Сварочный полуавтомат нет подачи газа
Обновлено: 20.09.2024
В общем в свежекупленном сварочном полуавтомате
от ПДГ-185 в комплектации РБР (встроенная горелка Binzel),
сразу же обнаружились проблеммы 🙁
При давлении СО2 начиная от 0,2 МПа и выше,
клапан газа однажды открывшись, не закрывается вообще.
При низком давлении все Ок.
По договоренности с фирмой поставщиком,
попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108),
но замена результата не дала.
Однако был замечен следующий эффект.
Если на выход клапана не подключать рукав с горелкой,
то клапан нормально закрывается при рабочем давлении
в системе 0,3-0,5 МПа .
Попытался продуть рукав (ртом) и обнаружил очень
большое сопротивление.
Т.е. даже со снятым наконечником воздух шел,
но уж очень неохотно (ну уж никак не соответствуя
диаметру входной трубки).
Какие могут быть идеи на этот счет ?
Отчет и благодарности 🙂 Вчера вечером опять игрался с аппаратом.
При давлении 0,5 Атм через рукав газ почти не шел 🙁
Но в результате многочисленных ужимок и прыжков
(при выкрученном сопле) из рукава вылетела какая-то
х..ня и довольно больно ударилась мне в ладонь .
После чего газ пошел как положено.
Найти ее к сожалению не удалось, так как она
отскочила от ладони и куда-то улетела.
Хотя было-бы очень интересно узнать, что там было (!)
После этого аппарат стал нормально работать при
положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие
в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит 🙂
Электромагнитный клапан газа в полуавтомат «Темп», отзыв о полуавтомате «Темп»
Так сложилось, что я стал владельцем TEMP MIG 190R, полуавтомат довольно надежный, хотя и есть некоторые недостатки. Поговорим о них.

Первый из существенных недостатков, который был обнаружен это — плохая подача проволоки , точнее нестабильная подача, проволока заедала, варить было очень сложно. Причина плохой подачи — пластмассовый корпус роликов подачи, он не фиксировал надежно кожух, по которому идет проволока в рукаве, кожух заламывал проволоку и подача прекращалась. Вылечить удалось путем получения соосности между роликами и кожухом, таким образом, чтобы проволока после роликов прямой наводкой попадала в кожух без перегибов и изломов.

Второй недостаток, который проявился не сразу — это хлипкая не надежная горелка и такой же рукав, все сделано в Китае. Увидев и разобравшись с горелкой, я сначала обрадовался, так как она имела встроенный, механический клапан подачи газа, что довольно удобно и надежно. Но вскоре я разочаровался в этом клапане, так как он постоянно травил, а в последнее время дак и вовсе отказался перекрывать газ. При поиске в интернете мне постоянно попадались такие самые рукава, не вызывающие ни малейшей надежды. Я решил купить рукав без этого клапана и длиннее на 0,5м. Для перекрытия газа был куплен клапан-отсекатель, специальный для углекислоты по цене 11 долларов. Установка оказалась не сложной, понадобилось только два куска тонкого шланга, способного выдержать давление 0.5 — 1 атмосферу. Места соединения были проклеены белым автомобильным герметиком и обжаты стяжками. Питание электромагнитного запорного клапана подключил к питанию двигателя подачи проволоки.


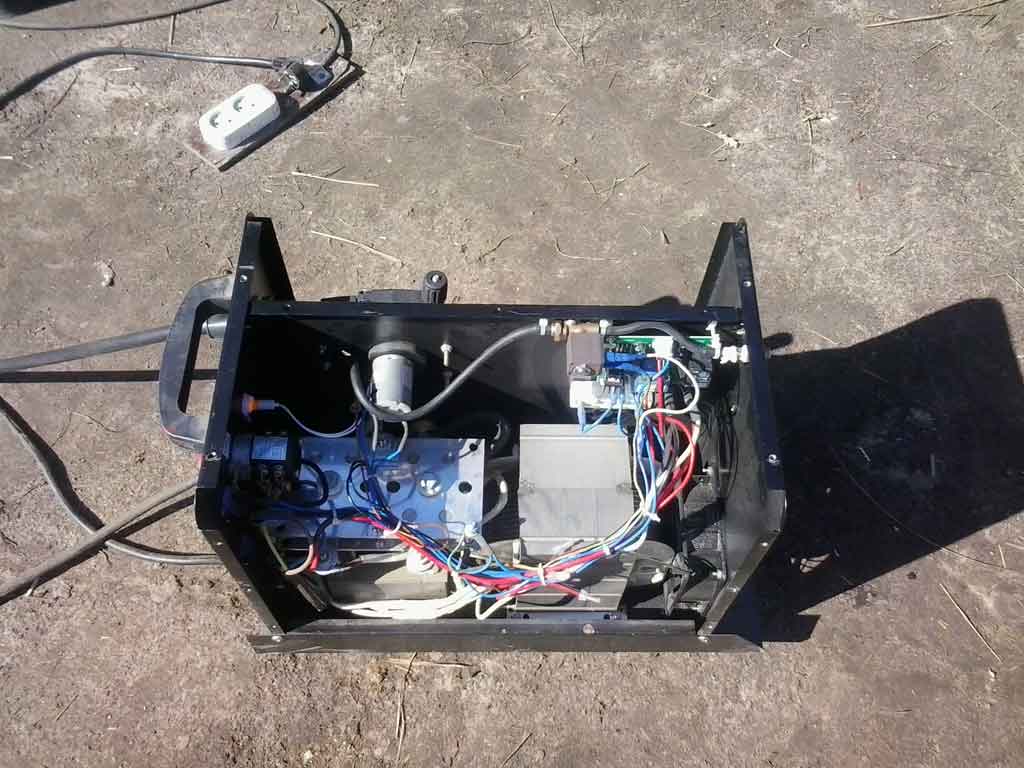
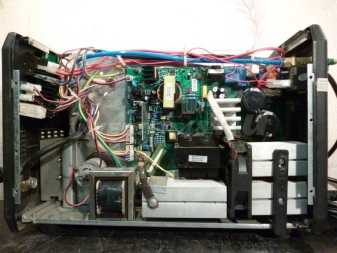
Внутренности полуавтомата 2

Подающий механизм и новый рукав

Клапан установлен, вверху желтого цвета
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В.
Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования.
Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана.
Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
Углекислотный клапан — доработка трансформаторного полуавтомата
У старых трансформаторных полуавтоматов есть одна беда – клапан подачи углекислоты.
При интенсивной и продолжительной работе эти клапаны очень часто выходят из строя, бывает, что начинают подклинивать прямо в процессе сварки или, начинают самопроизвольно травить углекислоту.
Для лечения этой «болезни» есть только один способ – пересадка органа, а точнее установка клапана от газового оборудования автомобиля. Как это сделать, смотрите ниже в видео.
Надеюсь, из этих видео сюжетов вы возьмете для себя лучшее, добавите что-то свое и станете истинными мастерами кузовного ремонта.
Удачи вам! С уважением, Сергей.
Добавить комментарий
Добавляя комментарий Вы соглашаетесь с Политикой конфиденциальности.
Разделы сайта
Блог автомастера
Статьи по меткам
Читаем еще по теме
Самые читаемые
Последние публикации
Заходите на наш форум

Этот веб-сайт использует собственные и сторонние файлы cookie для анализа и улучшения своей работы.
Продолжая просматривать его, вы принимаете правила его использования. Подробнее.
Политика конфиденциальности персональных данных
Политика конфиденциальности персональных данных
Настоящая Политика конфиденциальности применяется только к сайту «Сам Автомастер».
Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Идентификация посетителей
Электронная почта
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;
Куки (Cookie)
Когда Пользователь посещает сайт, на его компьютер отправляются один или несколько файлов cookie.
Это небольшой файл, в котором содержатся наборы символов и который позволяет идентифицировать браузер Пользователя.
Мы используем файлы cookie, чтобы повысить качество своих услуг путем сохранения пользовательских настроек и отслеживания тенденций в действиях пользователей, например, при выполнении поиска или показа рекламы. Большинство браузеров изначально настроены так, чтобы принимать файлы cookie, однако Пользователь может полностью запретить использование файлов cookie или настроить показ уведомлений об их отправке. Однако без файлов cookie некоторые функции сайта могут работать некорректно.
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую браузер Пользователя передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса.
Ссылки
На этом сайте ссылки могут быть в таком формате, который позволяет отслеживать, пользуются ли ими посетители. Эта информация используется для повышения качества нашей рекламы.
Изменения в политике конфиденциальности
Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя.
Новая Политика конфиденциальности вступает в силу с момента ее размещения на сайте Сам Автомастер, если иное не предусмотрено новой редакцией Политики конфиденциальности.
Все предложения или вопросы по настоящей Политике конфиденциальности следует сообщать Администрации сайта через страницу КОНТАКТЫ.
Клапан электромагнитный для сварочного полуавтомата
В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.
Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
В общем в свежекупленном сварочном полуавтомате от ПДГ-185 в комплектации РБР (встроенная горелка Binzel), сразу же обнаружились проблеммы При давлении СО2 начиная от 0,2 МПа и выше, клапан газа однажды открывшись, не закрывается вообще. При низком давлении все Ок. По договоренности с фирмой поставщиком, попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108), но замена результата не дала. Однако был замечен следующий эффект. Если на выход клапана не подключать рукав с горелкой, то клапан нормально закрывается при рабочем давлении в системе 0,3-0,5 МПа . Попытался продуть рукав (ртом) и обнаружил очень большое сопротивление. Т.е. даже со снятым наконечником воздух шел, но уж очень неохотно (ну уж никак не соответствуя диаметру входной трубки). Какие могут быть идеи на этот счет ?
Отчет и благодарности Вчера вечером опять игрался с аппаратом. При давлении 0,5 Атм через рукав газ почти не шел Но в результате многочисленных ужимок и прыжков (при выкрученном сопле) из рукава вылетела какая-то х..ня и довольно больно ударилась мне в ладонь . После чего газ пошел как положено. Найти ее к сожалению не удалось, так как она отскочила от ладони и куда-то улетела. Хотя было-бы очень интересно узнать, что там было (!) После этого аппарат стал нормально работать при положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В. Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования. Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана. Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
Инструкция регулировки ГБО 2 поколения
Настройка фар своими руками
Первым делом необходимо проверить двигатель на наличие подсоса воздуха. Для того, что бы определить есть он или нет, нужно купить баллончик жидкости для чистки карбюраторов, и побрызгать данной жидкостью на участки где возможен быть подсос. Обычно такие зоны в месте где находятся прокладки между карбюратором и коллектором, между впускным коллектором и ГБЦ, между корпусом воздушного фильтра и карбюратором а также на вакуумных соединениях. Если таким образом подсос воздуха был обнаружен, тогда ПРАВИЛЬНАЯ РЕГУЛИРОВКА 2 ПОКОЛЕНИЯ НЕВОЗМОЖНА. Сначала устраняйте проблему, и только потом можно регулировать.
Проверка воздушного фильтра на забитость. Желательно перед настройкой заменить воздушный фильтр.
Нужно проверить, перекрывается ли полностью бензин если перевести машину на газ. Как проверить спросите вы? Да легко, нужно перевести кнопку переключателя в 0 положения, и выработать остатки бензина из магистрали и карбюратора. После того как машина заглохла, переключаем кнопку в положение «Газ», и после запуска снимаем шланг, который стоит на выходе электромагнитного клапана перекрытия бензина.
Если бензин не течет, значит все отлично, и можем приступать к настройке.
На рабочем автомобиле, на холостом ходу закручиваем на максимум обводной винт, который обычно имеет золотой цвет. На фото он указан как «Винт 1».
Если при его закручивании холостой ход будет пропадать, тогда добавьте холостого ходу винтом под номером 2, до тех пор пока при максимально закрученном винте 1 машины будет стабильно работать на холостом ходу.
После того как отрегулировали холостой ход, необходимо отрегулировать подачу газа на больших оборотах.
Регулировка подачи газа на больших оборотах с помощью винта жадности.
Сначала откручиваем его на 3 оборота, потом поднимаем обороты до 3000, и держим их. Закручиваем винт жадности до тех пор, пока двигатель не начнет задыхаться. Как только мотор начнет задыхаться потихоньку откручиваем винт, до тех пор, пока двигатель не начнет работать «легко», обычно это 2-3 оборота.
После данных регулировок глушим машинку и пытаемся завести автомобиль на газе, без нажатия на педаль газа. Если машинка заводится отлично, тогда вы сделали все правильно, если заводится с опозданием, пробуем по 1/4 оборота крутить винт холостого хода, на картинке выше это винт номер 2. Добиваемся максимально легкого запуска.
Выпуск более современных автомобилей заставляет производителей газовых систем развиваться, двигаясь в ногу со временем. Хоть количество устаревшего транспорта неизбежно сокращается, в погоне за экономией на топливе и затратах на содержание авто, ГБО 2 поколения не теряет популярности среди автовладельцев. Его установка и регулировка не требует специального оснащения. Поэтому поставить газобаллонное оборудование на машину, возможно, самому в условиях среднестатистического гаража.
Углекислотный клапан – доработка трансформаторного полуавтомата
При интенсивной и продолжительной работе эти клапаны очень часто выходят из строя, бывает, что начинают подклинивать прямо в процессе сварки или, начинают самопроизвольно травить углекислоту. Для лечения этой «болезни» есть только один способ – пересадка органа, а точнее установка клапана от газового оборудования автомобиля. Как это сделать, смотрите ниже в видео.
Сделать подачу газа в сварочнике где газ не предусмотрен?
Абсолютный новичок в сварке. Как часто бывает, пришла необходимость переварить гнилые крылья и пороги на старенькой машине. Купил бюджетный полуавтомат Eland MIG-130, который варит только порошковой проволокой. Уже потом я понял что сварка проволокой - сварке проволокой рознь. И что в среде газа варить безусловно лучше, легче и намного качественнее. Но на моем аппарате к сожалению отсутствует штуцер для подключения газа. Я смотрю некоторые с нуля собирают сварочные полуавтоматы у себя в гаражах. Наверное существует и возможность подключить к такому вот недо-полуавтомату газовый балон. Может ли кто подсказать как это можно сделать? Ну как бы пошаговую инструкцию. Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Прикрепленные изображения
Покупаете горелку, баллон, газовый редуктор. Шланг подачи газа напрямую к газовому редуктору и вырабатываете навык - закрывать газ в перерывах. Это самый простой вариант.
Овчинка выделки не стоит, не станет он с газом лучше варить.А чем вас порошковая не устраивает, она тоже разная по качеству.
Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Есть горелки с встроенным клапаном газа в ручке - нажимаешь кнопку и газ подается - ни какой электрики. Вам бы такую горелку, шланг, редуктор и баллон с газом. Соеднять всё вместе и варить.
Да, ещё полярность источника, скорее всего, надо будет менять, так как при сварке в среде защитного газа плюс должен присоединятся к горелке, а минус - к детале.
Лирическое отступление.)Как то пришел я по молодости на работу устраиваться, а меня на собеседовании и спрашивают. А вот можно в гараже при сварке полуавтоматом обойтись без углекислоты? Например подсоединить шланг к выхлопной трубе автомобиля, завести двигатель и варить? Я им ответил. Но после такого вопроса решил, что не стоит ходить на собеседования куда попало.))
Есть такая фишка на современных полуавтоматах Эсаб. Под крышкой полуавтомата спрятан тумблер переключения для сварки цельнометаллической сварочной проволокой и второе положение для сварки порошковой проволокой. И сдается мне, что то этот тумблер меняет в поведении полуавтомата. В данном случае идет речь о проволоке полностью самозащитной. Возможно придется еще и ролики подающего поменять, а возможно и нет если универсальные стоят. Посмотрите маркировку, может есть на роликах. Если S - то скорее всего Solid wire - для сплошной проволоки, Если С - Cored wire то эти скорее всего пойдут только для порошковой.
И еще можд Вы не ту проволоку покупаете, есть ведь порошковая проволока для сварки в защитном газе, а есть самозащитная для сварки без защитного газа. Может я и не прав никогда вот такими приколами не баловался, ну меня тут поправят если что.) Ну вобщем как то так.)
Если уж есть желание возиться купите евроразъем и врежьте его в корпус. Подсоедините к нему провода управления которые у вас идут на кнопку горелки. Подсоедините к нему силовой провод, так что бы была возможность менять полярность сварки. Подсоедините к нему трубку и выведите ее через магнитный клапан наружу. Клапан разумеется придется купить и подсоединить к схеме. Вероятнее всего параллельно с механизмом подачи. К штуцеру магнитного клапана подсоединяйте шланг идущий от баллона через редуктор с расходомером. Получите много опыта, геморроя и полуавтомат с газом. Только еще раз повторюсь, варить он лучше не станет. Ибо регулировки на нем ступенчатые а значит о тонкой подстройке и речи быть не может. Потратьте время на поиск хорошей флюсовой проволоки и изучение настроек. Вы себе стереотип создали, но движение в этом направлении ваших проблем не решит. Лучше уж продайте, добавьте денюшку и купите полноценный. Благо щас выбор есть.
Эт точно,там очень слабенький трансформатор,жёсткой характеристики не обеспечит. Порошковая требует гораздо меньший ток и стабильность напряжения.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Зачем у такого маленького аппарата евро разъем, горелки то не может понадобится менять.
Если все так радужно как вам кажется и там стоит шланг подачи углекислоты в горелке, то хорошо, но врядли. Лишнего производители пихать не станут. Без евроразъема можно примастырить горелку от более расширенной версии. Но гемороя с подключением шланга к баллону не избежать. В горелке шланг не такой уж толстый, переходники думать придется. Как вариант к простецкой горелке можно примастырить нажимной газовый клапан, и даже предгаз с постгазом автоматические сделать. Но это если самоделкин по натуре. На деньги потраченные на переделку, баллон и редуктор можно много флюсовой проволоки купить. Учись нехочу. У тестя был гробик ,180 тельвин бимакс, если не ошибаюсь. Также сверху маленькая катушка ставилась и подача " лежала" на боку. Но с газом работал. И ролик был под омедненную и флюсовую проволоку. И той и той он варил с диким треском " метод короткого замыкания" в виду чего шов выходил корявый. А ступенчатая регулировка убивала последние надежды на изменение ситуации. Продал он его.
Большое спасибо за ответы! Не ожидал, что так подробно все ответят и помогут новичку. С деньгами у меня очень туго, не от хорошей жизни сам решил крылья варить, а не отвезти в автосервис, и объективно сварочник я уже менять не буду. Этот не продашь, он попросту никому не нужен. Если только за пару тысяч, как говорится за символическую плату в хорошие руки. Для меня это нереально. Пока попробую поэксперементировать с проволокой. А потом всетаки заморочусь с подключением балона, думаю хуже не будет, если я добавлю универсальности. С флюсом всегда можно будет вернутся.
И так для переделки я так понимаю мне нужны, конкретно:
1) Горелка в сборе, с газовым каналом, с клапаном открытия газового канала в рукоятке.
2) Балон газовый
3) Редуктор с 2-мя манометрами Давление газа в балоне и давление подачи газа в горелку.
4) Переходник с трубки канала газа в горелке на газовую трубку из балона. А лучше врезать штуцер в заднюю крышку. Тогда штуцер и будет собственно переходником.
Для меня остался открытым вопрос: насколько я понял газ должен начать подаваться за 2-3 сек до подачи напряжения на проволоку. Как можно автоматизировать этот процесс? Где то я читал можно использовать помпу подачи омывающей жидкости на заднее стекло ВАЗ 2108. Но я могу ошибаться, интернет он такой, могут и бред написать. Вообщем может кто подскажет конкретно как решить эту задачу?
Ремонт сварочных полуавтоматов
Сварочный полуавтомат является довольно сложным техническим агрегатом. Поэтому для того, чтобы заниматься его ремонтом своими руками в случае возникновения каких-либо неполадок, следует очень хорошо знать устройство и принцип работы как аппарата в целом, так и каждого отдельного элемента. И первым делом нужно уметь правильно определиться с дефектом и его причиной.

Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.


Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.
Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Если причина неисправности в плате управления, то испорченная деталь обязательно обнаружится.


В заключение можно заменить подозрительные элементы схемы и поменять термостойкое покрытие радиаторов охлаждения полупроводников.
Только хорошо отлаженное сварочное оборудование способно стабильно работать без серьёзных поломок. А несложные проблемы можно решить самостоятельно. Стоит отметить, что часто одни и те же неисправности со сварочным полуавтоматом могут возникнуть как по механическим, так и по электронным причинам. Именно поэтому диагностирование неисправностей и выявление их причин иногда может затянуться. Причём сам ремонт обычно занимает совсем немного времени.


Как отремонтировать?
Прежде чем начинать диагностику и ремонт сварочных полуавтоматов, следует позаботиться о мерах безопасности, необходимых при работе с электрооборудованием. Основное правило при этом – полное обесточивание аппарата с видимым разрывом соединения с источником электропитания. Кроме этого, необходимо подготовить инструменты для работы, в том числе аппаратуру для тестирования электронных деталей и расходный материал, например, изоляционную ленту, термопасту, имеющиеся запасные части и детали.
А также нужно быть готовым к возможным затратам по приобретению и других материалов и запчастей, так как заранее предусмотреть состояние неисправного аппарата крайне сложно.
Как уже упоминалось ранее, сначала следует заняться мероприятиями по диагностике и устранению возможных причин неисправностей в механической части оборудования. Для этого осматривается сварочный аппарат, очищаются и подтягиваются все контакты, болтовые и винтовые соединения, восстанавливается изоляция. Нужно понимать, что большинство проблем возникает из-за ослабленных и загрязнённых контактов в электрических соединениях. В этом кроются и перегревы оборудования, и нестабильная дуга или полное её отсутствие, и повышенное гудение аппарата.

К перегреву сварочного агрегата зачастую приводят нарушения его эксплуатации: превышение допустимых значений сварочного тока и времени беспрерывной работы. В результате этого быстро изнашиваются детали. Изношенные части оборудования следует своевременно заменить, а величину сварочного тока отрегулировать согласно инструкции.
Проблемы с механизмом подачи проволоки решаются в соответствии с причинами. Если стёрся канал или же он слишком узкий, то его полностью меняют на новый. Это выполняют так: новым каналом просто выталкивают неисправный. Выходит, что одновременно производится и демонтаж старого канала, и монтаж новой линии подачи проволоки. Только нужно подобрать подходящий канал (и по длине, и по диаметру), который внутри должен быть гладким.
Если неисправен натяжной механизм или стёрлись ролики, выполняется регулировка натяжения и замена роликов.
Ремонт регулятора величины сварочного тока заключается в разборке механизма, очистке его от пыли и грязи, извлечении посторонних предметов, подтяжке клемм и замене изоляции. Бывает, что регулятор не работает по причине выхода из зацепления стержня вращающейся ручки. В этом случае зацепление нужно восстановить.
Электронная плата управления очищается от пыли и загрязнений, неисправные детали заменяются на запасные или приобретённые в магазине электронных товаров и запчастей. При коротких замыканиях в катушках, кабеле, проводах, трансформаторе следует принять меры по изолированию оголённых участков обмоток (или полной замене неисправных элементов), кабельных жил и проводов.
Меры профилактики
Чтобы избежать многих поломок сварочного полуавтомата, ему необходим надлежащий уход и правильная эксплуатация. Аппарат нередко работает в тяжёлых условиях (повышенная влажность помещения, запылённость или задымлённость рабочей зоны, низкая или, наоборот, высокая температура воздуха, продолжительные сварочные работы с короткими паузами и так далее). Всё это приводит к уменьшению сроков безотказной работы агрегата.
Специалисты и производители сварочного оборудования рекомендуют оптимальные сроки проведения профилактических мероприятий с аппаратами, нацеленные на предупреждение наиболее распространённых неисправностей.
Необходимо не реже 1 раза в месяц производить технический осмотр всего оборудования, включая в это мероприятие не только выявление очевидных (или возможных) неисправностей или нарушений с оборудованием, но и следующие работы:
- обязательную очистку и подтяжку клеммных колодок, контактов, винтов и зажимов;
- замену подгоревшей изоляции проводов и кабелей;
- обдув воздухом или инертным газом под давлением внутренних и внешних устройств с целью удаления пыли и других сухих загрязнений;
- очистку нейтральным растворителем электронной платы управления;
- проверку правильности работы вентилятора и холодильников.

Кроме того, 1 раз в год агрегат следует полностью разобрать, тщательно очистить от любых загрязнений, произвести полную диагностику деталей с заменой ненадёжных или подозрительных элементов, а также очистить двигатель вентилятора и смазать его подшипники.
Но самой эффективной профилактической мерой будет являться выполнение всех предписанных производителем правил эксплуатации, ухода и хранения сварочного агрегата.
Как делать ремонт полавтоматического сварочного аппарата ТЕМП 059М смотрите далее.
Полуавтомат клапан не работает
Советы по ремонту сварочного полуавтомата
Когда возникает необходимость [отремонтировать сварочный полуавтомат], необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.

В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Как варить полуавтоматом без газа?
Сварочные работы – это распространенная и востребованная манипуляция, которая может быть необходима не только для выполнения различных производственных, но и бытовых задач. Современное сварочное оборудование делает сварочный процесс доступным для всех желающих, даже в том случае, если вы не являетесь профессиональным сварщикам. Для сварки в бытовых условиях рекомендуется применять полуавтомат, который выполняет сварной шов без применения газобаллонной смеси.


Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.
Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.
Процесс сварки может продолжаться сколь угодно долго – в некоторых случаях профессиональные мастера вырабатывают в течение 1 часа до 40 м сварочной проволоки, работая беспрерывно.


Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.


Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.



К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.


Сварочный полуавтомат, обладающий массой достоинств и рядом недостатков, на сегодняшний день признан наиболее удобным и универсальным устройством, с помощью которого можно выполнить качественный сварной шов.
Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок.
Оборудование и материалы
Инверторный сварочный аппарат полуавтоматического типа можно применять для дома в бытовых условиях. Это устройство работает при подключении к электросети 220В. Работать с инвертором можно путем применения порошковой или самозащитной проволоки. Принцип работы у таких сварочных расходников различается. Проволока самозащитного типа может выполнять шов при отсутствии защиты электродуги, тогда как проволока с флюсом применима только в среде защитных газов. Перед выполнением работ важно правильно выбрать нужный тип проволоки. Следует знать, что при сварке полуавтоматом обычной проволокой пользоваться нельзя, потому что без облака защитного газа расплавленный металл будет контактировать с кислородом, в результате чего получится неровный шов с пустотами внутри.


Качество и прочность такого соединения очень низкое.
У полуавтоматического аппарата принцип работы заключается в том, что электроэнергия, поступающая в аппарат от источника питания, генерируется в образование электродуги, при этом образуется большое количество тепловой энергии. Во время поступления в область сварки проволоки с флюсом тепловая энергия расплавляет этот мобильный электрод, таким образом образуется сварочная ванна, в которой и формируется соединительный шов. Подача проволоки через аппарат к месту сварки происходит равномерно, автоматическим путем. Скорость подачи может быть отрегулирована, а перемещать горелку в процессе работ придется своими руками.
Полуавтоматический аппарат состоит из таких важных узлов, как:
- кабель для подключения к источнику тока;
- система регулировки параметров работы аппарата;
- блок для механического передвижения сварочной проволоки;
- узел крепления для бобины с проволокой;
- шланг-трубопровод по которому перемещается проволока с флюсом;
- сварочный пистолет-горелка.
Сварочный полуавтомат может быть инверторный или трансформаторный.



Наибольшая степень производительности у инверторного типа аппаратов, которые имеют более универсальные параметры: быструю подготовку розжига электродуги и высокую скорость работы.
Полуавтоматы инверторного типа имеют меньшие размеры и вес, но их стоимость высока. Кроме того, инвертор имеет дополнительные опции при работе – плавный розжиг электродуги, плавная регулировка электротока, антиналипание проволоки. Трансформаторные типы аппаратов применяют стационарно, без возможности их перемещения от источника питания.
Для работы со сварочным полуавтоматом необходимо применение порошкообразного флюса. Он состоит из веществ, препятствующих образованию окислительных процессов и поглощению металлом кислорода. Кроме того, в состав флюса входят различные присадки и компоненты, образующие шлак во время сварки. В качестве присадок используют никель, марганец, железо, кремний и так далее. Такие легирующие компоненты позволяют при малом расходе тока получить нужную температурную среду для плавки металла.



Благодаря сварочной проволоке с различным составом появилась возможность делать качественные соединительные швы без применения баллонного газа.
Сварочная проволока с порошкообразным флюсом выпускается в различных вариациях:
- простая стальная трубка, заполненная порошком;
- двухслойная стальная трубка с порошком;
- трубка с флюсом, состоящая их 2 полостей и имеющая внутри 1 загиб;
- трубка с флюсом, состоящая их 2 полостей и имеющая 2 загиба.



Конструкция стальной трубки выполнена так, что стенки у нее довольно тонкие – они хрупкие и не выдерживают резких рывков, натяжения или перегибов. При настройке в аппарате подающего проволоку механизма эту особенность мини-электрода необходимо принимать во внимание, а также бережное обращение потребуется с проволокой и во время выполнения сварочных работ. Чтобы защитить сварочную проволоку от обрывов, шланг-трубопровод у аппарата нельзя перегибать, сминать или перекручивать.


Подготовка
Выполнение сварочного процесса без использования баллонного газа потребует предварительной подготовительной работы, связанной с настройкой аппарата. Чтобы выполнить сварку, необходимо определить толщину соединяемых между собой заготовок и согласно этим величинам выбрать на аппарате показатель силы электротока. Не ошибиться в этом вопросе помогут специальные таблицы, которые прилагаются в инструкции к аппарату. Если сила электротока будет меньше необходимого параметра, то качество соединительного шва может быть низким, а если выбрать чрезмерные значения для электротока, то есть риск прожечь детали насквозь.
Следующим этапом является настройка режима скорости подачи и перемещения сварочной проволоки.
Чтобы убедиться в том, что параметры у аппарата выставлены правильно, можно сделать пробную сварку на черновом изделии, а при выявлении недостатков в качестве шва – выполнить корректировку настроек.
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы. Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки.

Научиться выполнять качественные стыковочные швы можно только на практике, чтобы понять, как пользоваться полуавтоматическим аппаратом.
Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.
Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.
Металл в области сварки требуется зачистить при помощи шлифмашинки, после чего рабочие поверхности потребуется обезжирить ацетоном или техническим спиртом.


Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.
Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.
Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Готовому соединительному шву необходимо дать время для полного остывания.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.
Как варить полуавтоматом без газа, смотрите далее.
Читайте также: