Сварочный полуавтомат своими руками от саныча
Обновлено: 17.05.2024
Саныч, меня смутило то, что на трансформаторе 16 кв.мм, а на дросселе - 8. На вашем ПА дроссель не сильно греется?
Николай, др. намотан той-же шинкой, что и вторичка, без
зазора в магнитопроводе и ни сколоко не греется. Удачи!
Саныч добрый вечер!А можно поподробнее о контакторе что с чем он соединяет?Заранее спасибо!
Контактор К1, через контакты К1.1, подаёт питание 220в. на силовой трансформатор.
Тем самым обеспечивает вкл. горелки только в момент сварки. Одновременно
срабатывает клапан подачи газа. Схемы задержки, поверьте, лишь «утяжелят»
Добрый день!хотелось бы по данной схеме повторить данное устройство,НО я не понимаю схему откуда кусок внизу не могли бы вы изобразить схему для меня "деревянного" так как несовсем силен в данном направлении? и интересует впара вопросов:
1 можно ли подобрать трансформатор уже готовый чтоб ничего не перематывать и аналогично дроссель,если невозможно то какие брать с минимальными изменениями?
2как осушествяется регулировка тока и скорости ?
3 где выводы на массу и на горелку?
саныч скажите пжста сколько ушло шинки в метрах.Хотябы примерно.
Саныч здравствуйте!скажите если схема будет без контактора и трансформатор будет всегда под напряжением,какие минусы такого облегчения схемы
Каким сечением идет провод в кишке от полуавтомата к горелке? Варить буду проволкой 0,8мм!
скажите саныч,у меня вопрос такой,заводской полуавтомат,подача проволки отказала,предохранитель меняю,моторчик дымит,пламя такое что щетки горят,на аккамулятор подсоединяю работает хорошо как должен,диоды проверяю,вроде работают,не пойму в чем дело,а без сварки робота встала
Добрый день!хотелось бы по данной схеме повторить данное устройство,НО я не понимаю схему откуда кусок внизу не могли бы вы изобразить схему для меня «деревянного» так как несовсем силен в данном направлении? и интересует впара вопросов:
1 можно ли подобрать трансформатор уже готовый чтоб ничего не перематывать и аналогично дроссель,если невозможно то какие брать с минимальными изменениями?
2как осушествяется регулировка тока и скорости ?
3 где выводы на массу и на горелку?
НЕ расхотелось еще? Странно почему аффтар не отвечает на вопросы страждущих истины. Нижний кусок схемы - это собственно сам сварочный трансформатор с регулировкой сварочного тока по первичной обмотке. Наклонной чертой на выходе изображен электрод - этот вывод подсоединяется к горелке, нижний вывод, тот что подключен к дросселю, соединяется обратным проводом с изделием. Если мотать ничего не хочется, а особенно не из чего, лучше купить готовый сварочный трансформатор они сейчас не особенно то и дорогие. Верхняя часть схемы - это обычный регулируемый стабилизатор напряжения для регулировки оборотов двигателя подачи проволоки, подключается к отдельному трансформатору с подходящим напряжением на выходе и достаточной мощности (либо к простейшему автомобильному зарядному).
Объясните, пожалуйста, поподробнее, как вы складывали железо?"Для трансформатора я использовал четыре сложенных вместе сердечника от ТС-270", заранее благодарен.
Сварочный полуавтомат от Саныча.
да проваривает даже жгёт, на этой ступени у меня даже тройкой электродом варит.я вот думаю не проше взять (у меня ешё есть сварочник вторичка выдаёт 36V сечение примерно 12мм2) и поставить балластник должно я думаю и дуга хорошо поджигаться и ток регулируеш спокойно ка тебе надо.
Потомучто мне кажется регулировкой по первички не добьёшся такой регулировки тока как через балласт.
DIMON
Для полуавтомата баласником не пойдет. Судя по провалу напряжения у вас ВАХ падающая.
Попробуйте сделать регулировку от 27 до 38 вольт.
а регулировку луче зделать по вторичке отводы или всётаки по первичке подбирать.
DIMON
Давайте так. Раз на ступени в 41 вольт у вас жгет дыры, то примите за максимальное напряжение вторички 38 вольт, а минимальное 26 вольт.
Далее..
Отматываем первичку до 160 витка, это будет максимальная ступень.
160/220 = 0,727 витка на вольт.
38*0,727 = 28 витков вторичка.
Шаг 2 вольта..
W1с1=(220*28)/38 = 160 витков
W1с2=(220*28)/36 = 171 виток
W1с3=(220*28)/34 = 181 виток
W1с4=(220*28)/32 = 192 витка
W1с5=(220*28)/30 = 205 витков
W1с6=(220*28)/28 = 220 витков
W1с7=(220*38)/26 = 237 витков
Также можно сделать во вторичке отводы 26 витков, 28 витков (номинальная) и 30 витков. Потом подберете какой из отводов вторички более пригоден для ваших условий работы.
большое спасибо за расчёты буду пробовать.
DIMON
Когда перемотаете и все заработает, то не обязательно использовать все 7 ступеней в первичке. Определитесь какие более менее для вас удобны, а остальные можно просто не подключать. Хотя лучше задействовать все 7 ступеней.
И про отводы на вторичке не забудьте.
Потом отпишитесь.
DIMON
Добрый вечер admin , перемотал транс осм-1, первичка 250 витков отводы от 160 ,200,250 ,вторичка 26 витков шиной 8мм2. напряжение на вторички после диодов 160-41V200-27V 250-19V. хх транса не мерял нечем пока.
Так, стоп.. Как у вас может быть на ступени 160 витков при 26 витках вторички 41 вольт на вторичке?
При 28 витках на ступени первички 160 витков у вас должно быть 38 вольт.
Что то вы не так мне написали.
DIMON
Скорей всего реально у вас первая ступень не 160 витков.
Можно легко посчитать. Намотаете сейчас 10 витков тонкого провода на сердечник (видно что место есть).
Замерьте напряжение на этой обмотки на ступени 160 витков. И в это же время замерьте напряжение в сети.
К примеру на вторичке 18 вольт, а в сети 225 вольт.
Значит 10/18 = 0,555 витка на вольт.
225*0,555 = 124 витка.
То есть у вас первая ступень не 160 витков (как вы думаете, возможно ошиблись), а 124 витка.
Если это так, то придется пересчитать, иначе мой расчет будет не верный.
Да вы правы на 160 витке 38V-36v мультик то одно покажет то другое (мерял без диодов).Напруга в сети 230V.
Домотал отдельную обмотку но только 7витков(больше провода нету под руками)
замерил на включёном 160 витке покозало 9V.
DIMON
Нужно замерять одновременно в сети и на вторичке, тогда расчет будет точным. Также напряжение вторички не округлять.
можно ли использовать дч 251-160 вместо дл 161-200
Когда перемотаете и все заработает, то не обязательно использовать все 7 ступеней в первичке. Определитесь какие более менее для вас удобны, а остальные можно просто не подключать. Хотя лучше задействовать все 7 ступеней.
И про отводы на вторичке не забудьте.
Потом отпишитесь.
Добрый вечер наконецто перемотал транс вторичку зделал 20мм2 алюминий.и переделал отпайки по первичке,вроде стал более менее варить.
Напряжение дуги 1пположение-15v . 2-17v. 3-19v. 4-22v 5-27v.
Потом намотал дроссель на тс-270 темже проводом что и вторичка.витков около 27-30, зазор магнитопровода 2мм.Мотал на одном керне но ДРОССЕЛЬ почемуто очень сильно греется непойму в чём может быть причина.
и ешё когда сматывал катушку тс-270 первую обмотку оставил,чтоб её использовать для подмагничивания дросселя.поверх этой обмотки намотал силовую обмотку.
при сварке подключал обмотку подмагничивания через диодный мост но особово эффекта от этого не почувствовал.
Как изготовить полуавтомат из инвертора своими руками
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.

Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.

Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
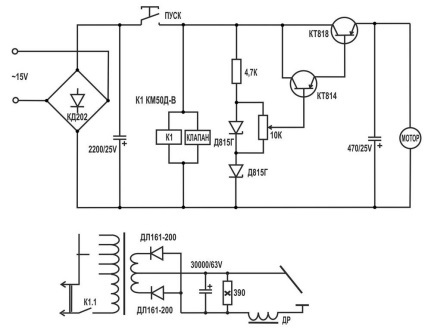
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм 2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
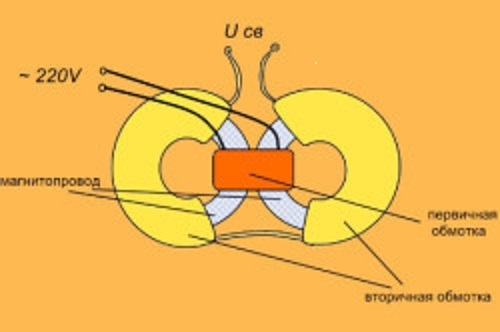
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0 С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.

Протяжной механизм в сборе
Горелка
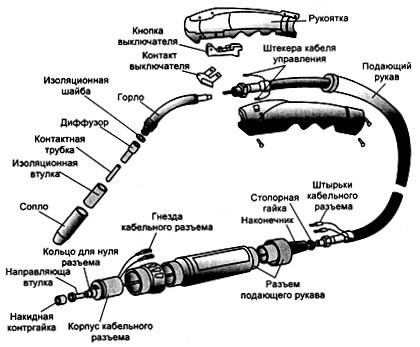
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.

Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
Схема очень простая, повторить ее сможет даже не опытный радиолюбитель.
Собственно схема (все изображения на сайте кликабельны, то есть для увеличения изображения нажмите на него):
Топология печатной платы:
Внешний вид аппарата:



Протяжный механизм подачи проволоки:


Крепление сварочного рукава к протяжному механизму:

Горелка в разобранном виде:
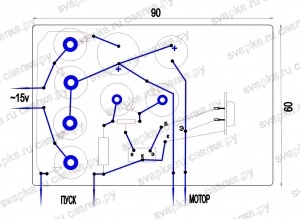
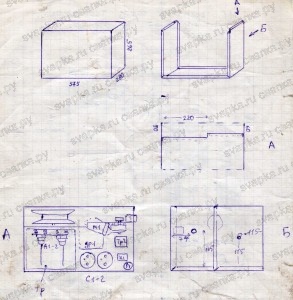
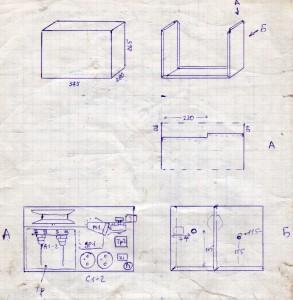
Тут чертеж, размеры корпуса и компоновка узлов:
Для трансформатора я использовал четыре сложенных вместе сердечника от ТС-270. Итого почти 2000ватт. Для нашего транса мощности за глаза. Сердечник от ТС-180 применить заманчиво, но там провод не влезает. В расчёты особо не вдавался, так как не собирался выдавить наибольшую мощность.
Первичку (180+25+25+25+25) намотал проводом 1,2мм. Для вторичной обмотки использовал шинку8кв.мм. (35+35витков). В любом случае количество витков во вторичке придётся уточнять в последнюю очередь. Поэтому советую сделать дополнительно пару витков в каждое плечо.
После легче будет отмотать не разбирая трансформатора. Выпрямитель собран по двухполупериодной схеме. Чем выгодно такое построение можете прочитать на этом же сайте. В качестве переключателя силы тока поставил спаренный галетник. Оба диода на небольшой радиатор. Конденсатор желательно взять не менее 30000 мкф.
Дроссель фильтра на сердечнике от ТС-180, той же шинкой70 витков. Для включения силовой части подойдёт любой, достаточно мощный, контактор (КМ-50Д-В, КП-50Д-В). Я поставил ТКД511-ДОД- то, что было. Магазинные цены на контакторы заоблачные, но практика показывает, что на рынке можно приобрести рублей за 50-100. Эти реле рассчитаны на 27 вольт но и от 15 надёжно срабатывают.
Польза от применения контактора очевидная – большая коммутируемая мощность при минимальном рабочем токе (300-400ма.) Схема протяжки проволоки и подачи газа не нуждаются в описании. Всё должно быть понятно из фотографий. Схемы задержки и тормоза считаю излишними. Хотя – дело вкуса. В конечном итоге своё «детище» можно катать и по рельсам.
Трансформатор питания ТС-40, перемотанный на выходное напряжение 15вольт. Ролик протяжного механизма диаметром 25-28мм. имеет направляющую проточку шириной 0,5 и глубиной 1,0мм. На конический вал двигателя крепится родной гайкой. В моём аппарате стоит ролик диаметром 26мм. Для обеспечения оптимальной подачи проволоки схема регулятора выдаёт около 6 вольт. Если это не вписывается в нижнюю границу, то нужно подобрать стабилитрон с меньшим рабочим напряжением.
Ручка-держатель выточена «на коленях» из двух пластин текстолита толщиной 10мм. Посадочные места обрабатывал при помощи дрели свёрлами и торцевой фрезой. Защитный шланг в ручке, как и в аппарате, удерживается при помощи распорных втулок. На ответных частях имеются небольшие проточки. Корпус изготовлен из листового железа толщиной 1мм с двойным загибом по краям. Вся конструкция установлена на ролики, для удобства перемещения.
В этой компоновке аппарат отработал более десяти лет. С его помощью подлечено множество автомобилей. Вопрос дополнительного охлаждения вырос лишь по истечении двух, трёх лет, когда начал варить более серьёзные вещи.
Вентилятор охлаждения необходимо установить на заднюю стенку напротив силового трансформатора. При обычном режиме, потребление тока составляет, примерно 5-6 ампер.
Надеюсь, кому-то помог. Удачи!
Автор схемы и владелец сварочного полуавтомата - Саныч.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
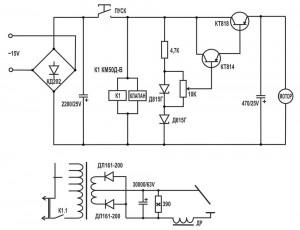
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Читайте также: