Сварочный преобразователь пд 502
Обновлено: 17.05.2024
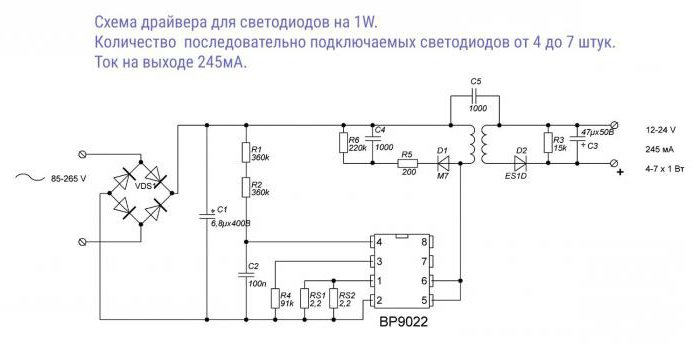
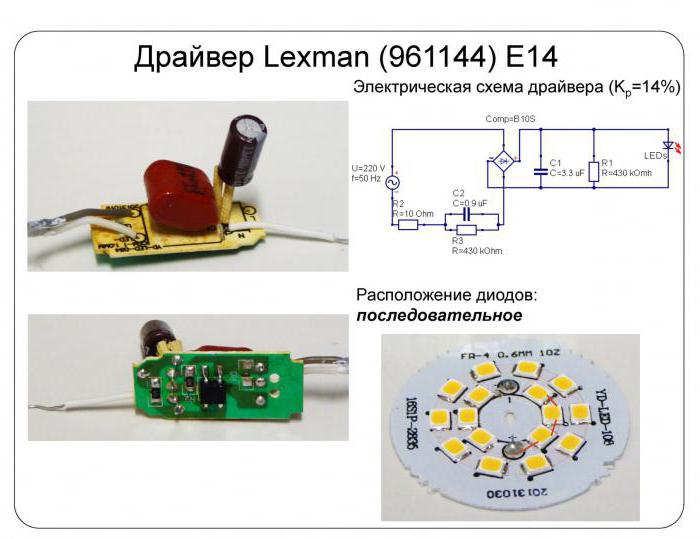
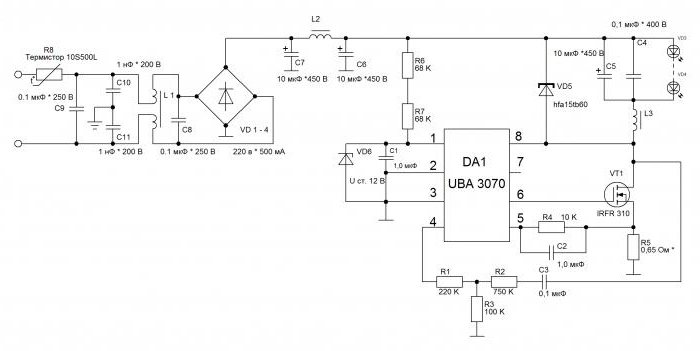
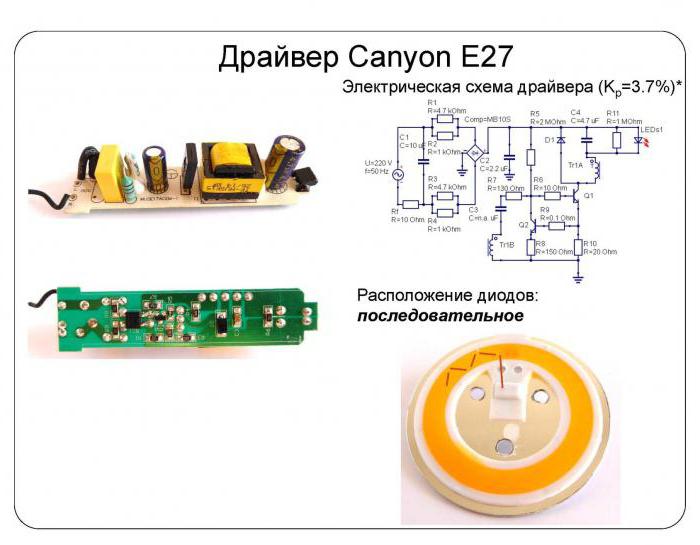
Для того чтобы светодиодные лампы работали максимально ярко и эффективно, используются специальные модули – драйверы. Собрать самостоятельно схему драйвера для светодиодов сможет каждый, если, конечно, имеются познания в электротехнике. Смысл работы прибора – преобразовать переменное напряжение, протекающее в сети, в постоянное (пониженное). Но прежде чем приступать к сборке, нужно определиться с тем, какие требования к устройству предъявляются – проанализируйте характеристики и виды приборов.
Для чего нужны драйверы?
Основное назначение драйверов – это стабилизация тока, который проходит через светодиод. Причем нужно учесть, что сила тока, который проходит по кристаллу полупроводника, должна быть точно такой же, как и у светодиода по паспорту. Благодаря этому обеспечивается устойчивое освещение. Кристалл в светодиоде намного дольше прослужит. Чтобы узнать напряжение, необходимое для питания светодиодов, нужно воспользоваться вольт-амперной характеристикой. Это график, показывающий зависимость между напряжением питания и током.
Если планируется проводить освещение светодиодными лампами жилого или офисного помещения, то драйвер должен питаться от бытовой сети переменного тока с напряжением 220 В. Если же светодиоды используются в автомобильной или мототехнике, нужно использовать драйверы, питающиеся от постоянного напряжения, значение 9-36 В. В некоторых случаях (если светодиодная лампа небольшой мощности и питается от сети 220 В) допускается убрать схему драйвера светодиода. От сети если запитано устройство, достаточно включить в схему постоянный резистор.
Параметры драйверов
Прежде чем приобрести устройство или самостоятельно его изготовить, нужно ознакомиться с тем, какие у него имеются основные характеристики:
- Номинальный ток потребления.
- Мощность.
- Выходное напряжение.
Напряжение на выходе преобразователя напрямую зависит от того, какой выбран способ подключения источника света, числа светодиодов. Ток имеет прямую зависимость от яркости и мощности элементов.
Преобразователь должен обеспечивать ток, при котором светодиоды будут работать с одинаковой яркостью. На PT4115 схема драйвера светодиодов реализуется довольно просто – это самый распространенный преобразователь напряжения для использования с LED-элементами. Изготовить прибор на его основе можно буквально «на коленке».
Мощность драйвера
Мощность прибора – это самая важная характеристика. Чем мощнее драйвер, тем большее число светодиодов можно подключить к нему (конечно, придется проводить простые расчеты). Обязательное условие – мощность драйвера должна быть больше, чем у всех светодиодов в сумме. Выражается это такой формулой:
где Р, Вт – мощность драйвера;
Р(св), Вт – мощность одного светодиода;
N – количество светодиодов.
Например, при сборке схемы драйвера для светодиода 10W вы можете смело подключать в качестве нагрузки LED-элементы мощностью до 10 Вт. Обязательно нужно иметь небольшой запас по мощности – примерно 25%. Поэтому, если планируется подключение светодиода 10 Вт, драйвер должен обеспечивать мощность не менее 12,5-13 Вт.
Цвета светодиодов
Обязательно нужно учитывать то, какой цвет испускает светодиод. От этого зависит то, какое падение напряжения будет у них при одинаковой силе тока. Например, при токе питания 0,35 А, падение напряжения у красных LED-элементов примерно 1,9-2,4 В. Мощность в среднем 0,75 Вт. Аналогичная модель с зеленым цветом будет уже иметь падение в интервале 3,3-3,9 В, а мощность 1,25 Вт. Поэтому, если вы применяете схему драйвера светодиода 220В с преобразованием в 12 В, к нему можно подключить максимум 9 элементов с зеленым цветом или 16 с красным.
Типы драйверов

Всего можно выделить два типа драйверов для светодиодов:
- Импульсные. С помощью таких устройств создаются в выходной части устройства высокочастотные импульсы. Функционирование основывается на принципах ШИМ-модуляции. Среднее значение тока зависит от коэффициента заполнения (отношения длительности одного импульса к частоте его повторения). Ток на выходе меняется за счет того, что коэффициент заполнения колеблется в интервале 10-80%, а частота остается постоянной.
- Линейные – типовая схема и структура выполнены в виде генератора тока на транзисторах с р-каналом. С их помощью можно обеспечить максимально плавную стабилизацию питающего тока в случае, если напряжение на входе неустойчиво. Отличаются дешевизной, но у них малая эффективность. При работе выделяется большое количество тепла, поэтому можно использовать только для маломощных светодиодов.
Импульсные получили большее распространение, так как у них КПД намного выше (может достигать 95%). Устройства компактные, диапазон входного напряжения достаточно широкий. Но есть один большой недостаток – высокое влияние различного рода электромагнитных помех.
На что обратить внимание при покупке?
Покупку драйвера обязательно нужно совершать при выборе светодиодов. На PT4115 схема драйвера светодиодов позволяет обеспечить нормальное функционирование системы освещения. Устройства, использующие ШИМ-модуляторы, построенные по схемам с одной микросхемой, применяются по большей части в автомобильной технике. В частности, для подключения подсветки и ламп головного освещения. Но качество у таких простейших приборов довольно низкое – для использования в бытовых системах они не годятся.
Диммируемый драйвер
Практически все конструкции преобразователей позволяют регулировать яркость свечения LED-элементов. С помощью таких устройств можно выполнять следующие действия:
- Уменьшать интенсивность освещенности днем.
- Скрывать или же подчеркивать определенные элементы интерьера.
- Зонировать помещение.
Благодаря этим качествам можно существенно сэкономить на электроэнергии, увеличить ресурс элементов.
Разновидности диммируемых драйверов
Типы диммируемых драйверов:
- Подключаются между БП и источником света. Они позволяют управлять энергией, которая поступает на LED-элементы. В основе конструкции находятся ШИМ-модуляторы с микроконтроллерным управлением. Вся энергия идет к светодиодам импульсами. От длины импульсов напрямую зависит энергия, которая поступит на светодиоды. Такие конструкции драйверов применяются в основном для работы модулей со стабилизированным питанием. Например, для лент или бегущих строк.
- Второй тип устройств позволяет проводить управление блоком питания. Управление производится при помощи ШИМ-модулятора. Также изменяется величина тока, который протекает через светодиоды. Как правило, такие конструкции применяются для питания тех устройств, которым необходим стабилизированный ток.
Нужно обязательно учесть тот факт, что ШИМ-регулирование плохо влияет на зрение. Лучше всего использовать схемы драйверов для питания светодиодов, в которых регулируется величина тока. Но вот один нюанс – в зависимости от величины тока свечение будет различным. При низком значении элементы будут излучать свет с желтым оттенком, при увеличении – с синеватым.
Какую микросхему выбрать?
Если нет желания искать готовое устройство, можно сделать его самостоятельно. Причем произвести расчет под конкретные светодиоды. Микросхем для изготовления драйверов довольно много. Вам потребуется только умение читать электрические схемы и работать с паяльником. Для простейших устройств (мощностью до 3 Вт) можно использовать микросхему PT4115. Она дешевая, и достать очень просто. Характеристики элемента такие:
Обозначение выводов микросхемы:
- SW – подключение выходного коммутатора.
- GND – отрицательный вывод источников питания и сигнала.
- DIM – регулятор яркости.
- CSN – датчик входного тока.
- VIN – положительный вывод, соединяемый с источником питания.
Варианты схем драйверов
Варианты исполнения устройств:
- Если имеется источник питания с постоянным напряжением 6-30 В.
- Питание от переменного напряжения 12-18 В. В схему вводится диодный мост и электролитический конденсатор. По сути, «классическая» схема мостового выпрямителя с отсечением переменной составляющей.
Нужно отметить тот факт, что электролитический конденсатор не сглаживает пульсации напряжения, а позволяет избавиться от переменной составляющей в нем. В схемах замещения (по теореме Кирхгофа) электролитический конденсатор в цепи переменного тока является проводником. А вот в цепи постоянного тока он заменяется разрывом (нет никакого элемента).

Собрать схему драйвера светодиодов 220 своими руками можно только в том случае, если использовать дополнительный блок питания. В нем обязательно задействован трансформатор, которым понижается напряжение до необходимого значения в 12-18 В. Учтите, что нельзя подключать драйверы к светодиодам без электролитического конденсатора в блоке питания. При необходимости установки индуктивности необходимо произвести ее расчет. Обычно величина составляет 70-220 мкГн.
Процесс сборки
Все элементы, которые используются в схеме, нужно подбирать, опираясь на даташит (техническую документацию). Обычно в нем приводятся даже практические схемы использования устройств. Обязательно использовать в схеме выпрямителя низкоимпедансные конденсаторы (значение ESR должно быть низким). Применение иных аналогов снижает эффективность регулятора. Емкость должна быть не менее 4,7 мкФ (в случае использования схемы с постоянным током) и от 100 мкФ (для работы в цепи переменного тока).
Собрать по схеме драйвер для светодиодов своими руками можно буквально за несколько минут, потребуется только наличие элементов. Но нужно знать и особенности проведения монтажа. Катушку индуктивности желательно располагать возле вывода микросхемы SW. Изготовить ее можно самостоятельно, для этого необходимо всего несколько элементов:
- Ферритовое кольцо – можно использовать со старых блоков питания компьютеров.
- Провод типа ПЭЛ-0,35 в лаковой изоляции.
Старайтесь все элементы располагать максимально близко к микросхеме, это позволит исключить появление помех. Никогда не проводите соединения элементов при помощи длинных проводов. Они не только создают множество помех, но и способны принимать их. В результате микросхема, неустойчивая к этим помехам, будет работать неправильно, нарушится регулировка тока.
Вариант компоновки
Разместить все элементы можно в корпусе от старой лампы дневного света. В ней уже все имеется – корпус, патрон, плата (которую можно повторно использовать). Внутри расположить все элементы блока питания и микросхему можно без особого труда. А с внешней стороны установить светодиод, который планируете запитывать от устройства. Схемы драйверов для светодиодов 220 В можно использовать практически любые, главное – понизить напряжение. Сделать это легко простейшим трансформатором.

Монтажную плату желательно использовать новую. А лучше вообще обойтись без нее. Конструкция очень простая, допустимо применить навесной монтаж. Обязательно удостоверьтесь в том, что на выходе выпрямителя напряжение в допустимых пределах, в противном случае микросхема сгорит. После сборки и подключения произведите замер потребляемого тока. Учтите, что в случае снижения тока питания увеличится ресурс светодиодного элемента.
Тщательно выбирайте схему драйвера для питания светодиодов, рассчитывайте каждый компонент конструкции – от этого зависит срок службы и надежность. При правильном подборе драйверов характеристики светодиодов останутся максимально высокими, а ресурс не пострадает. Схемы драйверов для мощных светодиодов отличаются тем, что в них большее число элементов. Зачастую применяется ШИМ-модуляция, но в домашних условиях, что называется, «на коленке», такие устройства уже сложно собрать.
Сварочный преобразователь: принцип работы
Начать стоит с того, что выбор переменного или постоянного тока для проведения сварочных работ зависит от покрытия самого электрода, а также от марки металла, с которым приходится работать. Другими словами, использовать сварочный преобразователь, чтобы получить постоянный ток, а значит, и более стабильную дугу для работы не всегда возможно.
Что собой представляет преобразователь?
Преобразователь для проведения сварочных работ - это комбинация нескольких устройств. Здесь используется связка электрического двигателя переменного тока и специальный сварочный аппарат с постоянным током. Процесс преобразования энергии выглядит следующим образом. Электрическая энергия, поступающая от сети переменного тока, воздействует на электродвигатель, заставляя вал вращаться, создавая механическую энергию за счет электрической. Это первая часть преобразования. Вторая часть работы сварочного преобразователя заключается в том, что во время вращения вала генератора, вырабатываемая механическая энергия будет создавать постоянный электрический ток.

