины проплавления.
MIG + SPOT
В шестом режиме MIG + SPOT настройки аналогичны MIG + 2T, но добавляется время длительности точки. Для сварки точками необходимо нажать и удерживать кнопку горелки.
PULSE
Принцип пульсации тока основан на том, что в момент образования капли на конце сварочной проволоки за некоторое время до ее отделения происходит подъем сварочного тока на определенное процентное соотношение от сварочного тока, установленного на аппарате. В момент отделения капли от сварочной проволоки ток имеет максимальное значение. Такой ток называется током пульсации.
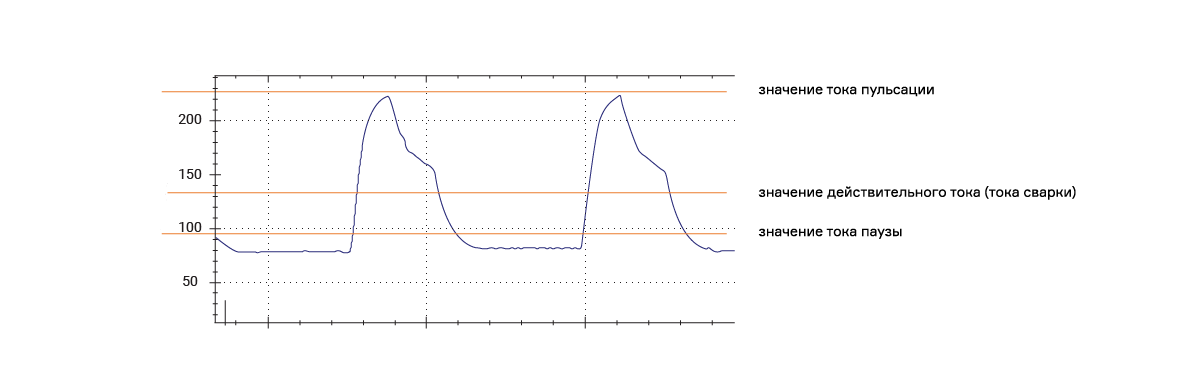
На изображении выше осциллограмма сварочной дуги в режиме PULSE при сварке алюминия. Мы видим, что ток пульсации в момент отделения капли имеет значение выше 200 Ампер. Следом идет волнообразное падение и небольшая площадка — капля металла отделилась и упала в сварочную ванну. Далее падение идет до значения тока паузы.
Процентное соотношение тока пульсации и тока паузы зависит от выбранного материала и диаметра сварочной проволоки. При сварке алюминия и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
P-MIG + 2T
Все параметры данного режима регулируются точно также, как и в режиме MIG + 2T. Отличие заключается в том, что проволока подается с определенной частотой, тем самым обеспечивая пульсацию тока. Настройки параметров производятся только с включенной синергетикой.
P-MIG + 4T
Функционал режима P-MIG + 4T включает в себя ранее описанные настройки и меню выглядит следующим образом:
P-MIG + 4TL
Функционал режима P-MIG + 4TL включает в себя ранее описанные настройки и меню выглядит следующим образом:
DOUBLE PULSE
Если в предыдущем режиме за пульсацию тока отвечала синергетика, которая формировала сигнал для процессора, который в свою очередь, в зависимости от материала и диаметра проволоки формировал процентное соотношение импульсного тока и тока сварки, то в режиме DOUBLE PULSE синергетика формирует сигнал как на процентное соотношение, так и на управление двигателем механизма подачи проволоки.
Давайте подробнее разберем физику процесса двойной пульсации тока. При одиночной пульсации диаграмма тока имеет 3 уровня, а именно:
- Ток пульсации.
- Ток сварки.
- Ток паузы.
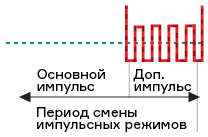
При двойной пульсации тока к этим трем уровням добавляются еще 3 уровня пульсации, то есть сварка приобретает таким образом 2 уровня мощности сварочной дуги. Схематично это выглядит так:
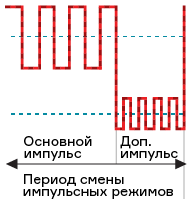
На графике видно, что импульсы можно разделить на основной и дополнительный, где основной импульс отвечает за расплавление и захват корня шва, а дополнительный импульс служит для поддержания стабильного горения дуги без сильного тепловложения, тем самым, не давая сварочной ванне провалиться. Таким образом, режим DOUBLE PULSE обеспечивает еще более стабильный перенос металла.
Чтобы настроить режим DOUBLE PULSE в аппарате ПТК МАСТЕР D99 необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится надпись DP, на правом — ON/OFF.
- Правым энкодером выберите режим DP ON для включения режима DOUBLE PULSE.
- Далее нажмите кнопку «Меню» еще раз, чтобы перейти в настройки параметров DOUBLE PULSE.
Базовый ток — это ток сварки дополнительного импульса, то есть его действительное значение.
Также имеет процентное соотношение от тока пульсации и тока паузы дополнительного импульса. На графике ниже изображен пунктирной линией.
Рекомендация: Не рекомендуется устанавливать значение базового тока ниже 35А, так как синергетика не сможет распознать ток паузы, потому что он будет ниже 25А, что является минимальным заявленным током. При токе 25А скорость подачи проволоки примерно 1,5–2 м/мин, ниже этого значения опуститься невозможно.
Частота импульса — регулировка скорости смены уровней мощности сварочной дуги.
То есть чем чаще основной пульс сменяется на дополнительный, тем меньше тепловложение в свариваемое изделие.
Скважность импульса — процентное соотношение длительности основного импульса и базового.
Рекомендовано устанавливать посередине — 40%. Чем выше от нормали значение скважности, тем дольше длится основной импульс, соответственно тепловложение больше. И наоборот, чем ниже от нормали значение скважности — тем дольше длится дополнительный импульс.
Lift TIG
В аппарате предусмотрена дополнительная функция аргонодуговой сварки в среде защитных газов Lift TIG. Это дополнительная функция аргонодуговой сварки вольфрамовым неплавящимся электродом в среде защитных инертных газов на постоянном токе прямой полярности. Напоминаем, что обратная полярность подразумевает подключение горелки в панельное гнездо «-». При аргонодуговой сварке ни в коем случае не устанавливайте горелку в гнездо «+», так как температура анодного пятна, которое образуется на положительной полярности равна около 4000°С, в то время как температура плавления вольфрама 3200°С, то есть при подключении горелки в разъем «+» вольфрамовый электрод попросту разрушится.
Принцип поджига дуги в режиме Lift TIG основан на плавном подъеме сварочного тока в момент отрыва вольфрамового электрода от основного металла. Поджиг происходит касанием электрода о поверхность свариваемого материала и при последующим поднятии электрода с поверхности.
В этой функции предусмотрена регулировка сварочного тока от 10 до 200 Ампер и при сварке рекомендуется использовать вольфрамовые электроды диаметром от 1,0 до 4,0 мм.
Для сварки в режиме Lift TIG предусмотрено подключение с помощью вентильной горелки и подключением через ОКС 35-50. Самый распространенный способ подключения ввиду своей универсальности. К недостаткам данного подключения можно отнести постоянную необходимость открытия вентиля горелки для подачи газа, а также необходимость проводить газовую магистраль в обход сварочного аппарата.
Дополнительная функция ручной дуговой сварки MMA позволяет использовать покрытые электроды диаметром от 1,5 до 5,0 мм. В режиме предусмотрены настройки Arc Force, Hot Start, возможность включения/выключения функции Anti Stick и VRD.
Функционал режима и подробное описание.
| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки |
|---|---|---|
| dIc | Форсаж дуги | 0–10 |
| HS | Горячий старт | 0–10 |
| Vrd | Снижение напряжения холостого хода | – |
| Ant | Антизалипание электрода | – |
Форсаж дуги – функция, которая позволяет во время сварки избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Функция полезна при сварке электродами с основным покрытием, которые из-за химического состава обмазки имеют свойство прилипать во время сварки. Ещё функция полезна при сварке от пониженного напряжения.
Горячий старт – функция, которая позволяет разжечь дугу в начале сварки, избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Применяется при сварке электродами с основным покрытием и при сварке от пониженного напряжения.
Снижение напряжения холостого хода или VRD – параметр, который позволяет снизить напряжение холостого хода источника до безопасного значения. Функция необходима для защиты сварщика при работе под открытым небом, при повышенной влажности и при контакте сварщика с металлическими поверхностями. Обычно имеет значение от 15 до 24 В.
Важно: электродами с основным покрытием (УОНИИ-13/55, LB-52U) сваривать на пониженном напряжении холостого хода невозможно, так как будет затруднен первичный и повторный поджиг дуги. Для сварки электродами с основным покрытием необходим сварочный аппарат с напряжением холостого хода не менее 70 В.
Антизалипание электрода – параметр, который позволяет снизить напряжение на дуге до 0, тем самым избежать прокаливания сварочного электрода. Если электрод залип на деталь, происходит возрастание сварочного тока до максимального значения, напряжение источника станет равным 0, тем самым электрод не будет прокаливаться и его легко можно будет отделить от поверхности металла.
На этом все, мы рассмотрели функционал и настройки аппарата. Если хотите увидеть аппарат в работе, то переходите в карточку товара и смотрите видео обзор с примерами сварки алюминия в разных режимах настройки.
Читайте также: