Сварочный полуавтомат потребляемая мощность
Обновлено: 19.05.2024
Без верного и наиболее точного расчёта потребляемой мощности сварочный аппарат из полнофункционального агрегата превратится в источник проблем. К ним относят выгорание проводки и электрики, повреждение счётчика, возможность возгорания и возникновения пожара.
Сколько киловатт потребляют разные виды?
Потребляемая мощность сварочных аппаратов – величина, приближённо определяемая простым умножением рабочего тока на напряжение сварочной дуги, минус потери на нагрев (с учётом КПД электроники агрегата). Бытовая сеть с одной фазой рассчитана на мощность, превышающую 3 киловатта в непрерывном режиме. Однако мощность более 3,5 кВт не может обеспечиваться непрерывно.
Традиционная схема – сварочный трансформатор – потребляет порядка 10 кВт электроэнергии ежечасно. Этот показатель соответствует прерывистой работе в режиме «минуту варим, минута – перерыв в работе». Старшее поколение технически подкованных людей помнит, как скакало напряжение по всей улице, когда кто-то из соседей занимался сваркой: оно падало во время сварки с 220 до 180-200 вольт.


Но уличные кабели с площадью сечения в 10 мм2 выдержат ток сварочной дуги до сотен ампер, чего не скажешь о межквартирной или внутридомовой проводке. Потери электричества на трансформаторе при электросварке переменным током могут достигать 40%. Соответственно, КПД сварочного трансформатора опускается до 60%, когда сварщик варит много мощных металлоконструкций по несколько часов без перерыва.
Сварочный инвертор, ставший наиболее популярным, вписывается в требования квартирной однофазной линии. Он работает с напряжением сварочной дуги от 25, а не 41 вольт, как сварочный трансформатор. С учётом потерь и КПД импульсных схем, достигающих 90%, ток при 220 вольтах, равный 16 амперам, указанным на предохранителях-автоматах, при напряжении от 25 В достигнет порядка 120 А, минус потери на нагрев силовой электроники и работу охлаждающего вентилятора. Тока в 120 А хватит, чтобы сварить детали толщиной в 4-5 мм, используя электрод со стержнем диаметром в 3-3,2 мм.
Опытный сварщик помнит, что напряжение дуги ниже 20 В может не позволить её зажечь. Либо дуга загорится, но тут же погаснет. Возможно частое «чирканье» – по сути, короткое замыкание: искра приплавляет электрод к детали. Из-за приваривания электрода к свариваемой поверхности его нередко отрывают до нескольких секунд, особенно когда выходную цепь закоротило на большом токе, а электрод слишком толст.
Если напряжения не хватает, а ток близок к максимальному, указанному на регуляторе аппарата, такие замыкания вредны: полупроводниковые силовые элементы быстро нагреваются. Кулер (вентилятор) не успевает охлаждать всю систему, происходит тепловой пробой. Сварочник отправляется на капремонт в сервисный центр.


Как рассчитать потребление?
Расчёт потребления сварочника начинается с напряжения дуги, равное 20 единицам, прибавляемым к сварочному току, умноженному на 4%. Эта формула – константа, и другого пути для импульсной сварки на постоянном токе не существует. Нетрудно прикинуть, что для тока в 120 А пользователь получит 24,8 В. Разделив 220 В на 24,8, получаем 8,87. С учётом потерь порядка 5-10% округляем полученную величину в меньшую сторону – до 8. Ток в 16 А, указанный на автомате, берём не максимальным, а несколько меньшим – 15, и умножаем его на эти 8 единиц. Выходит, что для относительно безопасной сварки с перерывами (10 минут варим, 10-30 минут – перерыв) получили рабочий сварочный ток в 120 А при потребляемой мощности в 3,5 кВт/ч от сети 220 вольт. Пересчёт потребляемых киловатт берётся с расчётом на суммарное фактическое время горения сварочной дуги. Предположим, работа в общем отняла 3 часа – реально же сварщик варил, скажем, час с небольшим.
Если запас мощности инверторного агрегата позволяет (берётся полупрофессиональная модель на сварочный ток в 250-300 А), то можно, выставив 100-120 А на регуляторе, работать непрерывно по нескольку часов. Дело в том, что мощная силовая электроника нагревается меньше – в лучшем случае охлаждаемый радиатор будет тёплый, а не как кипяток, что обеспечит долговечность и надёжность аппарата. Структура полупроводника (силовых диодов и транзисторных ключей) не так быстро теряет оптимальные рабочие параметры. А значит, в преждевременной замене эти детали не нуждаются.
В целях безопасности на корпусе инверторных аппаратов печатается таблица соответствия толщины свариваемой стали диаметру электрода и рабочему току.
Мощность сварочного аппарата
Сварочный аппарат является незаменимым инструментом в любой мастерской. Многообразие конструкций может поставить в тупик мастера-новичка. Аппараты различаются по типу преобразователя, виду тока, параметрам регулятора и по мощности. Одним из ключевых параметров является именно мощность. Чтобы понять, на что она влияет и как определяется, надо рассмотреть основные понятия.


На что влияет?
В первую очередь мощность сварочного аппарата влияет на возможность работы электродами большого диаметра. Это позволяет производить сварку массивных деталей, в том числе листовых материалов толщиной более 3 мм. Кроме того, работа сварочника на пределе мощности приводит к перегреву. После непродолжительной работы маломощный аппарат потребует перерыва для охлаждения. В то же время агрегат, имеющий запас мощности, может длительное время работать без остановки.
С другой стороны, бытовые аппараты ограничены мощностью, которую может отдавать бытовая электросеть 220 вольт. При подключении мощного аппарата в обычную розетку в лучшем случае «выбьет» автомат защиты в электрощитке, в худшем — может оплавиться сама розетка или даже возникнуть пожар. Большинство современных сварочных аппаратов построены по «инверторной схеме». Это означает, что в их схеме переменный ток бытовой электросети сперва преобразуется в постоянный. Для этого используются мощные диоды. Пульсации сглаживаются конденсатором.
В цепи постоянного тока работает электронный регулятор, который управляется специальной схемой. Она контролирует фактический ток в цепи сварки и поддерживает его в установленных пределах. После этого постоянный ток ещё раз преобразуется в переменный («инвертируется»), и уже затем напряжение понижается до необходимого для сварки. На выходе стоят цепи контроля, измеряющие фактический ток в дуге и напряжение на электродах. Кроме того, схема управления может работать с током по особому алгоритму.
Такая конструкция позволяет достичь сразу нескольких целей:
- понижающий трансформатор становится компактнее и легче;
- электронный регулятор может более точно отслеживать и поддерживать параметры сварки;
- использование электронного регулятора позволяет не только регулировать мощность, но и задействовать специальные режимы сварки;
- автоматика регулятора позволяет реализовать такой сервисный режим, как «неприлипание электрода»;
- параметры сварки перестают зависеть от напряжения электросети.


Стандартные параметры
Последний пункт в преимуществах инверторных аппаратов может показаться неочевидным. Проблема в том, что в электросетях стандартные параметры напряжения практически никогда не соблюдаются. Например, бытовые электросети формально рассчитаны на подачу напряжения 220 В. При этом правилами допускается напряжение от 210 до 235 В. Фактически же оно может оказаться как 190 В, так и 250 В.
Маломощный сварочный аппарат может включаться прямо в бытовую розетку. При этом можно не опасаться превышения допустимой потребляемой мощности. Мощный профессиональный аппарат тоже можно запитать от бытовой розетки и нормально работать с ним.
Но при ошибочном превышении фактического тока сварки (например, при работе электродом большого диаметра) может быть превышен предельный ток, допустимый в цепях 220 вольт.
Как определить мощность?
Для того чтобы определить необходимую мощность сварочного аппарата, необходимо знать потребный сварочный ток и коэффициент мощности. Напряжение стабильно горящей дуги для большинства применений мало отличается, и стандартным считается значение 24 В. Величина потребного тока дуги зависит от толщины свариваемого материала, точнее, диаметра электрода. Маломощные аппараты позволяют использовать электроды диаметром до 3 мм — это означает потребный ток 160 А. Аппараты для профессионального применения подразумевают работу с электродами диаметром до 6 мм. Это означает величину тока 220 А.
Второй параметр в расчёте — коэффициент мощности. В электроэнергетике он обычно является синонимом «косинуса фи». Но в случае расчёта мощности сварочного аппарат имеет совершенно иной смысл и вычисляется по определённой формуле. Чтобы узнать коэффициент мощности сварочника, необходимо знать предельно допустимое время его непрерывной работы на максимальном токе и время, необходимое для перерыва на охлаждение. Отношение времени непрерывной сварки к длительности полного цикла (работа + охлаждение) в данном случае называется коэффициент мощности сварочного аппарата.
Для дешёвых бытовых инверторов коэффициент составляет около 0,5. Профессиональные сварочные аппараты имеют коэффициент мощности от 0,6 до 0,75. Промышленные сварочные установки обладают коэффициентом мощности от 0,8 до 0,97. Для определения предельной потребляемой мощности необходимо также знать КПД аппарата. Трансформаторные сварочные агрегаты имеют КПД от 0,9 до 0,98. Аппараты, построенные по инверторной схеме, имеют КПД от 0,7 до 0,85. При этом маломощный бытовой инвертор вряд ли будет иметь КПД выше 0,65.
Кроме того, на КПД влияет длина сварочных проводов. На проводах длиннее 5 метров падение напряжения может достигать 5–10 вольт, что снижает общий КПД аппарата до 0,45.
Как выбрать сварочный полуавтомат
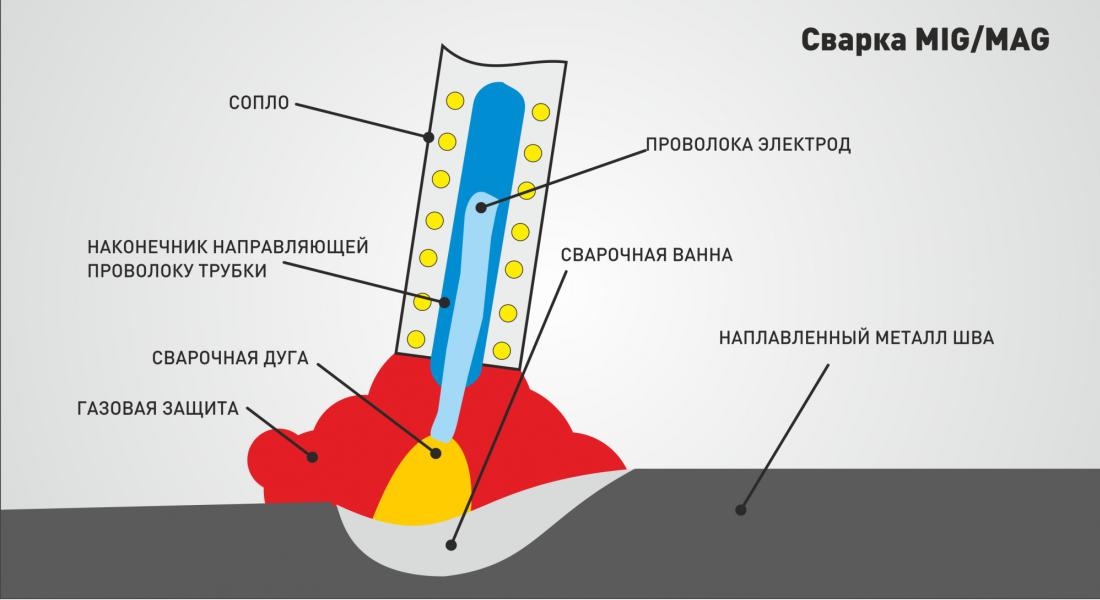
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки

Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием - это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% - следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
- Многофункциональность и гибкость настроек.
- Компактные размеры.
- Нет режима TIG AC для сварки легких сплавов.
- Высокая цена.
- Сварог PRO MIG 200 SYNERGY (N229) - макс. ток сварки 200 А, мощность 9 кВA
- Сварог PRO MIG 160 SYNERGY (N227) - макс. ток сварки 160 А, мощность 7.1 кВA

Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
AuroraPRO Speedway 200
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
- Использование больших бухт проволоки.
- Мощный механизм протяжки.
- Возможность работы с проволокой 1,2 мм.

Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
FoxWeld INVERMIG 200 COMPACT
«Крупнокатушечный» полуавтомат (что забавно при наличии приставки «Компакт» в названии – да и весит он более 23 кг) мы выбрали именно в этой модификации, поскольку тут нет нужды брать модель с «запасом» по току – ПВ составляет 100%, что очень даже хорошо для аппарата, не отнесенного даже маркетологами производителя к классу выше «бытового». Впрочем, эту «бытовость» мы не можем записать в минусы – на практике этот полуавтомат хорош если не для автосервиса или работ на выезде (тут никакущая транспортабельность точно в минус), то для сварочного поста точно подойдет. Впрочем, чуть дороже можно купить и версию без приставки «Компакт» - она габаритнее из-за закрытой катушки, зато стоит на колесиках и легко может перемещаться по помещению.
При работе с проволокой аппарат, как нетрудно догадаться по маркировке, может выдавать ток до 200 А. Если же Вам по какой-то причине понадобится поработать со штучным электродом, то учтите: в этом случае максимальный ток – только 160 А. Объем регулировок базовый: напряжение дуги (в пределах от 15,5 до 24 В), скорость протяжки (в режиме ММА этот же регулятор настраивает ток дуги), индуктивность. Причем нужно также выбрать и диаметр проволоки отдельным двухпозиционным переключателем – 0,8 или 1,0 мм. Аппарат, в общем-то, может работать и с 1,2-миллиметровой проволокой, в этом случае инструкция указывает переключаться все равно в режим «1,0». Предусмотрена 36-вольтовая розетка для подогрева. Индикация тока и напряжения – цифровая (ток, естественно, видно только в процессе сварки). Предусмотрена смена полярности, как и у большинства полуавтоматов, куда «бонусом» добавили возможность работы со штучным электродом – на лицевой панели.
Однако при покупке нужно учесть один нюанс: энергопотребление у аппарата приличное, но при этом одновременно он имеет не самый низкий рабочий предел напряжения питания. Проще говоря, аппарат излишне чувствителен к просадкам напряжения, которые в слабой сети сам же и будет вызывать. Конечно, понятно, что сварочному посту нужно мощное энергоснабжение – но не всегда, увы, это получается сделать.
Типы сварочных инверторов и расчет их мощности

Оборудование
Мощность сварочного аппарата – это одна из основных характеристик, на которые необходимо обращать внимание при его выборе.
Чтобы лучше разобраться во всех тонкостях, связанных со сварочными устройствами и понять основные моменты для расчета данного параметра, необходимо прояснить несколько важных аспектов. Информацию будет полезно знать всем тем, кто занимается сваркой.
Основные типы сварочных аппаратов

Устройство инвертора для сварки.
Инверторные сварочные аппараты подразделяются на три категории:
- бытовые;
- полупрофессиональные;
- профессиональные.
Отмеченное разделение выполнено, в первую очередь, исходя из области и частоты использования устройства. Чтобы понять, какой нужен аппарат для сварки, необходимо определиться с условиями его применения.
Бытовые рассчитаны на непродолжительное время работы. Использовать подобные приборы для постоянной и длительной сварки не представляется возможным. Уже после 5-10 минут использования аппарату необходимо дать «отдохнуть» в течение такого же, а иногда большего, промежутка времени.
В то же время возможность подключения подобного инвертора в бытовую однофазную сеть делает его весьма удобным для использования в домашних целях. Для быстрой сварки металлических конструкций на даче или для домашней работы не столь критично, сколько сварочный инвертор сделает перерывов.
Инверторы полупрофессионального класса способны функционировать дольше, что достигается благодаря особенностям их конструкции. Подобные устройства используют при ремонте труб, изготовлении каркасов и металлоконструкций. Питаются они, как правило, от трехфазной сети.
Аппараты профессионального класса способны работать без перерыва на протяжении суток. Их сварочный ток может достигать 500 ампер. Это значит, что потребляемая мощность сварочного инвертора подобного типа будет наибольшей.
Все бытовые, некоторые полупрофессиональные и профессиональные аппараты способны питаться от сети 220 вольт. В то же время не стоит забывать, что ток электросети не может превышать 160 ампер.
Приобретая инвертор необходимо заранее рассчитывать, какая мощность ему необходима и какой ток он будет потреблять.
Подключение устройства с более высокими показателями может привести к выключению автомата, либо к выгоранию контактов розетки, так как оборудование рассчитано на большее количество киловатт.
Итак, на что же следует обращать внимание при выборе бытового инвертора? В первую очередь на сварочный ток, характеристика которого указывается производителем в паспорте или руководстве к прибору.
Данный критерий показывает при каком токе будет обеспечена нормальная работа инвертора без перегрузок, с учетом продолжительной нагрузки. Конечно лучше отдать предпочтение аппаратам с запасом по мощности на 30-50% к показателю рабочего тока.

Зависимость сварочного тока от толщины металла и диаметра электрода.
В обычной городской электросети часто бывают скачки напряжения. Как правило, такие перепады происходят в обе стороны на 15-20 % от номинального значения в 220 вольт.
Обычно бытовые и профессиональные инверторы не столь чувствительны к подобным скачкам. Даже при их наличии они способны эффективно работать.
Однако во время подключении к генератору колебания могут быть существенно больше. В связи с этим лучше выбрать сварочный аппарат с защитой от перепадов напряжения.
Последний, но не менее важный фактор – цена. Купить недорогой инвертор с необходимыми параметрами – задача непростая. Это связано с тем, что некоторые производители указывают ложные характеристики в паспортах устройств.
Проверить все параметры приборов непосредственно при покупке достаточно сложно, даже при наличии в аппаратах цифровых дисплеев. Даже они могут выводить неправильную информацию и ввести покупателя в заблуждение.
Расчет мощности аппарата
Перед тем, как приступать к расчету мощности аппарата, необходимо знать следующие параметры:
- диапазон входного напряжения и сварочного тока;
- напряжение сварочной дуги;
- КПД конкретного прибора;
- продолжительность включения;
- коэффициент мощности.
Интервал сварочного тока показывает, при каких параметрах сети можно работать. Это связано с тем, что на самом деле в бытовых электросетях не наблюдается заявленных 220 вольт. Иногда напряжение может быть меньше 200 В, а иногда – существенно превышать 220 В.
При подключении сварочного аппарата к электросети может наблюдаться падение напряжения на 5-10 процентов от номинального значения.

Принципиальная схема регулятора тока.
В связи с этим целесообразно обратить внимание на модели, для которых заявлен рабочий интервал от 150-170 до 220-250 вольт. Именно такие устройства способны обеспечить лучшие показатели мощности.
Диапазон сварочного тока определяет его наибольшее и наименьшее значение. От данной характеристики напрямую зависит мощность инвертора. Для бытовых моделей минимальные значения могут варьироваться от 10 до 50 А, а максимальные – от 100 до 160 А.
Напряжение выходного тока или напряжение сварочной дуги варьируется в интервале 20-30 В для дешевых моделей. КПД у приборов с максимальным током в 160 А обычно не превышает 0,85%.
Одной из важных характеристик инвертора является продолжительность включения. Данный параметр фактически свидетельствует о том, насколько качественно то или иное устройство. Смысл критерия сводится к соотношению времени работы к «отдыху».
Например, если данный показатель составляет 50%, то на каждые пять минут работы устройство должно охлаждаться такой же промежуток времени. Таким образом, чем ниже этот параметр, тем длиннее будут перерывы.
Высокий процент наоборот свидетельствует о том, что прибор можно использовать продолжительный период времени без перерывов.
Коэффициент мощности сварочного инвертора напрямую зависит от продолжительности включения. Расчет для определения данной характеристики определяется из соотношения времени непрерывной работы к общему времени.
Давайте рассмотрим все на простом примере. Рассчитаем мощность инверторного аппарата для сварки, проработавшего 4 минуты до срабатывания защиты. Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Итак, чтобы узнать какой коэффициент у данного устройства, необходимо три разделить на пять – общее время работы, и умножить на сто. Получаем искомую величину. Для бытового мини варианта и полупрофессионального оборудования коэффициент не превышает 0,6-0,7.

Таблица характеристик сварочного аппарата.
Допустим, имеется прибор, для которого необходимо электроснабжение 160-220 В, а его максимальный ток равен 160 ампер при напряжении дуги 23 вольта. Пусть коэффициент полезного действия такого прибора составляет 0,89, а ПВ 60%.
Перечисленных выше параметров вполне достаточно для расчета потребляемой мощности. Необходимо умножить ток на напряжение дуги и разделить все это на КПД. В результате получиться 4135 Ватт.
Данное значение показывает мощность, потребляемую непосредственно во время работы. Однако, как уже было сказано ранее, необходимо учитывать также и продолжительность включения. Чтобы это сделать, нужно 4135 умножить на 0,6. Получится 2481.
Данная величина является средней мощностью. Она считается наиболее актуальной и правильной при определении расхода электроэнергии.
Подобный подход наиболее приближен к действительности. Ведь очень редко можно встретить ситуацию, когда инвертор работал бы сутками напролет без перерывов. Паузы и задержки случаются всегда, без них просто не обойтись.
Стоит хотя бы учесть время, необходимое для смены электродов или для подготовки деталей к сварке.
Таблица мощности
Выбирая сварочный инвертор необходимо принимать во внимание и другие факторы, кроме потребляемых кВт. Особенно это касается профессиональных моделей. К ним предъявляются более высокие запросы, чем к бытовым версиям.

Необходимая мощность инвертора для сварки разных металлов.
Необходимо учитывать толщину свариваемых материалов. От данного критерия будет также зависеть и мощность инверторного сварочного аппарата и толщина электродов. Необходимые параметры приведены в таблице ниже.
Она существенно упрощает расчет потребляемой мощности в зависимости от условий работы. Кроме того данная таблица пригодится новичкам, которые нередко задаются вопросом о выборе электрода правильного диаметра.
| Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм |
| 1,5 | 30-50 | 2 |
| 2 | 45-80 | 2,5 |
| 3 | 90-130 | 3 |
| 4 | 120-160 | 3 |
| 5 | 130-180 | 4 |
| 8 | 140-200 | 4 |
| 10 | 150-220 | 4-5 |
| 15 и более | 160-320 | 4-6 |
Интенсивность и объем работ – критерий, по которому выбирают прибор с определенной продолжительностью включения. Как уже было описано выше, данный параметр показывает, какую продолжительность времени устройство сможет работать с проволокой определенной толщины при заданных режимах.
Условия эксплуатации инвертора определяют класс его защиты. Если использовать прибор предстоит в помещении, тогда достаточно будет сертификации по IP21, а вот в случае эксплуатации на улице, когда температура понижена или присутствует высокая влажность, понадобится защита класса IP21.

Принципиальная схема сварочного инвертора.
Что касается сети питания, то бытовые аппараты можно включать и в обычную розетку. Профессиональные инверторы работают, как правило, от трехфазной сети с напряжением 380 вольт.
Помимо приведенных выше критериев необходимо также обращать внимание и на дополнительные параметры. Функциональность инвертора может существенно упростить выполнение определенных операций.
Например форсаж дуги за счет оптимизации силы тока предотвратит залипание. Горячий старт позволяет быстро зажечь дугу. Антизалипание отключает инвертор в случае залипания электрода.
Наличие дисплея у аппарата никогда не будет лишним. На нем могут отображаться рабочие режимы, что значительно упрощает эксплуатацию прибора.
В некоторых устройствах присутствует возможность переключения на аргонодуговую сварку одним касанием. Такие инверторы являются наиболее универсальными и позволяют решать широкий спектр задач.
В данной статье описано, какими параметрами режима работы инвертора определяется мощность, показано, что на нее влияет напряжение сварочной дуги, сила тока, продолжительность включения и т.д.
Кроме того рассмотрены различные классы сварочных аппаратов, а также их особенности и отличия. Данный материал, однозначно, будет полезен начинающим сварщикам, которые еще только думают над приобретением сварочного аппарата.
Читайте также:
- Укажите порядок действий перед возбуждением дуги и началом механизированной сварки в защитном газе
- Режимы сварки газовой сварки
- Измерительный контроль подготовки кромок деталей под сварку производится с помощью
- Точечная сварка для аккумуляторов из инвертора
- Feed wire slowly на сварочном аппарате перевод