Однако сразу стоит отметить, что использование таких устройств не слишком популярно, так как коэффициент полезного действия их невелик. К тому же, в двигателе имеются вращающиеся части, что делает его использование не очень удобным.
Принцип действия устройства
Можно отметить, что сварочный преобразователь - это специфическая разновидность обыкновенного сварочного аппарата. Если коротко сказать о конструкции этого оборудования, то оно примерно следующее. Имеется две основных части - это электродвигатель, который чаще всего является асинхронным, а также генератор постоянного тока. Особенностью является то, что оба эти устройства объединены в один корпус. Также важно обратить внимание на то, что в схеме имеется коллектор. Так как работа генератора основана на электромагнитной индукции, то он будет производить переменный ток, который и будет преобразовываться в постоянный при помощи коллектора.

Если говорить о принципе работы сварочного преобразователя, то не стоит путать его с такими приборами, как выпрямитель или инвертор. Конечный результат у всех трех устройств одинаковый, но вот суть их работы сильно отличается. Наибольшее отличие заключается в том, что в преобразователе осуществляется более длинная цепочка преобразования. Так как переменный ток сначала преобразуется в механическую энергию и лишь потом в постоянный ток.
Устройство сварочного преобразователя
Рассмотреть устройство этого прибора можно на примере однопостового преобразователя. Такие модели состоят из обычного приводного асинхронного двигателя и сварочного генератора, объединенных в одном корпусе.

Тут стоит отметить, что такое оборудование предназначается для работы на открытом воздухе. Однако там их необходимо размещать либо в специально отведенных местах - машинных залах, либо под навесами. Это необходимо для защиты электрического оборудования от осадков.
Внутреннее устройство агрегата
Если вдаваться в подробности устройства и конструкции, а также принципов работы сварочного преобразователя, то все это выглядит следующим образом.
Так как во время работы устройства оно нагревается, на валу между генератором и электродвигателем, крепится вентилятор, чтобы охлаждать преобразователь. Электромагнитные части генератора, то есть его полюса и якорь выполняются из тонких листов стали электротехнической марки. На магнитах полюсов располагаются такие элементы, как катушки с обмотками. Якорь же, в свою очередь, имеет продольные пазы, в которые укладывается изолированная обмотка. Концы данной обмотки припаиваются к пластинам коллектора. Также у данного устройства имеется пускорегулирующая аппаратура и амперметр. Оба прибора располагаются в коробке.

Используемые модели
В настоящее время используются сварочные преобразователи с номинальным сварочным током 315 А. Основное предназначение этих агрегатов - это питание постоянным током одного сварочного поста. Также он может использоваться для питания ручной дуговой сварки, наплавки и резки металлов штучными электродами. В преобразователях такого рода используются генераторы типа ГСО-300М и ГСО-300. Их устройство - это четырехполюсная коллекторная машина постоянного тока с самовозбуждением. Отличие этих двух моделей друг от друга заключается лишь в том, что у них разная частота вращения вала генератора. Это, что касается сварочного преобразователя 315. 500 А - это второй номинальный ток, который также используется для работы. Однако здесь уже необходимо подключать в работу более мощный преобразователь, к примеру, модель ПД-502. Существенное отличие такой модели преобразователя от ГСО заключается в том, что у него имеется независимое возбуждение. Дело здесь в том, что для питания ПД-502 используется переменный трехфазный ток, который сначала проходит через индуктивно-емкостный преобразователь напряжения. Одновременно с функцией питания он выполняет и роль стабилизатора для этой модели агрегата.

Однако важно понимать, что основное назначение сварочного преобразователя заключается в преобразовании энергии электрического типа переменного характера, в электрическую энергию постоянного характера.
Виды преобразователей
Существует два основных типа преобразователя - это стационарные и передвижные. Если говорить о стационарных типах, то чаще всего это небольшие сварочные кабины или посты, предназначенные для работы с небольшими объемами изделий. Сварочные преобразователи, установленные здесь, не отличаются высокой мощностью.
Передвижные же, в свою очередь, рассчитаны в основном на работу с большими объемами. ИХ часто используют для того, чтобы сваривать водопроводы, нефтепроводы, металлические конструкции и т. д.

Важно еще кое-что добавить о принципе работы этого устройства. Как говорилось ранее - он преобразовывает переменный ток в постоянный, используя переход к механической энергии. Однако есть некоторые устройства, позволяющие регулировать величину выходного постоянного тока. Процесс регулировки осуществляется при помощи таких устройств, как балластные реостаты. Принцип работы достаточно прост - чем выше выставленное значение сопротивление, тем ниже сила выходного постоянного тока и наоборот.
Правила эксплуатации
Используя сварочный преобразователь, необходимо придерживаться некоторых правил. К примеру, клеммы устройства ни при каких обстоятельствах не должны быть закрыты, так как напряжение на них составляет 380/220 В. Еще одно важное правило - корпус преобразователя всегда должен быть надежно заземлен. Люди, работающие непосредственно с таким оборудованием, должны быть защищены перчатками и масками.
§ 10. Устройство и обслуживание сварочных преобразователей. Схема сварочного преобразователя ПСО-500.
Специфическая разновидность сварочного аппарата, применяемая в основном в промышленности, а также в некоторых видах строительно-монтажных работ – это и есть сварочный преобразователь.
Он называется так потому, что преобразовывает переменный ток от бытовой или промышленной сети в постоянный ток, оптимально подходящий для большинства видов сварки.

Принцип действия
Несмотря на суть конечного результата — постоянный ток — преобразователь действует по совершенно иному принципу, чем выпрямитель или инвертор.
Его конструкция предполагает удлиненную цепочку прохождения энергии. Сначала переменный ток переходит в механическую энергию, а она в свою очередь преобразуется обратно в электрическую, но уже постоянного характера.
Конструктивно преобразователь состоит из электродвигателя, как правило, асинхронного, и генератора постоянного тока, объединенных в одном корпусе. Поскольку генератор, использующий принцип электромагнитной индукции, также вырабатывает переменный ток, в схеме присутствует коллектор, преобразующий его в постоянный.
Особенности и техника безопасности
Сварочный преобразователь– это сложный в применении аппарат. Он требует соблюдения правил и учета всех его особенностей. Мы дадим несколько рекомендаций касаемо эффективного и безопасного применения преобразователя.
Перед тем, как включить преобразователь, убедитесь, что корпус заземлен. Также проверьте, в каком состоянии щетки коллектора. До упора поверните штурвал реостата против часовой стрелки. Не забудьте на доске зажимов установить перемычку с учетом силы сварочного тока.
Зачастую преобразователи требуют 380 Вольт для питания, а это напряжение может быть опасно для вашего здоровья. Даже стандартные 220 Вольт способны привести к печальным последствиям. Поэтому ничем не закрывайте клеммы двигателя.

Напряжение на клеммах генератора не должно превышать 12 Вольт, если вы работаете в условиях с повышенной влажностью или температурой, в пыльном помещении или на токопроводящем полу. Но на практике ситуация обстоит сложнее, поскольку при работе преобразователя напряжение может свободно повышаться вплоть до 80 Вольт. Будьте осторожны. Пользуйтесь резиновым ковриком специальной обувью и перчатками.
Остальные правила техники безопасности ничем не отличаются от трансформаторов или инверторов. В процессе работы глаза, руки и лицо могут пострадать от излучений дуги, брызг горячего металла и т.п., так что не пренебрегайте средствами индивидуальной защиты.
Пример оборудования

В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500.
Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения.
Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор.
На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы.
ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора.
Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя.
Достоинства
Как и любое другое оборудование, сварочные преобразователи (которые исторически появились гораздо раньше инверторов) имеют определенные преимущества, и одновременно несут ряд определенных неудобств. К их достоинствам можно отнести:
- большой сварочный ток — у некоторых моделей, в частности, ПСО-500 и ПСГ-500, он доходит до 500 А, есть и более мощные устройства;
- неприхотливость в работе;
- нечувствительность к перепадам входного напряжения;
- сравнительно высокая надежность при квалифицированном обслуживании;
- хорошая ремонтопригодность, удобство сервисного обслуживания.
Током, который способны выдавать эти устройства, можно варить очень толстые швы, порядка 10-30 мм. Это еще одно важное преимущество, благодаря которому используют сварочные преобразователи.
Справка
Сварочные преобразователи
Устройство преобразователей
В настоящее время применяют преобразователи ПСО-315 и ПСО-300-2 на номинальный сварочный ток 315А. Они предназначены для питания постоянным током одного сварочного поста для ручной дуговой сварки, наплавки и резки металлов штучными электродами, а также для питания сварочным током установок механизированной сварки под флюсом. В этих преобразователях применены сварочные генераторы ГСО-300М и ГСО-300, которые представляют собой четырехполосные коллекторные машины постоянного тока с самовозбуждением, отличающиеся друг от друга только частотой вращения. Для работы на номинальном сварочном токе 500 А используется более мощный преобразователь ПД-502. В отличие от генератора ГСО-300 генератор ГД-502 преобразователя ПД-502 имеет независимое возбуждение. Обмотка независимого возбуждения питается от сети переменного тока трехфазного тока через специальный индуктивно- емкостный преобразователь напряжения, который одновременно служит стабилизатором тока при колебаниях напряжения в сети. Плавное регулирование сварочного тока в пределах каждого диапазона осуществляется реостатом обмотки возбуждения, смонтированным на выносном пульте дистанционного управления и подсоединенным штепсельным разъемом к доске зажимов генератора, на этой же доске переключаются диапазоны на 125, 300 и 500А.
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
| Тип | Приводной электродвигатель на напряжение сети 220/380В | Коэффициент | Габариты, мм | Масса, кг | Исполнение | ||||
| Преобразователя или агрегата | Генератора | Тип | Мощность кВт | Частота вращения, об/мин | Коэффициент полезного действия | Мощности | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ПСО-120 | ГСО-120 | АВ-42-2 | 7,2 | 2900 | 0,55 | 0,83 | 1055х550х730 | 155 | Однокорпусный, передвижной на колесах |
| ПСО-300 | ГСО-300 | АВ2-62-4 | 14 | 1450 | 0,7 | 0,88 | 1015х590х980 | 400 | |
| ПСО-300-2 | — | 4АВ-160А4 | — | 1450 | — | — | 1069х620х822 | 435 | |
| ПСО-300-3 | ГСО-300/3 | АВ2-61-4 | 13 | 1450 | — | — | 1062х590х800 | 400 | |
| ПСО-300А | ГСО-300А | А-62/4 | 12,5 | 2890 | 0,6 | — | 1020х608х996 | 305 | |
| ПСО-300М | ГСО-300М | — | 14 | 2890 | 0,7 | — | 550х645х300 | 300 | |
| ПСО-500 | ГСО-500 | АВ2-71-2 | 30 | 2890 | 0,54 | 0,89 | 1075х650х1085 | 540 | |
| ПСГ-500 | ГСО-500 | АВ-71-2 | 28 | 2890 | 0,65 | 0,89 | 1055х580х920 | 500 | |
| ПСГ-500/1 | ГСО-500-1 | АВ-71-2 | 30 | 2830 | — | — | 1050х590х870 | 460 | |
| ПСМ-100-П | СГ-100 | АД-94/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | |
| ПСМ-100-П | СГ-100 | АД-91/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | Однокорпусный, передвижной на колесах |
| ПСМ-100-4 | ГСМ-1000-4 | А2-82/2 | 75 | 2925 | 0,73 | 0,9 | 1430х620х820 | 950 | |
| ПСУ-300 | ГСУ-300 | АВ-52-2 | 10 | 2890 | 0,63 | 0,83 | 1160х490х470 | 300 | |
| ПСУ-500-2 | ГСУ-500-2 | АВ2-71-2 | 30 | 2930 | 0,63 | 0,9 | 1075х1085х650 | 545 | |
Технические характеристики сварочных преобразователей и агрегатов с бензиновыми и дизельными двигателями
| Тип | Приводной двигатель | Габариты,мм | Масса, кг | Исполнение | |||
| агрегата | генератора | тип | Мощность кВт | Частота вращения об/мин | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| АБС-120 | ГСО-120-2 | УД-2 | 6,6 | 1900 | 1290х645х935 | 300 | Общая рама с крышкой |
| АСБ-300М | ГСО-300М | 408 | 14,7 | 3000 | 1660х1095х935 | 565 | Общая рама с крышкой, стенки съемные |
| АСБ-300-7 | ГСО-300-5 | ГАЗ-320 | 29,4 | 2000 | 1955х895х1250 | 640 | |
| АСБ-300 | ГСО-300-8 | ГАЗ-320 | 29,4 | 2000 | 1915х895х1250 | 640 | |
| АСБГ-300 | ГСО-300-5 | ГАЗ-320Ж | 18,4 | 2000 | 1915х895х1655 | 860 | |
| АСД-3-1 | СГП-3-VIII | ЯАЗ-М69-20 | 44 | 1500 | 2820х1100х2115 | 2500 | Общая рама с крышкой, стенки откидные |
| АСД-300 | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | Общая рама с крышкой. Стенки съемные |
| АСД-300М | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | |
| АСДП-500 | СГП-3-VIII | ЯАЗ-М20-4Г | 44 | 1500 | 5380х1930х2600 | 4400 | Общая рама с крышкой на четырехколесном прицепе. Стенки съемные |
| ПАС-400-VI | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 2950х1920х880 | 1900 | Общая рама с крышкой, стенки откидные |
| ПАС-400VIII | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 1900 | ||
Технические характеристики преобразователей с электродвигателем
| Показатель | ПСО-315М | ПСО-300-2 | ПД-502 | ПД-305 |
| Номинальный сварочный ток, А | 315 | 500 | 315 | |
| Пределы регулирования сварочного тока, А | 100-315 | 75-500 | 45-350 | |
| Напряжение холостого хода генератора, В, не более | 90 | |||
| Мощность генератора, кВт | 10,2 | 10,2 | 20 | 10,2 |
| Линейное напряжение трехфазной питающей сети, В | 380 | 220 или 380 | ||
| Мощность электродвигателя, кВТ | 17 | 15 | 30 | 10 |
| Габариты, мм | 1225х485х780 | 1030х590х830 | 1665х650х935 | 1200х537х845 |
| Масса, кг | 393 | 435 | 500 | 280 |
Многопостовые сварочные преобразователи предназначены для одновременного питания сварочным током нескольких постов ручной дуговой сварки. Применение их целесообразно в цехах металлоконструкций, где сосредоточено несколько рабочих мест (постов) сварщиков, а также при сооружении крупных металлоемких сварных объектов, расположенных компактно на строительной площадке, например доменной печи, резервуарного парка и др. Многопостовый преобразователь ПСМ-1000 состоит из генератора СГ-1000 и асинхронного двигателя.
В промышленных цехах еще можно встретить преобразователи старой конструкции ПСО-500, имеющие генераторы с независимым возбуждением, и ПСО- 300 с генераторами с самовозбуждением и размагничивающей последовательной обмоткой, но они постепенно заменяются преобразователями ПД-502, ПСО-315М и ПСО-300-2.
Промышленность выпускает однопостовый преобразователь ПД-305 для ручной дуговой сварки, имеющий вентильный генератор ГД-317, представляющий собой трехфазную индукторную электрическую машину, вырабатывающую переменный ток частотой 300 Гц. Машина оснащена выпрямительным устройством из кремниевых вентилей и дистанционным управлением.
Для питания одного поста дуговой автоматизированной и механизированной сварки в защитном газе плавящимся электродом предназначен преобразователь ПСГ-500-1, внешне похожий на преобразователь ПД-502. Сварочный генератор ГСГ-500 этого преобразователя представляет собой четырехполосную машину с самовозбуждением и обмоткой, расположенной на всех главных полюсах. Генератор не имеет размагничивающей последовательной обмотки, его внешние характеристики имеют пределы от 50 до 500 А с наклоном не более + 0,04 В/А, что обеспечивает стабильную механизированную сварку в защитном газе.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Под повышенной электрической опасностью имеется в виду тот факт, что перед началом сварочных работ преобразователь обязательно должен быть заземлен, подключение его к сети по правилам должно проводиться только электриком.
Техника безопасности
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
СУДОРЕМОНТ ОТ А ДО Я.
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Сварочное оборудование
Источники питания. В состав сварочной цепи входят источники питания сварочной дуги, два сварочных привода, электрод и металл свариваемой конструкции (рис. 39).

Рис. 39. Схема сварочных постов: а — постоянного тока; б — переменного тока.
1 — свариваемая конструкция; 2 — электрод; 3 — генератор постоянного тока; 4 — дроссель; 5 — трансформатор.
Источники питания сварочной дуги должны обеспечивать заданные режимы сварки и быстро их восстанавливать при отклонениях от заданного уровня. Поэтому источники питания должны иметь регулирующее устройство. Для питания дуги постоянным током используют сварочные преобразователи и сварочные выпрямители.
Сварочные преобразователи. Для сварки корпусных конструкций применяют сварочные преобразователи типа ПД-305У2 (для ручной дуговой сварки), ПД-502У2 (дляручной дуговой сварки и сварки под флюсом), а также ПСГ-500-1У2 (для автоматической и полуавтоматической сварки в защитном газе).
Сварочные преобразователи подразделяются на однопосто-вые и многопостовые. При питании постов ручной сварки от многопостового преобразователя регулирование режима сварки производят с помощью балластных реостатов, включенных последовательно в сварочную цепь.
Сварочные выпрямители. Сварочные выпрямители по сравнению со сварочными преобразователями имеют более высокий коэффициент полезного действия, бесшумны и надежны в работе, просты в изготовлении и обслуживании. К недостаткам сварочных выпрямителей следует отнести их более высокую чувствительность к изменению напряжения питающей сети.
Сварочный выпрямитель состоит из трех основных частей: силового понижающего трансформатора; выпрямительного блока с вентилятором; пускорегулирующей и защитной аппаратуры. Для сварки корпусных конструкций применяют сварочные выпрямители марок ВДМ-1001УЗ и ВДМ-160УЗ (для многопостовой ручной дуговой сварки и сварки под флюсом) и др.
В качестве источников питания дуги переменным током используют сварочные трансформаторы. Сварочные трансформаторы подразделяют на две основные группы:
1) с нормальным магнитным расстоянием и дополнительной реактивной катушкой — дросселем. Трансформаторы с дросселем являются устаревшими и отечественной промышленностью не выпускаются;
2) с повышенным магнитным рассеянием — режим сварки плавно регулируется за счет изменения положения обмоток или магнитного шунта. При изменении их положения изменяется сила сварочного тока.
В судостроении применяют сварочные трансформаторы типов ТД-102У2, ТД-300У2 и ТД-502У2 для ручной дуговой сварки, типов ТДФ-1001У4 и ТДФ-2002УЗ для автоматической дуговой сварки под флюсом и типа ТШС-1000-ЗУ4 для электрошлаковой сварки.
Балластные реостаты. В процессе ручной дуговой сварки при питании сварочных дуг регулирование режимов сварки осуществляется с помощью балластных реостатов.
Балластный реостат состоит из ряда ступеней сопротивления, которые при помощи рубильников могут автономно включаться в цепь сварочной дуги. Реостат соединяется последовательно с дугой и в зависимости от порядка включения этих сопротивлений изменяет активное сопротивление сварочной цепи и ступенчато — силу сварочного тока.
Отечественной промышленностью выпускаются балластные реостаты типов РБ и РБС.
Оборудование для механизированной дуговой сварки под флюсом. Автоматы. В судостроении преимущественно используются переносные самоходные автоматы тракторного типа: они перемещаются непосредственно по изделию.
Автоматы тракторного типа с регулируемой по напряжению скоростью подачи электрода однодуговые выпускаются в двух сериях: АДС (автомат дуговой сварочный) и АДФ (автомат дуговой для сварки под флюсом).

Рис. 40. Сварочный автомат тракторного типа.
1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; //— рукоятка; 12 — вертикальный корректор.
Основными элементами сварочного автомата тракторного типа (рис. 40) являются каретка, в которой установлен двигатель для перемещения трактора; пульт управления, на котором размещены приборы для измерения напряжения сварочного типа и скорости сварки; кассета со сварочной проволокой; бункер с флюсом; сварочная головка с двигателем, механизмом подачи д. токопроводом к сварочной проволоке.
Тракторы обеих серий наиболее пригодны для сварки прямолинейных стыковых швов на плоских конструкциях и кольцевых швов обечаек диаметром более 3 м.
Автоматы тракторного типа с постоянной скоростью подачи проволоки: однодуговые—ТС-17-МУ (трактор сварочный универсальный), ТС-17-Р, ТС-44; двухдуговые — ДТС-38М, ДТС-45.
Тракторы ТС пригодны для сварки стыковых швов плоских конструкций и кольцевых швов обечаек диаметром более 1,5 м; трактор ТС-17-Р, кроме того, рассчитан на сварку угловых швов наклонным электродом. Трактор ТС-44 снабжен ползуном для формирования обратного валика при сварке со сквозным проваром стыковых соединений. Аналогичное устройство имеет трактор «Бриг».
Специально для судостроения предназначен трактор конструкции АСУ-5А — автомат сварочный для угловых швов. Трактор пригоден для сварки швов набора наклонным электродом при высоте стенки более 40 мм. Трактор снабжен двумя двигателями (для подачи проволоки и для перемещения).
Полуавтоматы. Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром до 2 мм (рис. 41).
Рис. 41. Схема установки для полуавтоматической сварки под флюсом.
1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель.
В судостроении применяют полуавтоматы типов ПС-5-1 и ПШ-54.
Оборудование для механизированной сварки в защитных газах. Сварку в защитных газах производят проволокой малого диаметра 0,8—2,5 мм на больших плотностях тока, и поэтому все оборудование строится по системе постоянной подачи проволоки. На рис. 42 приведена схема установки для сварки в защитных газах.

Рис. 42. Схема установки для сварки в защитных газах; а — пистолет для полуавтоматической сварки плавящимся электродом; б — горелка для сварки неплавящимся вольфрамовым электродом; в — общая компоновка установки для автоматической сварки.
1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом.
Автоматы тракторного типа. Автомат АДГ-502 предназначен для сварки плавящимся стальным (или из сплавов цветных металлов) электродом в среде защитных газов — двуокиси углерода, аргона, азота — стыковых и угловых швов в нижнем положении.
Автомат АСУ-6 имеет аналогичную с автоматом АСУ-5А конструкцию, но снабжен газовой горелкой; он предназначен для сварки угловых швов набора в углекислом газе.
Полуавтоматы для сварки в защитных газах. Как и для сварки под флюсом, эти полуавтоматы снабжены гибким шлангом, который заканчивается сварочным «пистолетом» (горелкой). Полуавтоматы, предназначенные для сварки в углекислом газе, могут применяться и для сварки в других газах.
Полуавтоматы обычно используются для сварки угловых швов во всех пространственных положениях.
Для сварки в углекислом газе предназначены полуавтоматы типа ПДГ-305, ПДГ-502. Полуавтомат А-547У удобен для сварки вертикальных и потолочных швов. Для выполнения прерывистых угловых швов и швов в виде отдельных точек используется полуавтомат ПДГ-307. Он рассчитан на проволоку диаметром 0,8—1,4 мм и имеет программное управление, которым задается режим сварки прерывистых и точечных швов.
Оборудование для ручной дуговой сварки. Ручная сварка выполняется постоянным или переменным током. В состав сварочной цепи в обоих случаях входят: источник питания сварочной дуги, два сварочных провода, электрод и основной металл свариваемых изделий. Сварочная дуга возникает при замыкании сварочной цепи. Схема сварочного поста для ручной сварки постоянным и переменным током показана на рис. 39.
В качестве источника питания сварочной дуги постоянного тока применяют сварочные преобразователи или сварочные выпрямительные установки. Пост для ручной сварки неплавящимся электродом (вольфрамовым) содержит те же элементы оборудования, что и установка для сварки в защитных газах, но вместо электрододержателя он оборудован специальной горелкой. Пост для ручной сварки неплавящимся электродом алюминиевых сплавов и алюминиевых бронз имеет источник переменного тока. Установка для сварки алю-минийсодержащих сплавов комплектуется источниками переменного тока.
Для ручной аргонодуговой сварки вольфрамовым электродом применяют установки типов УДГ-301 и УДГ-501 (на ток 300 и 500 А соответственно). В состав установки входят: источник тока — сварочный трансформатор, дроссель для регулирования сварочного тока, осциллятор для возбуждения дуги без касания электродом изделия, стабилизатор для поддержания дуги, газоэлектрическая горелка с вольфрамовым электродом, система газоснабжения (баллон с аргоном, редуктор с расходомером, шланги).
Установки для механизированной сварки покрытыми электродами. Для механизированной сварки покрытыми электродами предназначены сварочные установки типа «Огонек». С помощью этих установок может выполняться сварка угловых и стыковых швов. В сварочную цепь последовательно с установками типа «Огонек» должен включаться автомат АСН-4 для снятия напряжения при обрыве дуги.

Рис. 43. Принципиальная схема установки «Ого-нек-3»
1 — электрод; 2 — каретка.
Серийно выпускаемая установка «Огонек-3» (рис. 43) предназначена для механизированной сварки наклонным электродом угловых швов, а «Огонек-1»—для сварки угловых и стыковых швов. При питании установок от источников постоянного тока последовательно в сварочную цепь необходимо включать балластные реостаты.
Во время сварки на установке «Огонек-3» по мере плавления электрода каретка с установленным на ней электрододер-жателем скользит вниз по наклонной направляющей, обеспечивая подачу электрода в зону сварки. При длине огарка 50— 60 мм под действием пружинного механизма электрододержа-тель поворачивается и отрывает электрод от изделия: процесс сварки прекращается.
Установка «Огонек-3» снабжена специальным устройством для фиксации электрододержателя под различным углом к направляющей штанге, за счет чего изменяются катет и длина выполненного шва при сгорании одного электрода.
Электрододержатели для ручной сварки покрытыми электродами. Электрододержатели предназначены для закрепления электрода и подвода к нему сварочного тока. В зависимости от принципа действия бывают пассатижные, стержнезащепоч-ные, пластинчатые, вилочные и другие электрододержатели (рис. 44).

Рис. 44. Электрододержатели.
Электрододержатели снабжаются гибким изолированным проводом, сплетенным из большого количества медных отожженных проволочек. Сечение провода зависит от допустимой силы сварочного тока.
Отечественной промышленностью выпускаются следующие электрододержатели:
пассатижного типа марок ЭД-125-4, ЭД-315-4, ЭД-500-4;
стержнезащепочного типа марок ЭДЧ-125М-1, ЭДС-315-М-1;
пластинчатого типа марки ЭУ-300 «Луч».
Читайте также: