Сварочный полуавтомат перестал варить
Обновлено: 15.05.2024
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
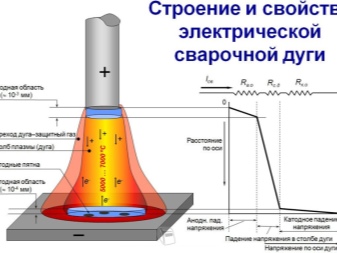
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Полуавтомат искрит, но не варит, что делать?

За последнее десятилетие полуавтоматическая сварка стала не только популярной, но и доступной для всех. Сегодня можно купить недорогой полуавтомат, и даже отказаться от использования газа, отдав предпочтение порошковой проволоке для сварки.
Однако, к сожалению, при неправильном использовании или заводском браке, полуавтомат отказывается варить. Это и неудивительно, ведь по своей конструкции это сложный прибор с микросхемами, преобразователем и другими, не менее важными элементами.
Сегодня будет рассмотрена такая проблема, при которой полуавтомат искрит, но не варит. На самом деле проблема весьма распространённая, и не многие знают, как, где, и что искать.
Самая частая поломка бюджетных полуавтоматов связана с отсутствием нормальной и стабильной сварочной дуги. Вроде бы и проволока подобрана подходящая, и ток выставлен правильно, однако все равно, при контакте с металлом дуга появляется лишь на доли секунды и тут же гаснет. В результате этого появляются лишь искры, но полуавтомат не варит.

В первую очередь рекомендуется начать с маломальского осмотра кабелей. Нередко проблему можно отыскать именно здесь. Очень часто проблему с кабелями не удаётся обнаружить визуальным путем, тогда рекомендуется использовать заведомо рабочие или новые кабели, чтобы убедиться в том, что проблема с искрением полуавтомата не связана именно с ними.

Если и после этого полуавтомат искрит, но не варит, то, скорее всего, причина кроется в преобразователе или вздувшихся электролитических конденсаторах на плате. Если полуавтомат уже давно не на гарантии, то можно попытаться самому добраться до платы и проверить, нет ли на ней вздувшихся электролитических конденсаторов. В случае обнаружения, конденсаторы нужно заменить на аналогичные или же подходящие по параметрам.
Что делать, если полуавтомат сам отключается
Очень часто возникает и такая проблема, которая приводит к отключению полуавтомата через определённый промежуток времени. Точнее сказать, это не проблема, а защита от перегрева, которая срабатывает в полуавтомате при достижении в нем критической температуры.

Однако часто такое выключение происходит сразу же после работы полуавтоматом, буквально через несколько минут. В таком случае причина кроется, скорее всего, в том, что полуавтомат сильно перегревается из-за образовавшихся загрязнений внутри. В первую очередь следует прочистить вентилятор и вентиляционные отверстия в полуавтомате, после чего проверить, не исчезла ли проблема с преждевременным выключением.

Ну и нельзя забывать о том, что проблемы могут быть самыми разными, в том числе и банальными, связанные с оплошностью сварщика. Если выбрана неподходящая проволока или выставлены неправильные параметры сварочного тока, то полуавтомат, также будет искрить. В общем, при рассмотрении данной проблемы нужно принимать во внимание абсолютно все нюансы.
Почему полуавтомат плохо варит

Нередко при сварке полуавтоматом шов получается плохим, а проволока, то и дело прилипает к металлу. Если токовых клещей нет, чтобы проверить ампераж, то можно попробовать заменить газ для сварки или использовать проволоку меньшего диаметра.
Очень часто именно китайские полуавтоматы страдают данной проблемой. Эти аппараты ну никак не хотят выдавать заявленный производителем сварочный ток, и тогда приходится действовать в обход инструкций.
Почему полуавтомат плохо варит. Что можно сделать?
В первую очередь попробуйте измерить напругу, выставьте её на максимум, а подачу проволоки на минимум. Очень часто многое зависит от напряжения в гараже. Если оно меньше 220 Вольт, то плохой китайский полуавтомат варить нормально не будет. Точнее он будет пытаться нагревать сварочную проволоку, но та так и останется прилипшей к металлу, лишь немного покраснев.

Также стоит всё-таки проверить, какая именно полярность выставлена. Кроме того, не лишним будет посмотреть, куда именно подключены провода. Очень часто начинающие сварщики допускают ошибки именно на этапе подключения полуавтомата. В результате этого они подключают провода на режим сварки «без газа» и пытаются при этом варить углекислотой.
Проблемы при сварке порошковой проволокой
Сварка порошковой проволокой востребована в тех случаях, когда нет газа. Но и с ней, как оказывается, время от времени, возникают различного рода проблемы. Самая частая проблема связана с тем, что полуавтомат «плюётся», плохо или вообще не проваривает металл. Порошковая проволока просто прилипает к поверхности металла и оставляет на ней окалины.

В первую очередь нужно возвратиться ко всем предыдущим причинам. То есть, проверить напряжение в сети, поиграть с настройками, поменять полярность, и, конечно же, досконально изучить инструкцию производителя сварочного полуавтомата. Возможно, именно в неё и получится отыскать те многочисленные ответы на свои вопросы. Никогда нельзя лениться и просто откладывать инструкцию в сторону.
Итак, проблем, когда сварочный полуавтомат «плюётся» может быть несколько:
- Во-первых, заедание проволоки;
- Во-вторых, плохой газ;
- В-третьих, неподходящая для сварки проволока или неправильно выставленная полярность;
- В-четвёртых, отсутствует или плохой контакт проволоки с носиком горелки;
- Проблемы с напряжением питания или со сварочным током.
Однако чаще всего проблема оказывается именно в неподходящей или плохой по качеству сварочной проволоке. Поэтому прежде чем осуществлять ремонт полуавтомата, следует в первую очередь попробовать поменять проволоку на другую, более дорогую и качественную. Если дело именно в ней, то полуавтомат будет варить как новенький.

Ну и, конечно же, стоит попробовать при наличии данной проблемы полностью отключить газ. Если проблема не исчезнет, то есть, полуавтомат так и будет продолжать «плеваться», то нужно искать решение в другом месте.

Всем спасибо за внимание. С вами был сайт «Сварка полуавтоматом». Подписывайтесь, ставьте лайки, и удачных вам выходных дней. Пока, пока.
Ремонт сварочных полуавтоматов
Сварочный полуавтомат является довольно сложным техническим агрегатом. Поэтому для того, чтобы заниматься его ремонтом своими руками в случае возникновения каких-либо неполадок, следует очень хорошо знать устройство и принцип работы как аппарата в целом, так и каждого отдельного элемента. И первым делом нужно уметь правильно определиться с дефектом и его причиной.

Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.


Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.
Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Если причина неисправности в плате управления, то испорченная деталь обязательно обнаружится.


В заключение можно заменить подозрительные элементы схемы и поменять термостойкое покрытие радиаторов охлаждения полупроводников.
Только хорошо отлаженное сварочное оборудование способно стабильно работать без серьёзных поломок. А несложные проблемы можно решить самостоятельно. Стоит отметить, что часто одни и те же неисправности со сварочным полуавтоматом могут возникнуть как по механическим, так и по электронным причинам. Именно поэтому диагностирование неисправностей и выявление их причин иногда может затянуться. Причём сам ремонт обычно занимает совсем немного времени.


Как отремонтировать?
Прежде чем начинать диагностику и ремонт сварочных полуавтоматов, следует позаботиться о мерах безопасности, необходимых при работе с электрооборудованием. Основное правило при этом – полное обесточивание аппарата с видимым разрывом соединения с источником электропитания. Кроме этого, необходимо подготовить инструменты для работы, в том числе аппаратуру для тестирования электронных деталей и расходный материал, например, изоляционную ленту, термопасту, имеющиеся запасные части и детали.
А также нужно быть готовым к возможным затратам по приобретению и других материалов и запчастей, так как заранее предусмотреть состояние неисправного аппарата крайне сложно.
Как уже упоминалось ранее, сначала следует заняться мероприятиями по диагностике и устранению возможных причин неисправностей в механической части оборудования. Для этого осматривается сварочный аппарат, очищаются и подтягиваются все контакты, болтовые и винтовые соединения, восстанавливается изоляция. Нужно понимать, что большинство проблем возникает из-за ослабленных и загрязнённых контактов в электрических соединениях. В этом кроются и перегревы оборудования, и нестабильная дуга или полное её отсутствие, и повышенное гудение аппарата.

К перегреву сварочного агрегата зачастую приводят нарушения его эксплуатации: превышение допустимых значений сварочного тока и времени беспрерывной работы. В результате этого быстро изнашиваются детали. Изношенные части оборудования следует своевременно заменить, а величину сварочного тока отрегулировать согласно инструкции.
Проблемы с механизмом подачи проволоки решаются в соответствии с причинами. Если стёрся канал или же он слишком узкий, то его полностью меняют на новый. Это выполняют так: новым каналом просто выталкивают неисправный. Выходит, что одновременно производится и демонтаж старого канала, и монтаж новой линии подачи проволоки. Только нужно подобрать подходящий канал (и по длине, и по диаметру), который внутри должен быть гладким.
Если неисправен натяжной механизм или стёрлись ролики, выполняется регулировка натяжения и замена роликов.
Ремонт регулятора величины сварочного тока заключается в разборке механизма, очистке его от пыли и грязи, извлечении посторонних предметов, подтяжке клемм и замене изоляции. Бывает, что регулятор не работает по причине выхода из зацепления стержня вращающейся ручки. В этом случае зацепление нужно восстановить.
Электронная плата управления очищается от пыли и загрязнений, неисправные детали заменяются на запасные или приобретённые в магазине электронных товаров и запчастей. При коротких замыканиях в катушках, кабеле, проводах, трансформаторе следует принять меры по изолированию оголённых участков обмоток (или полной замене неисправных элементов), кабельных жил и проводов.
Меры профилактики
Чтобы избежать многих поломок сварочного полуавтомата, ему необходим надлежащий уход и правильная эксплуатация. Аппарат нередко работает в тяжёлых условиях (повышенная влажность помещения, запылённость или задымлённость рабочей зоны, низкая или, наоборот, высокая температура воздуха, продолжительные сварочные работы с короткими паузами и так далее). Всё это приводит к уменьшению сроков безотказной работы агрегата.
Специалисты и производители сварочного оборудования рекомендуют оптимальные сроки проведения профилактических мероприятий с аппаратами, нацеленные на предупреждение наиболее распространённых неисправностей.
Необходимо не реже 1 раза в месяц производить технический осмотр всего оборудования, включая в это мероприятие не только выявление очевидных (или возможных) неисправностей или нарушений с оборудованием, но и следующие работы:
- обязательную очистку и подтяжку клеммных колодок, контактов, винтов и зажимов;
- замену подгоревшей изоляции проводов и кабелей;
- обдув воздухом или инертным газом под давлением внутренних и внешних устройств с целью удаления пыли и других сухих загрязнений;
- очистку нейтральным растворителем электронной платы управления;
- проверку правильности работы вентилятора и холодильников.

Кроме того, 1 раз в год агрегат следует полностью разобрать, тщательно очистить от любых загрязнений, произвести полную диагностику деталей с заменой ненадёжных или подозрительных элементов, а также очистить двигатель вентилятора и смазать его подшипники.
Но самой эффективной профилактической мерой будет являться выполнение всех предписанных производителем правил эксплуатации, ухода и хранения сварочного агрегата.
Как делать ремонт полавтоматического сварочного аппарата ТЕМП 059М смотрите далее.
Полуавтомат не протягивает проволоку

Полуавтомат не протягивает проволоку: в чем причины и что делать?
Если полуавтомат не протягивает проволоку или механизм подачи проволоки работает неисправно, то варить нельзя. В большинстве случаев проблему можно решить самостоятельно, без обращения к специалистам сервисного центра.
Перед тем, как искать неисправность, рекомендуется узнать об основных причинах, из-за которых полуавтомат может не протягивать проволоку. Их существует несколько.
Полуавтомат не протягивает проволоку — в чем могут быть причины
Очень часто случается так, что на полуавтомате не работает подача проволоки. Вроде бы и газ идёт, и реле щёлкает, а сварочная проволока не подаётся. Прежде чем проверять электродвигатель и диодный мост полуавтомата на исправность, рекомендуется присмотреться к другим причинам, возможно дело именно в них.

Слишком большой наконечник — если размеры наконечника не будут соответствовать диаметру сварочной проволоки, то, возможно прекращение её подачи. Кроме этого, из-за данной проблемы могут возникнуть проблемы с розжигом дуги, а сварной шов будет неровным и пористым. Поэтому в первую очередь нужно попробовать поменять наконечник под диаметр проволоки. Новый наконечник должен быть без сколов.
Грязная направляющая горелки — частой причиной тому, что полуавтомат не протягивает проволоку, является сильное загрязнение направляющей горелки. Следует прочистить направляющую и убедиться, что её размеры соответствуют диаметру используемой проволоки для сварки полуавтоматом.
Приводной ролик не имеет должного натяжения — если в полуавтомате не работает подача проволоки, то следует убедиться в том, что приводной ролик обеспечивает нормально натяжение. При недостаточном давлении сварочная проволока может прогорать и деформироваться.

Прокручивание кассеты в полуавтомате — также проблема может быть связана и с тем, что проволока просто соскочила с кассеты в результате её прокручивания. Нужно обязательно установить настраиваемый тормоз, который будет предотвращать появление данной проблемы в дальнейшем.
Проблемы с двигателем в полуавтомате
Более сложными проблемами, из-за которых может отсутствовать подача проволоки в полуавтомате, являются проблемы с электродвигателем. В полуавтоматах устанавливается электродвигатель на 12 либо 24 Вольта, так вот, в таком случае, если ничего вышесказанного не помогло, в первую очередь стоит проверить на исправность именно его.

Однако перед этим нужно проверить предохранитель в полуавтомате. Возможно, причина кроется именно в нем. Обычно предохранитель установлен на плате к двигателю. Ну а дальше все по порядку. Проверить следует транзистор, который отвечает за регулировку скорости вращения ротора. Самым простым способом является прозвонить транзистор.

Ну и нельзя обходить стороной также мелочи. Возможно, полуавтомат не протягивает проволоку по причине того, что в нем просто отвалился какой-нибудь разъем. Стоит внимательно всё осмотреть и перепроверить, прежде чем лезть дальше с разборкой.
Читайте также: