Сварочный полуавтомат с аргоном
Обновлено: 19.05.2024
Нержавеющая сталь из-за содержащихся в ней химических элементов (например, хрома) слабо подвержена коррозийному воздействию окружающей среды. Однако такие свойства данного металла требуют тщательного подхода к процессу его сварки, что выражается в тонкостях подбора присадочных материалов, с помощью которых производится сварочный процесс.
Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью. В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.

Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Выбор газа
Полуавтоматическая сварка без использования защитного газа возможна только в том случае, если речь идет об использовании присадочной порошковой проволоки. В этом случае защита шва создается из порошка, которым покрыта проволока, что исключает попадание воздуха в сварочный шов.
Если же сварка происходит с использованием проволоки, изготовленной без специального покрытия, то возникает необходимость выбора специального защитного газа, который также защитит сварочный шов от попадания воздуха.
Для сварки нержавейки в настоящее время могут быть использованы два газа:
Опытные сварщики используют для данного вида сварки специальную смесь, в которой соединены аргон и углекислый газ. Наиболее распространенным процентным соотношением таких газов является: 98% аргона, 2% углекислого газа.
Однако каждый сварщик в зависимости от своего опыта работы, предпочтений и технологических требований к качеству и внешнему виду шва подбирает параметры смеси по-своему. Главным условием при этом является обеспечение максимальной защиты сварочной зоны.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Все основные режимы сварки можно увидеть в таблице.

Особенности процесса
Нержавеющая сталь устойчива к коррозионным поражениям, в результате чего ее прочность сохраняется достаточно длительное время. Однако легирование нержавейки, из-за чего она приобретает такое свойство, негативным образом сказывается на другом аспекте – процесс сварки становится существенно затрудненным из-за наличия в химическом составе этого металла легирующих химических элементов, в первую очередь, хрома. В результате снижается теплопроводность металла, что вызывает (при несоблюдении технологии) перегрев металла с последующим его прожогом, а также выгорание хрома, из-за чего снижается устойчивость детали к коррозии в месте сварного стыка.
Детали из нержавеющей стали имеют очень большой коэффициент теплового расширения, в результате чего сварной шов и металл вокруг него может подвергнуться растрескиванию. Избежать этого можно только одним способом: оставить широкий зазор между деталями.
У нержавеющей стали есть еще одна негативная особенность – она имеет очень высокое электрическое сопротивление, что вызывает постоянный перегрев электродов и, как результат, ухудшение качества шва. По этой причине опытные сварщики обрезают электроды настолько, насколько это возможно, чтобы успеть использовать их до момента перегрева.
Технология сварки
Как и в любом другом виде сварки, технология сварки нержавейки полуавтоматом с использованием защитного газа осуществляется в три больших этапа:
- подготовительный этап, на котором происходит механическая зачистка деталей и их обезжиривание, а также их нагрев до температуры выше ста градусов с целью полного удаления из потенциальной сварочной зоны каких-либо остатков влаги;
- основной этап, на котором осуществляется весь сварочный процесс;
- этап завершающих работ, где определяется качество сварного соединения и наличие необходимости проводить такие работы повторно.
В целом для сварки нержавейки с использованием защитных газов применимы три основных способа:
- способ с использованием короткой дуги, который можно применять только при сварке изделий с небольшой толщиной свариваемых деталей;
- способ со струйным переносом, который можно использовать в случае сварки деталей с большой толщиной;
- импульсный способ, который является наиболее универсальным и может быть использован на любых видах деталей и позволяет достичь высокого уровня производительности со сравнительно небольшими (по отношению к другим способам) затратами ресурсов.
Сама технология сварки выглядит следующим образом:
- сварочный ток подается только с обратной полярностью;
- сварочная горелка должна быть расположена таким образом, чтобы она могла обеспечить необходимую по технологии глубину провара металла и требуемую ширину шва. Угол пространственного расположения горелки составляет не более одиннадцати часов по отношению к свариваемым деталям;
- проволока должна выходить из подающего механизма не более, чем на 12 мм, в противном случае, есть риск ухудшения качества шва из-за попадания лишних элементов в сам шов с проволоки, а также из-за ее перегрева;
- с целью сохранения высокого качества шва необходимо установить грамотный расход защитного газа. Универсальные показатели находятся в диапазоне от 6 до 12 кубометров в час, однако, каждый сварщик устанавливает данные значения в зависимости от своего опыта и имеющихся требований к осуществлению технологии;
- перед началом сварочного процесса необходимо подготовить установку для удаления влаги из защитного газа. Это осуществляется путем заправки осушителя прокаленным в течение не менее двадцати минут при температуре 200 градусов медным купоросом;
- так как металл даже при полном соблюдении всей технологии может быть подвержен разбрызгиванию, прилегающую к сварному шву территорию детали необходимо обработать с помощью мела, растворенного в воде;
- при формировании сварного шва необходимо отступить от края детали на расстояние, равное примерно 5 мм, что позволит избежать трещин с содержанием водорода в их полостях;
- весь шов формируется посредством плавного движения электрода вдоль шва без допуска поперечных колебаний с целью исключения выхода расплавленного металла за пределы защитной среды.
Кроме того, есть также несколько общих правил, которые должны быть соблюдены вне зависимости от того, идет ли речь о сварке нержавейки в среде углекислого газа, смеси газов или в среде аргона:
- корпус горелки необходимо располагать под противоположным углом к направлению шва. Это позволит обеспечить максимальный обзор формируемого шва и исключить смещение сварочной ванны;
- сопло горелки, при условии, что защитный газ и проволока подаются через него одновременно, должно располагаться на высоте не более 12 мм от сварочного стыка: это позволит избежать излишней подачи проволоки и ее перегрева;
- проволока, которая была расплавлена в процессе горения электрической дуги, в шов может подаваться только каплями, что позволит избежать лишнего наплавления материала и снизит риск внутреннего разрушения шва в процессе его остывания.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
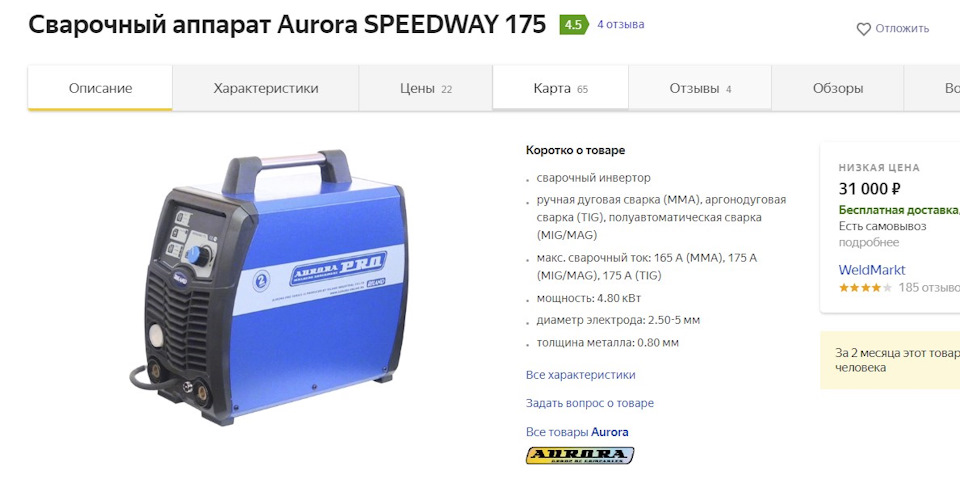
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Дуговая полуавтоматическая сварка аргоном: принцип и особенности работы, необходимое оборудование и технология процесса
Электродуговая сварка в аргоновой среде (АДС) производится для защиты места соединения от влияния воздуха. АДС полуавтоматом освобождает сварщика от подачи электрода и имеет другие технические особенные свойства, которые и делают ее востребованной.
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
Схема полуавтоматической сварки в среде аргона
Особенности сварки
Особенности сварки в среде аргона заключаются в следующем:
- Защищает сварной шов от окисления.
- Аргон – инертный газ. Он не вступает в реакцию металлом.
- Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами.
- Благодаря среде аргона, такой метод дает более прочный сварной шов.
Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
Технология
- Сварочный полуавтомат для работы в среде защитного газа. Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей. Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
- Аргон в баллоне с редуктором.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-300 0 С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.
Как варить алюминий полуавтоматом? Технология сварки с использованием защитного газа и присадочного материала
На поверхности алюминия всегда образуется оксидная плёнка, её нужно удалять, иначе варить металл будет крайне сложно, а полученная деталь будет низкого качества.
Чаще всего полуавтомат используют, когда нужно что-то наплавить или закрыть зазор.
У алюминия высокая теплопроводность, а работать с ним нужно при низких температурах.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы — максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ — аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат — высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Техника безопасности при работе
Обязательно нужно соблюдать меры безопасности во время сварочного процесса:
- проверить технику и целостность электрических проводов перед работой;
- работать в специальной защитной одежде и маске;
- не варить на открытом воздухе под дождём;
- если процесс сварки идёт с защитным газом, отодвинуть баллоны минимум на 5 метров от места сварки.
Читайте также: