Сварочный полуавтомат megmeet dex pm3000
Обновлено: 16.05.2024
Ищете недорогой высококачественный полуавтомат Mig Mag? Наверняка вы выбираете сварочный аппарат среди известных на российском рынке производителей, таких как: Lincoln, ESAB, Kemppi, EWM, Selco или Fronius.
Данные бренды знают большинство специалистов в области сварки. Аппараты от этих производителей сварочного оборудования получили свою мировую известность и призвание у профессиональных сварщиков за своё высокое качество и высокие технические характеристики. К сожалению, цены на сварочные аппараты от этих компаний даже с минимальным функционалом достаточно высокие. И если для работы вам требуется серьёзный аппарат с возможностью решать сложные задачи, стоимость возрастает в разы.
Хотим предложить вашему вниманию отличные сварочные аппараты по выигрышной цене от компании Megmeet. Превосходное американское качество, стабильный результат в экстремальных условиях сварки, высокая производительность и низкая стоимость, за счёт китайской сборки.
Технологии Megmeet. Cварочное оборудование

Все сварочные аппараты Megmeet изготовлены из высококачественных компонентов. Мощная электроника, стабильная дуга, экономичность аппаратов – это лишь небольшая часть достоинств сварочного оборудования Megmeet.
Современных компьютерные технологии, глубокое изучение и применение знаний о свойствах дуги, металлов и сварочных процессов позволили разработать прогрессивный полностью цифровой сварочный полуавтомат для высоконагруженного промышленного производства, которым могут пользоваться даже не специалисты в области сварки и выдавать отличные результаты.
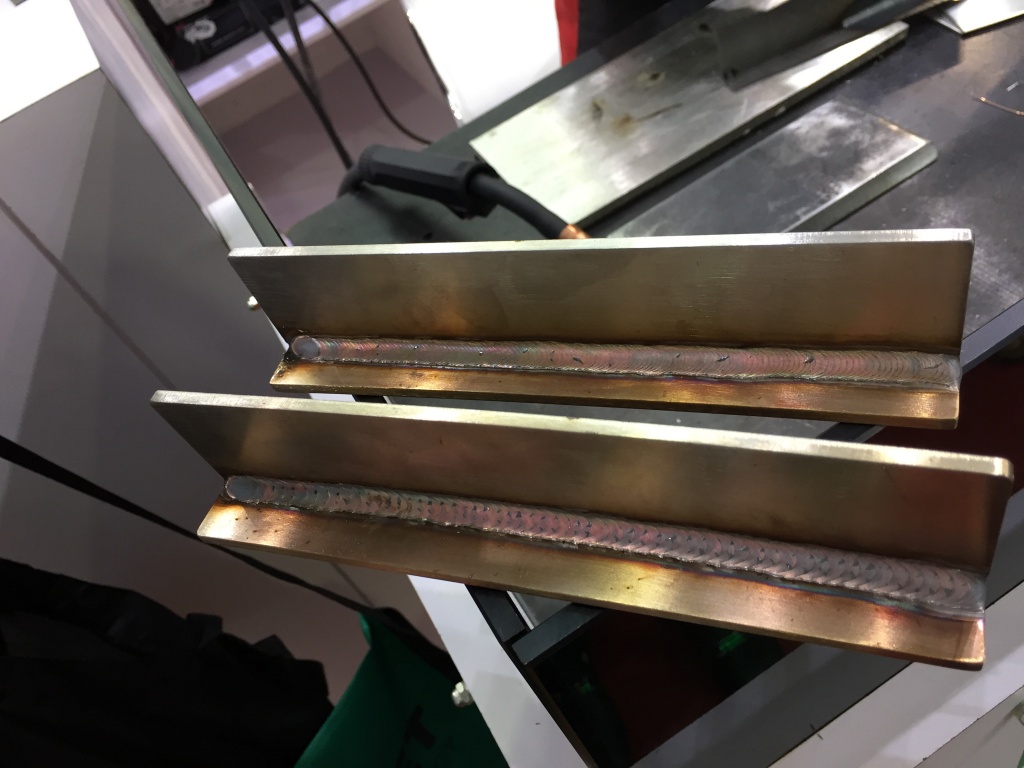
Пример качественного сварного шва, который можно с легкостью сделать на оборудовании Megmeet вы можете посмотреть в небольших роликах, который мы специально сделали для вас
Электрическая схема инверторного блока, работающего на частоте до 64 кГц ( у аналогов до 30 кГц), разработана на основе использования высоконадежных неполярных конденсаторов (900 V 12 mF+/-5%), имеющих низкое значение собственной паразитной индуктивности, малые потери и способные надежно работать на повышенных частотах в устройствах силовой электроники и преобразовательной техники.
Схема не содержит дорогих, имеющих ограниченный срок службы, высокоёмких электролитических конденсаторов (450 V 680 mF+/-15%), что резко повышает надежность работы, снижает массо-габаритные характеристики, улучшает стабильность сварочных режимов и снижает стоимость аппарата по сравнению с ближайшими однотипными аналогами.
Конструкция силового модуля выполнена в виде двух независимых модулей инверторов на самых современных силовых элементах IGBT фирмы Infineon Technologies. За счет этого достигнут повышенный КПД аппарата (PN =100% С) и увеличены мощностные показатели.

Печатные платы выполнены по технологии SMD (Surface Mounted Device) монтажа, которая позволяет существенно снизить стоимость и габариты изделий с одновременным повышением их надежности. Использование компактных и высокотехнологичных SMD-компонентов дает возможность повысить степень интеграции, снизить нагрузку на внутренние источники питания и, как результат - достигнуть высокую компактность узлов и блоков аппарата.
Задание и контроль режимов работы осуществляется микропроцессорной системой управления Texas Instruments Inc (США), позволяющая вносить изменения и дополнения в программное обеспечение аппарата по специфическим требованиям Заказчика.
Гибкий коммуникационный протокол и открытые сварочные параметры расширяют возможности и делают сварку более стабильной и быстрой, а изделие менее подвержено тепловой деформации.

Оборудование Megmeet разработано под технологию Industry 4.0. Оно ориентировано на взаимодействие деталей в производстве и конечной продукции без участия человека. Сварочные полуавтоматы Megmeet могут свободно подключаться к промышленным роботам, автоматическому оборудованию, пультам управления и удаленным мониторам благодаря интерфейсу CAN-BUS и различным коммуникационным протоколам связи.
Аналоговый интерфейс и все виды цифрового интерфейса в модели робота могут соответствовать параметрам сварочного аппарата, благодаря чему достигается отличное отслеживание дуги в соответствии с алгоритмом сварочного робота. Также все параметры сварки можно настроить и контролировать при помощи панели управления для обеспечения соответствия различным условиям сварки.

Полуавтомат серии Dex PM3000:
■ Многофункциональный аппарат и отличная совместимость с процессом сварки Dex CM3000. весь опыт сварки углеродистых и нержавеющих сталей, алюминиевых сплавов, импульсной сварки, сварки с двойным импульсом.
■ Огромная база экспертных данных сварки: синергетическое регулирование и автоматическая корреляция параметров.
■ Новое решение для управления импульсной сваркой обеспечивает более мягкий старт дуги и меньшее количество брызг.
■ Строгое распределение энергии в сварочном цикле обеспечивает более четкое формирование двух импульсов.
■ Диверсифицированные сварочные экспертные системы и специальные программы для сварки алюминиевых сплавов для получения оптимального качества сварки.
■ Параметры импульсной сварки в каждой фазе открыты для точной настройки и достигается лучшее качество сварки.
Отзыв об использовании сварочного аппарата Megmeet DEX pm3000 на производстве
В связи с продвижением экологически чистого производства и конструктивных требований, касающихся легкого веса, в автомобильной промышленности широко используется алюминиевый сплав в качестве конструкционного материала с малым весом, коррозионной стойкостью, хорошей экономической эффективностью и высокой скоростью переработки. Алюминий часто применяют при производстве баков различных видов. Широкое применение имеют цистерны для транспортировки различных жидкостей. Баки должны обладать высокой прочностью, а также минимальным весом, что особенно важно при транспортировке. Традиционный стальной топливный бак не в состоянии удовлетворить технические требования. Топливный бак из алюминиевого сплава имеет более длительный жизненный цикл благодаря коррозионной стойкости за счёт моментального появления поверхностной пленки, потому нанесение защитного покрытия не требуется. В настоящее время он широко применяется в топливных баках для транспортных средств. Однако по сравнению со сталью алюминиевый сплав обладает плохими характеристиками сварки, что легко приводит к таким дефектам, как неполное плавление и сварочный пузыри и вздутия. Это вызывает некоторые трудности при производстве топливных баков из алюминиевых сплавов.
DEX PM3000 для импульсной сварки металлическим инертным газом производства Megmeet использует полностью цифровую программную систему управления с частотой инвертирования, достигающей 180 кГц, стабильной сварочной дугой и отсутствием окислительных эффектов для рассматриваемого металла. Поскольку сварочная проволока используется в качестве электрода, будет высокая эффективность осаждения. При сварке алюминиевого сплава двойной импульс можно использовать для уменьшения сварочной деформации и хорошей формы сварного шва. Кроме того, поскольку высокие и низкие токи импульсов используются для регулировки сварочных дуг, окислительная пленка на поверхности сварочной ванны может быть повреждена катодом, что негативно сказывается на качестве сварки. Следовательно, импульсная сварка металлическим защитным газом является лучшим методом сварки, широко применяемым для топливных баков из алюминиевого сплава.
Производственный процесс и проблемы качества топливного бака из алюминиевого сплава
Топливный бак из алюминиевого сплава имеет квадратную структуру, а его основной корпус состоит из квадратного цилиндра и двух квадратных заглушек, сваренных вместе, его размеры 1100 мм × 700 мм × 700 мм, его номинальный объем составляет 500 л, а толщина материала корпуса 2,5 мм AW- 5052 из алюминиево-магниевого сплава. Квадратный цилиндр из алюминиевого сплава образован прокаткой и сваркой. Стыковой сварной шов для квадратного цилиндра в настоящее время выполняется с использованием метода двойной импульсной сварки Mig, способной обеспечить нужное качество сварки. Однако при сварке квадратной торцевой крышки тем же способом, как правило, возникают такие проблемы, как неполное плавление, сквозная сварка, а также пузыри. Как показано на фотографии, степень соответствия торцевой крышки топливного бака и круговой сварки корпуса цилиндра составляет 75%, а степень несоответствия - 25%. Такая значительная погрешность при формировании шва может привести к утечке перевозимого в баке топлива. Это является недопустимым. Так как наложение второго шва уже не представляется возможным – изделие отправляется в брак.

Проблемы с качеством сварки торцевой крышки топливного бака и корпуса цилиндра
Для изготовления торцевой крышки применяется методом проката и последующей формовки. После процесса формовки крыжка сваривается с корпусом цилиндра, при этом шейка крышки вставляется в цилиндр для круглой стыковой сварки. Для круговой сварки используется двухимпульсная автоматическая специальная сварка MIG методом наложения однослойного шва за один проход. Во время сварки сварочные горелки фиксируются, а топливный бак перемещается по необходимой траектории. Поскольку топливный бак имеет квадратную структуру с закругленными углами, во время процесса вращения угол сварочной горелки и длина дуги будут постоянно меняться. Поэтому сварщик должен надлежащим образом, вручную отрегулировать угол и высоту горелки, чтобы угол сварочной горелки и длина дуги находились в надлежащих пределах.
Параметры импульсной сварки МИГ для круговой сварки топливного бака из алюминиевого сплава:
Тип соединения - Перекрытие
Сварочный ток (А) - 80
Сварочное напряжение - 17,5В
Скорость сварки - 60 мм / мин.
Слабый импульсный ток - 40%
Слабая импульсная длина дуги - 0
Рабочий цикл -50%
Частота (Гц) - 1.5
Технический анализ топливного бака из алюминиевого сплава сварочным аппаратом Megmeet DEX PM 3000
Перед сваркой цилиндра резервуара с торцевыми крышками продольные крышки должны быть свернуты и сужены до определенной формы. После этого процесса скручивания и образования складок складки на местах сужения торцевых крышек будут централизованы и распределены вблизи круглого угла торцевых крышек, а при перекрытии с цилиндром пространство в сборке рядом с круглым углом будет наибольшим. После того, как мы проследим процесс производства, мы обнаружим, что образующиеся складки обычно имеют место на внутренней части шейки крышки, что накладывает ограничения при монтаже. Наибольшее монтажное пространство составит не более чем 2 мм. Такой зазор допустим и не окажет заметного влияния на качество сварки. Когда монтажное пространство между торцевой крышкой и цилиндром находится в пределах 2 мм, складки в процессе прокатки и образования шейки не будут основным фактором для появления дефектов сварки. Когда цилиндр и торцевые крышки собраны, они могут быть закрепленным на устройстве изменения положения и последующей сварки. Перед сваркой сварщик обычно протирает свариваемый участок кусочком ткани, смоченной этанолом, чтобы удалить масляные пятна. Однако, когда начинается сварка, нельзя гарантировать, что весь этанол полностью испарится. При наличии на поверхности каких-либо остатков в сварном шве могут появиться сварочные пузыри. Поэтому сомнительно, что нанесение этанола на зону, подлежащую сварке, перед сваркой улучшит качество сварки.
Хотя на поверхности пластины из алюминиевого сплава, используемой для изготовления топливного бака, имеется пластиковая защитная пленка, такая пленка обычно повреждается в процессе производства, так как перед сборкой и сваркой топливного бака она всё равно будет удалена. Перед сваркой поверхность пластины из алюминиевого сплава окисляется и окрашивается до определенной степени. Перед сваркой круглого сварного шва топливного бака участок сварного шва круглого сечения, соединительная часть кругового сварного шва и прямой сварной шов на цилиндре не подвергаются механической обработке, а оба конца прямого сварного шва цилиндров будет относительно выше, или могут иметь кратеры от дуги с относительно толстой оксидной плёнкой. Все эти неблагоприятные факторы могут повлиять на качество сварки.
Во время автоматической сварки топливного бака сварочный аппарат и устройство для изменения положения разделены, топливный бак имеет квадратную структуру, линейную скорость, радиус вращения. Нормали точки соприкосновения топливного бака и сварочной горелки постоянно меняются. Меняется скорость подачи сварочной проволоки и угол касания сварочной проволоки с точкой соприкосновения. Все эти неопределенные технические параметры обязательно повлияют на качество сварки. Чтобы уменьшить влияние всех этих технических факторов, во время процесса сварки сварщик вручную регулирует высоту и угол сварочной горелки. В итоге мы теряем все преимущества автоматической сварки.
Анализ параметров сварки Megmeet DEX PM 3000
Помимо параметров импульсной сварки МИГ для сварки топливного бака указанных выше, среди всех основных параметров - угол сварочной горелки и скорость подачи сварочной проволоки не были указаны. Что касается сварочного аппарата MIG, который используется в настоящее время, то его сварочная горелка фиксируется с заранее установленной позицией, не зависящей от движения обрабатываемой детали, поэтому мы можем сделать вывод, что угол наклона сварочной горелки α, Длина удлинения сварочной проволоки L и линейная скорость V сварки будут периодически изменяться с движением обрабатываемой детали (топливного бака), как это упрощенно и показано на рисунке.
Схематическое изображение топливного бака, движущегося, когда сварочная горелка закреплена

Когда устройство для изменения положения, закрепленное на свариваемом топливном баке, перемещается из положения P до P" через P' - точка соприкосновения сварочной горелки и топливного бака будет перемещаться из точки A в точку C через точку B. В этом процессе длина L удлинителя сварочной проволоки будет сначала сокращена, а затем увеличена; при этом угол наклона сварочной горелки α будет увеличиваться, а затем соответственно уменьшаться (α → α ′ → α "); линейная скорость сварки V также будет меняться. Принимая во внимание, что сечение топливного бака не является строго квадратным, а четыре прямые стороны будут иметь слегка выступающие «округлые» формы, расстояние от каждой точки на сторонах краев до центра будет не таким большим, как показано на схематический чертеж, а именно скорость сварки V, будет изменяться ограниченным образом. Во время сварки угол наклона сварочной горелки α и длина L удлинения сварочной проволоки будут сильно изменяться, в результате чего защитному газу будет трудно экранировать сварку, что значительно влияет на качество сварки.
Улучшение оборудования и настройка сварочного процесса Megmeet DEX PM 3000
На основании приведенного выше анализа, в процессе сварки топливного бака из алюминиевого сплава, есть ряд необоснованных вещей, и процесс должен быть соответствующим образом скорректирован, и сварочный аппарат должен быть должным образом улучшен. Для устранения неопределенных параметров, влияющих на качество сварки, используемый в настоящее время сварочный аппарат должен быть усовершенствован. Конечно лучше всего использовать рабочую станцию сварочного робота, но, учитывая высокую стоимость и масштаб производства предприятия, мы можем улучшить структуру сварочной горелки сварочного аппарата. Мы можем закрепить ранее закрепленную сварочную горелку на ведомом стержне, который может двигаться вверх или вниз, и на нижнем конце ведомого стержня можно закрепить пару вращающихся профилирующих колес, и эти два колеса должны быть расположены на боковых линиях области, подлежащей сварке, и вращаться с вращением топливного бака, тем самым приводя в движение ведомый стержень для перемещения вверх или вниз.
После улучшения сварочной горелки во время сварки топливного бака, вращающегося из положения P в положение P', приводной стержень, на котором закреплена сварочная горелка будет приводиться в движение профилем топливного бака, свободно перемещаясь вверх или вниз, при этом вся конструкция сварочной горелки будет двигаться соответствующим образом. В этом процессе длина удлинения сварочной проволоки L и угол наклона сварочной горелки α больше не будут изменяться. А именно, после улучшения структуры сварочной горелки могут быть определены два параметра: длина L удлинения сварочной проволоки и угол наклона сварочной горелки α.
Помимо улучшения управления подачи топлива, необходимо устранить другие факторы, влияющие на качество сварки. После того, как формование завершено, участок, подлежащий сварке, и части шеек торцевых крышек топливного бака следует протереть этанолом для удаления масляных пятен перед сборкой. Сборка не должна выполняться до тех пор, пока весь этанол не испарится. Перед сваркой подлежащий сварке участок должен быть очищен механически для обеспечения чистоты. Два конца прямых сварных швов топливного бака должны быть отполированы абразивной бумагой, обеспечивая, чтобы встречная часть круглого сварного шва и прямой сварной шов не имели больших выступов, и тем самым уменьшить расстояние от сварочной горелки и поток защитного газа. Участок, подлежащий сварке всего круглого сварного шва, должен быть один раз отполирован с последующим удалением пыли щеткой перед окончательным выполнением сварки.
Вывод после улучшения сварочного аппарата Megmeet DEX PM 3000
После усовершенствования процесса и оборудования качество сварки для топлива из алюминиевого сплава и эффективность производства были значительно улучшены, и были решены проблемы качества неполного проплавления и появления сварочного пузыря. Качество улучшилось с 75% до 98% и более. Эффективность производства была значительно увеличена. Раньше одним сварочным аппаратом должны были управлять два сварщика; после нашего улучшения один сварщик может использовать два сварочных аппарата одновременно.
Импульсный сварочный полуавтомат Dex PM 3000, Megmeet

Полуавтоматы Dex PM 3000 - интеллектуальные компактные и легкие сварочные аппараты. Больше функций и лучшие характеристики, чем у традиционных широко используемых сварочных аппаратов для сварки тонких листов.
При производстве промышленных полуавтоматов Dex Megmeet использована инновационная аппаратная платформа:
- Ведущая в отрасли трехступенчатая архитектура основного силового блока, выходная частота до 180 кГц и плавное повышение энергии. Удельная мощность источника питания повышается, а общая теплотворность, объем излучаемого компонента и общая масса снижаются.
- Ведущее решение для преобразования мощности обеспечивает до 90% эффективности. Энергоэффективность на 20% выше, чем у традиционного аппарата, и на 8% выше, чем у обычного сварочного инвертора.
- Уникальная двухтактная программа управления приводом подачи: управление током с внутренним контуром для более мощной подачи проволоки и контроля скорости подачи в контуре для более стабильной подачи проволоки.
- Энкодерный регулятор скорости подачи проволоки обеспечивает более высокую точность скорости подачи проволоки.
- Многоуровневая конструкция корпуса обеспечивает полную изоляцию силового блока и управляющей электроники. Уровень защиты достигаетIP23S (лидер в отрасли).
- Интенсивный встроенный воздуховод по всему корпусу с вентилятором постоянного тока с плавной регулировкой скорости значительно повышает эффективность охлаждения и срок службы вентилятора.

Для управления работой полуавтоматов применяется новое решение:
- Мощность контура двойного управления, сверхвысокая частота управления и полная настройка программного обеспечения позволяют точно контролировать переходное состояние каждой капли и легко реагировать на каждый процесс сварки.
- Градиент тока до 1500 Ампер/миллисекунда и плавление проволоки сконцентрированы в зоне высокого тока, эффективно обеспечивают стабильную дугу, хорошую помехоустойчивость и быстродействующую дугу в аномальных условиях.
- Широкодиапазонное согласование напряжения может идеально адаптироваться к различным типам проволоки.
- Доступны как «стандартный режим» (по умолчанию), так и «быстрый режим». В аппарате могут быть использованы два совершенно разных сварочных процесса.
Преимущества Dex PM 3000 Megmeet
- Многофункциональный аппарат и отличная совместимость с процессом сварки Dex СМ 3000. Весь опыт сварки углеродистых и нержавеющих сталей, алюминиевых сплавов, импульсной сварки, сварки с двойным импульсом.
- Огромная база экспертных данных сварки: синергетическое регулирование и автоматическая коррекция параметров.
- Новое решение для управления импульсной сваркой обеспечивает более мягкий старт сварки и меньшее количество брызг.
- Строгое распределение энергии в сварочном цикле обеспечивает более четкое формирование двух импульсов.
- Диверсифицированные сварочные экспертные системы и специальные программы для сварки алюминиевых сплавов для получения оптимального качества сварки.
- Параметры импульсной сварки в каждой фазе открыты для точной настройки и достигается лучшее качество сварки.
Основными преимуществами промышленных полуавтоматов производства MEGMEET являются: надежность оборудования, постоянство результата и стабильность работы, применение высоких технологий, высокая экономическая эффективность использования.
Надежность

- Защита класса D от молний и перенапряжения (выдерживает 6000В/3000А).
- Оборудование адаптировано для работы в условиях нестабильного питания сети, питания от генератора, очень длинных кабелей питания, стабильная работа в диапазоне напряжения 380 В, 30-80 Гц.
- Возможность работы при температуре от -40 до +50 С, в условиях осадков и высокой влажности до 95%.
- Контроль температуры разъемов и предупреждение об их перегреве из-за возможного повреждения.
- Успешно пройдены тесты на устойчивость к солевым спреям, металлической пыли и на электропроводность, тест предельных нагрузок HALT - совмещение всех негативных факторов.
Технологичность

- Полуавтоматы свободно подключаются к роботам, автоматическому оборудованию и пультам управления благодаря интерфейсу CAN-BUS и различным протоколам связи.
- Уникальная сварочная база данных Megmeet позволила настроить характеристики дуги для различных условий сварки, существенно повысив работоспособность и допустимое отклонение автоматических систем сварки.
- Благодаря точным цифровым измерениям и системе контроля, Megmeet достигает высокого качества сварки при режимах от 30 до 500 А, используя один и тот же источник.
- Высокоскоростная цифровая система связи (до 500 кГц) позволяет избежать отклонений и задержек, которые идут от оборудования и повышает время отклика системы.
- Прогрессивная работа системы охлаждения регулирует скорость воздушного потока в зависимости от режимов работы и мощности сварочного тока.
Постоянство

- Благодаря высокой частоте работы и полностью цифровому управлению, дискретность оборудования может корректироваться и отклонения между источниками могут быть устранены.
- Низкие рабочие температуры и высокая точность обеспечивают одинаковую производительность в различных условиях.
- Превосходный контроль со стороны системы управления обеспечивает одинаковые результаты на выходе сварочных источников, вне зависимости от внешних факторов.
Стабильность
- Интеллектуальные машины позволяют снизить количество брызг и сохранить стабильность.
- Благодаря технологии компенсации и контроля длины дуги, глубина проплавления и дуга остаются постоянными при различной длине дуги и различных пространственных положениях.
- Технология компенсации напряжения сохраняет значение напряжения постоянным от длины кабеля.
Экономическая эффективность
- Полуавтоматы Меgmeet экономят 6-10 кВт электроэнергии на каждую использованную катушку проволоки.
- Полуавтоматы Меgmeet на 500 А потребляют меньше электричества чем традиционные источники на 200 А.
- Модернизация программного обеспечения позволяет использовать один полуавтомат для различных задач и металлов.
Простота использования

- Компенсация напряжения поджига и контроль управления дугой адаптированные полуавтоматом Megmeet помогают даже начинающему сварщику достичь стабильной производительности.
- Синергетический режим основан на базе данных Megmeet, оператору достаточно лишь установить ток или скорость подачи проволоки, остальные параметры будут выставлены автоматически.
Конструктивные особенности полуавтоматов Megmeet
Мощная электроника, современных компьютерные технологии, глубокое изучение и применение знаний о свойствах дуги, металлов и сварочных процессов позволили компании Megmeet разработать прогрессивный полностью цифровой сварочный полуавтомат для высоконагруженного промышленного производства.
Электрическая схема инверторного блока, работающего на частоте до 64 кГц ( у аналогов до 30 кГц), разработана на основе использования высоконадежных неполярных конденсаторов (900 V 12 mF+/-5%), имеющих низкое значение собственной паразитной индуктивности, малые потери и способные надежно работать на повышенных частотах в устройствах силовой электроники и преобразовательной техники.
Инверторный сварочный полуавтомат Dex DM 3000, Megmeet
Полуавтоматы Dex DM 3000 - интеллектуальные компактные и легкие сварочные аппараты. Больше функций и лучшие характеристики, чем у традиционных широко используемых сварочных аппаратов для сварки тонких листов.
- Ведущая в отрасли трехступенчатая архитектура основного силового блока, выходная частота до 180 кГц и плавное повышение энергии. Удельная мощность источника питания повышается, а общая теплотворность, объем излучаемого компонента и общая масса снижаются.
- Ведущее решение для преобразования мощности обеспечивает до 90% эффективности. Энергоэффективность на 20% выше, чем у традиционного аппарата, и на 8% выше, чем у обычного сварочного инвертора.
- Уникальная двухтактная программа управления приводом подачи: управление током с внутренним контуром для более мощной подачи проволоки и контроля скорости подачи в контуре для более стабильной подачи проволоки.
- Энкодерный регулятор скорости подачи проволоки обеспечивает более высокую точность скорости подачи проволоки.
- Многоуровневая конструкция корпуса обеспечивает полную изоляцию силового блока и управляющей электроники. Уровень защиты достигаетIP23S (лидер в отрасли).
- Интенсивный встроенный воздуховод по всему корпусу с вентилятором постоянного тока с плавной регулировкой скорости значительно повышает эффективность охлаждения и срок службы вентилятора.
- Высокий рабочий цикл, высокая скорость расплавления и высокая скорость подачи проволоки (макс. 28 м/мин). Максимальная скорость сварки может составлять более 2 м/мин.
- Плавной зажигание дуги и высокий уровень успеха обеспечивает быстрое формирование сварочной ванны и совершенного сварного шва за 0,3 секунды.
- Мягкая сварочная дуга и надежное перекрытие зазора эффективно решают проблему неровных зазоров, возникающих при резке.
- Концентрированная дуга, четкая направленность и сильное про- плавление.
- Интеллектуальное управление энергией сварки обеспечивает сосредоточение энергии в зоне плавления проволоки с высокой скоростью наплавки. Лучшее управление скоростью подачи проволоки реализуется при том же сварочном токе.
- Нижний уровень тока пилотной дуги и более разумное управление сигналом тока могут уменьшить разбрызгивание.
- Дуга с малым разбрызгиванием для сварки углеродистой стали в синергетическом режиме MAG.
- Лучшая производительность для сварки SUS в синергетическом режиме.
- Импульсная сварка MIG/MAG с короткой дугой (QPT) с превосходными характеристиками для SUS.
- Очень простые в использовании аппараты с обширной базой экспертных данных и синергетическим управлением.
- Энергосбережение с КПД до 90%.
- Контроль формы волны тока на новом уровне с частотой тока 180 кГц.
- Лучшая устойчивость к незначительным изменениям сварочного напряжения.
- Стандартные функции сохранения сварочных заданий (до 50 заданий).
- Соединительный кабель-пакет длиной до 15 м для большей гибкости в работе.
- Высокая адаптивность к автоматизации с точным управлением подачей проволоки.
- Более длительный срок службы и меньшее количество брака благодаря лучшей механической конструкции.
- Точное программное управление для высокочастотной передачи тока короткого замыкания, низкое разбрызгивание и тепловложения, отлично подходит для сварки листового металла.
- Более мягкая сварочная дуга, нет разбрызгивающихся капель, на заготовке остаётся меньше брызг; уменьшается необходимость в последующей обработке шва, такой как зачистка и шлифовка, повышается эффективность сварки.
- Скорость сварки выше, деформации ниже, так что качество продукции улучшается.
- Низкое разбрызгивание, низкие тепловложения, подходит для высокоскоростной сварки листового металла.
- На 50 - 100% быстрее, чем стандартный импульсный процесс сварки MIG/MAG.
- Менее чувствителен к составу защитного газа. Подходит для сварки нержавеющей проволокой сплошного сечения в газовых смесях 80% Ar / 20% CO₂.
- Неон 230 сварочный аппарат
- Зона сварочной дуги и ее характеристики
- Дистанционный регулятор сварочного тока
- Машины сварочные путевые это
- Сварка ресанта 190 неисправности

Преимущества Dex CM 3000 Megmeet


Инверторные сварочные полуавтоматы Dex DM/PM 3000, Megmeet (PRC)

Полуавтоматы Dex DM/PM 3000 - интеллектуальные компактные и легкие сварочные аппараты. Больше функций и лучшие характеристики, чем у традиционных широко используемых сварочных аппаратов для сварки тонких листов.
В связи с колебаниями мировых цен на металл, стоимость товара может отличаться от указанной. Уточняйте цены у менеджеров!

Для управления работой полуавтоматов применяется новое решение:

Преимущества Dex DM/PM 3000 Megmeet
Спецификация сварочных процессов Dex DM/PM 3000 Megmeet
| Модель полуавтомата | Dex DM 3000 | Dex DM 3000 S Dex DM 3000 R | Dex PM 3000 | Dex PM 3000 S Dex PM 3000 R |
| Способы сварки | MIG / MAG / C02 / MMA | MIG / MAG / C02 / MMA Импульс MIG/MAG Двойной импульс MIG/MAG | ||
| Последовательность сварки | 2-такта | 2-такта / 4-такта / 4-такта спец. | ||
| Диаметр проволоки | 0.8 / 0.9 / 1.0 / 1.2 мм | |||
| Свариваемые материалы | Углеродистая сталь / Нержавеющая сталь | Углеродистая / Нержавеющая сталь / Алюминиевые сплавы | ||
Продвинутые сварочные процессы для серии Dex
Оптимизированный и модернизированный процесс на основе стандартной синергетической сварки MIG/MAG. Благодаря точному управлению процессом на основе специально разработанного программного обеспечения расплавленная капля при коротком замыкании дугового промежутка отсоединяется мягко, так что уменьшается разбрызгивание, вызванное традиционным взрывом жидкого мостика и электромагнитным отталкиванием капли. Расплавленная сварочная ванна более спокойная, а образование сварного шва более красивое.
Лидирующий в отрасли силовой инвертор с несущей частотой 180 кГц имеет преимущества в виде высокой скорости замеров параметров сварки и управления дугой. Полуавтомат Dex может осуществлять управление в критических точках между короткими замыканиями капель и струйным переносом и достигает более высокой скорости передачи данных.
Технические характеристики Dex DM 3000 Megmeet

| Серия продуктов | Свариваемые / сварочные материалы | Сварочный процесс | Рекомендуемый процесс сварки | ||||||||||||
| Стальная сплошная проволока | Нерж. стали | Алюм. сплавы | AlSi CuSi (1.2mm) | С метал-им сердечником | MAG/CO2 | FCAW | Pulse MIG/MAG | MMA | Спокойное пропла- вление | Ударное пропла- вление | Ступен-чатое пропла-вление | DP Fusion | LSA | QPT [3] | |
| Artsen II CM 500/400/350 | ● | ● | ● | ● | |||||||||||
| Artsen II PM 500/400 F | ● | ○ | ● | ● | ● | ● | |||||||||
| Artsen II PM 500/400 N | ● | ● | ○ | ● | ● | ● | ● | ||||||||
| Artsen II PM 500/400 AS | ● | ● | ● | ○ | ● | ● | ● | ● | |||||||
| Artsen II PM 500/400 AD | ● | ● | ● | ○ | ● | ● | ● | ● | |||||||
| Artsen Plus 500/400/350 D | ● | ● | ● | ● | ● | ○ | ○ | ||||||||
| Artsen Plus 500/400/350 P | ● | ● | ● | ● | ● | ● | ● | ○ | ○ | ||||||
| Artsen Plus 500/400/350 Q | ● | ● | ● | ● | ● | ● | ● | ● | ○ | ○ | |||||
| Artsen Pro 500H/500/400 D | ● | ● | ● | ● | ● | ||||||||||
| Artsen Pro 500 H/500/400 P | ● | ● | ● | ● | ● | ● | ● | ||||||||
| Artsen Pro 500 H/500/400 Q | ● | ● | ● | ● | ● | ● | ● | ● | |||||||
| Dex DM 3000/3000 S | ● | ● | ● | ● | ● | ||||||||||
| Dex PM 3000/3000 S | ● | ● | ● | ● | ● | ● | ● | ||||||||
| Dex PM 3000 Q/3000 QS | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Artsen CM500 C | ● | ● | ● | ● | |||||||||||
| Ehave CM 500 H/500/400/350 | ● | ● | ● | ● | |||||||||||
● Стандарт ○ Опция
DP Fusion - импульсная сварка с низким разбрызгиванием.
QPT - сварка короткой дугой с быстрыми импульсами.
LSA - сварка с низким разбрызгиванием.
[1]: MIG/MAG сварка с двойным импульсом для алюминиевых сплавов недоступна для Artsen II PM500/400 AS.
[2]: Промежуточный механизм подачи проволоки и горелки типа Push-Pull применимы только с евроразъёмом.
[3]: QPT: Quick Power Technology. Скорость импульсной MIG/MAG сварки в 2 раза превышает скорость стандартной импульсной сварки MIG/MAG. Это снижает чувствительность к защитному газу при сварке нержавеющей стали.
Преимущества полуавтоматов Megmeet

Технологичность





Вы можете задать любой интересующий вас вопрос по товару или работе магазина.
Цены на сайте
СВАРОЧНЫЙ ПОЛУАВТОМАТ MEGMEET DEX PM3000
Краткое описание: Dex PM 3000 это аппарат, отвечающий всем необходимым современным требованиям. Источник показывает отличные результаты и высокую стабильность при высоконагруженном производстве. Данный источник осн. Подробнее
Доступно к заказу - на складе
Предзаказ - до 30 дн
Резерв - забронирован
В магазине - СПБ Вавиловых 13
* наведите для подсказки
Dex PM 3000 это аппарат, отвечающий всем необходимым современным требованиям. Источник показывает отличные результаты и высокую стабильность при высоконагруженном производстве. Данный источник оснащен высокочастотным транзистором MOSFET, который позволяет добиться высокой частоты дуги, при работе на токах до 300 А.
Интеллектуальный компактный и легкий сварочный полуавтомат
Инновационная аппаратная платформа
■ Ведущая в отрасли трехступенчатая архитектура основного силового блока, выходная частота до 180 кГц и плавное повышение энергии . Удельная мощность источника питания повышается, а общая теплотворность, объем излучаемого компонента и общая масса снижаются
■ Ведущее решение для преобразования мощности обеспечивает до 91% эффективности . Энергоэффективность на 20% выше, чем у традиционного аппарата, и на 8% выше, чем у обычного сварочного инвертора.
■ Уникальная двухтактная программа управления приводом подачи : управление током с внутренним контуром для более мощной подачи проволоки и контроля скорости подачи в контуре для более стабильной подачи проволоки
■ Энкодерный регулятор скорости подачи проволоки обеспечивает более высокую точность скорости подачи проволоки
■ Многоуровневая конструкция корпуса обеспечивает полную изоляцию силового блока и управляющей электроники. Уровень защиты достигает IP23S (лидер в отрасли)
■ Интенсивный встроенный воздуховод по всему корпусу с вентилятором постоянного тока с плавной регулировкой скорости значительно повышает эффективность охлаждения и срок службы вентилятора
Функционал:
- синергетическое и ручное управление источником
- русифицированная панель
- наличие колес для передвижения
- 4-х роликовый надежный механизм подачи проволоки
- полный комплект роликов с V и U образной канавкой под все режимы аппарата
- наличие ячеек памяти для записи настроек (99 ячеек)
- контроль поджига (нарастание тока) и заварки кратера
- контроль формирования сварочного шва (индуктивность)
- регулируемый режим сварки короткими швами, режим точки
- наличие индикации
-наличие возможности сварки в режиме пульс и двойной пульс черных сталей, нержавеющей сталей, алюминия и алюминиевых сплавов.
- блок водяного охлаждения (опция)
-тележка для источника (опция)
Новый импульсный процесс вносит улучшенный сварочный опыт и облегчает импульсную сварку
■ Многофункциональный аппарат и отличная совместимость с процессом сварки Dex РM3000. Весь опыт сварки углеродистых и нержавеющих сталей, алюминиевых сплавов, импульсной сварки, сварки с двойным импульсом
■ Огромная база экспертных данных сварки : синергетическое регулирование и автоматическая коррекция параметров
■ Новое решение для управления импульсной сваркой обеспечивает более мягкий старт сварки и меньшее количество брызг
■ Строгое распределение энергии в сварочном цикле обеспечивает более четкое формирование двух импульсов
■ Диверсифицированные сварочные экспертные системы и специальные программы для сварки алюминиевых сплавов для получения оптимального качества сварки
■ Параметры импульсной сварки в каждой фазе открыты для точной настройки и достигается лучшее качество сварки
Читайте также: