Сварочный преобразователь пс 500
Обновлено: 18.05.2024
Сварочные преобразователи подразделяют на следующие группы: по числу питаемых постов — одно - постовые, предназначенные для питания одной сварочной дуги; много - постовые, питающие одновременно несколько сварочных дуг; по способу установки —стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках; по р о д у двигателей, приводящих генератор во вращение,— машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным) ; по способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на одной раме, а привод осуществляется через соединительную муфту.
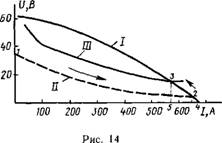
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Электрическая схема сварочного генератора обеспечивает падающую внешнюю характеристику и ограничение тока короткого замыкания. Внешняя вольт-амперная характеристика / (рис. 14) показывает зависимость между напряжением и током на клеммах сварочной цепи генератора. Для устойчивости горения сварочной дуги характеристика генератора / должна пересекать характеристику дуги III. При возбуждении дуги напряжение изменяется (II) от точки 1 к точке 2. При возникновении
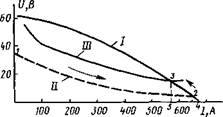 Рис. 14 |
и устойчивом горении дуги ее характеристика смещается с положения II и занимает положение III, а напряжение возрастает до значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должен превышать сварочный ток (точка 5) более чем в 1,5 раза: /к < 1,5/р.
Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами и генераторы с размагничивающей последовательной обмоткой.
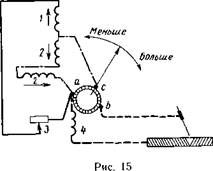 |
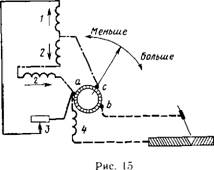
Генераторы с расщепленными полюсами обеспечивают падающую внешнюю характеристику, используя размагничивающее действие магнитного потока якоря. На рис. 15 показана схема сварочного генератора такого типа. Дизельный генератор цена имеет четыре основных (Nr и Sr—главные, N„ и Sn — поперечные) и два дополнительных (N и S) полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая — только нй поперечных. В цепь регулируемой обмотки возбуждения включен реостат 3. На дополнительных полюсах расположена сериес - ная обмотка 4. По нейтральной линии симметрии О — О между разноименными полюсами на коллекторе генератора расположены основные щетки а и ft, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения.
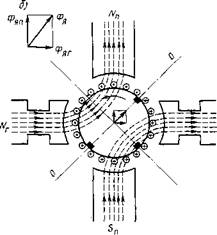 |
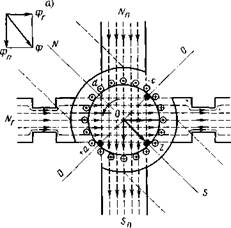 Рис. 16 |
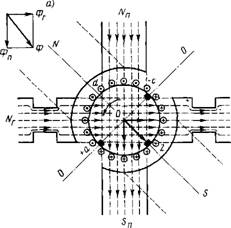
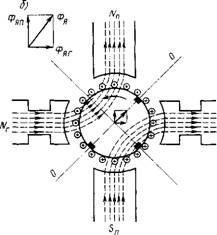
При холостом ходе генератора (рис. 16, а) обмотки полюсов создают два магнитных потока Фг и Фп, которые индуцируют э. д. с. в обмотке якоря. При замыкании сварочной цепи (рис. 16, б) по обмотке якоря потечет ток, который создает магнитный поток якоря Фя, направленный по линии основных щеток и замыкающийся через полюсы генератора. Магнитный поток якоря Фя можно разложить на два составляющих потока Фяг и Фяп. Поток Фяг по направлению будет совпадать с потоком Фг главных полюсов, но усилить его не может, так как главные полюсы генератора имеют вырезы, уменьшающие площади их поперечных сечений, и поэтому они работают при полном магнитном насыщении (т. е. магнитный поток этих полюсов независимо от нагрузки остается практически постоянным). Поток Фяп направлен против потока Ф„ поперечных-полюсов и поэтому ослабляет его и даже может изменить направление суммарного потока. Такое действие магнитного потока якоря приводит к ослаблению суммарного
магнитного погона генератора, а отсюда к уменьшению напряжения на основных щетках генератора. Чем больший ток протекает по обмотке якоря, тем больше магнитный поток Фя, тем больше снижается напряжение. При коротком замыкании сварочной цепи напряжение на основных щетках почти достигает нулевого значения.
Сварочный ток регулируют в два приема — грубо и точно. При грубом регулировании смещают щеточную траверсу, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и сварочный ток уменьшается. При обратном сдвиге размагничивающее действие уменьшается и сварочный ток увеличивается. Таким образом устанавливают интервалы больших и малых токов. Плавное и точное регулирование тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом ток возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фп, тем самым изменяют напряжение генератора и сварочный ток.
В генераторах с расщепленными полюсами поздних выпусков сварочный ток регулируют изменением числа витков секционированных обмоток полюсов генератора и реостатом, включенным в цепь обмотки возбуждения. Реостат устанавливается на корпусе генератора и имеет шкалу с делениями в амперах. По такой схеме работают генераторы СГ-300М-1, используемые в преобразователях ПС-300М-1.
Принципиальная схема генератора с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь, представлена на рис. 17. Генератор имеет две обмотки: обмотку возбуждения / и размагничивающую последовательную обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (ft и с), либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Маг-
| Таблица 1
нитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Фв. Следовательно, э. д. с. генератора будет индуцироваться результирующим магнитным потоком Фв — Фп - С увеличением сварочного тока магнитный поток Фп возрастает, а результирующий магнитный поток Фв — Ф„ уменьшается. Как следствие, уменьшается индуцируемая э. д. с. генератора. Таким образом, размагничивающее действие обмотки 2 обеспечивает получение падающей внешней характеристики генератора. Сварочный ток регулируется переключением витков последовательной обмотки (грубая регулировка — два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-ЗОО, ГСО-500, ГС-500 и др. Краткая техническая характеристика сва-
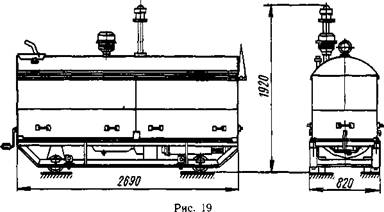
рочных преобразователей дана в табл. 1. На рис. 18 представлен однопостовой передвижной сварочный преобразователь ПСО-500, выпускаемый серийно и нашедший широкое применение при строительно-монтажных работах. Он состоит из генератора ГСО-500 и трехфазного асинхронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Преобразователь предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Для грубого регулирования сварочного тока (переключения витков последовательной обмотки) на клеммовую доску генератора выведены один отрицательный и два положительных контакта. Если необходим сварочный ток в пределах 120. 350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам. При работе на токах 350.. .600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно сварочный ток регулируют реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоука - зателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд — до 350 А и наружный ряд — до 6СЮ А. Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газо - нефтепроводов, при установке мачт электропередач высокого напряжения и др.) применяют передвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания. Краткая техническая характеристика наиболее распространенных сварочных агрегатов с двигателями внутреннего сгорания дана в табл. 2.
На рис. 19 представлен сварочный агрегат этой группы ПАС-400-VIII. Агрегат состоит из генератора СГП-3-Vl и двигателя внутреннего сгорания ЗИЛ-120 или ЗИЛ-164. Генератор работает по схеме с размагничивающей последо- Для сварки в защитных газах, а также для полуавтоматической и автоматической сварки применяют генераторы с жесткой или возрастающей внешней характеристикой. Такие генераторы имеют обмотки независимого возбуждения и подмагничивающую последовательную обмотку. При холостом ходе э. д. с. генератора наводится магнитным потоком, который создается обмоткой независимого возбуждения. При рабочем режиме сварочный ток, проходя через последовательную обмотку, создает магнитный поток, совпадающий по направлению с магнитным потоком обмотки независимого возбуждения. Тем самым обеспечивается жесткая или возрастающая вольт-амперная характеристика. На рис. 20 представлен преобразователь такого типа ПСГ-350, состоящий из сварочного генератора постоянного тока ГСГ-350 и трехфазного асинхронного электродвигателя АВ-61-2 мощностью 14 кВт. Генератор имеет обмотку независимого возбуждения и подмагничивающую последовательную обмотку. Обмотка независимого возбуждения питается от внешней сети через селеновые выпрямители и стабилизатор напряжения, который исключает влияние колебаний напряжения в сети на ток возбуждения. Последовательная обмотка разделена на две секции: при включении в сварочную цепь части витков генератор работает на режиме жесткой характеристики, а при использовании всех витков обмотки генератор дает возрастающую внешнюю характеристику. Генератор и двигатель размещены в общем корпусе и смонтированы на тележке.
Универсальные преобразователи ПСУ-300 и ПСУ-500-2, предназначенные для ручной сварки, автоматической сварки под флюсом, а также автоматической и полуавтоматической сварки в защитных газах, обеспечивают как падающую, так и жесткую внешнюю характеристику. В этих преобразователях, переключая независимую и последовательную обмотки генератора, можно создавать размагничивающий и подмагничивающий потоки и соответственно получать ту или иную характеристику. При работе на строительной площадке или заводе нескольких сварочных постов, расположенных недалеко друг от друга, применяют многопостовой сварочный преобразователь. Внешняя характеристика многопостового сварочного генератора должна быть жесткой, т. е. независимо от количества работающих постов напряжение генератора должно быть постоянным. Для получения постоянного напряжения многопостовои генератор (рис. 21) имеет параллельную обмотку возбуждения ], создающую магнитный поток Фі и последовательную обмотку 3, создающую магнитный поток Фа того же направления. При холостом ходе э. д. с. генератора индуцируется только магнитным потоком Фі, так как в последовательной обмотке ток отсутствует. Напряжение генератора достаточно для зажигания дуги. Во время сварки появляется ток в обмотке якоря и, следовательно, в последовательной обмотке возбуждения. При этом появляется магнитный поток Ф>2 и э. д. с. будет индуцироваться суммарным потоком Ф + Фц. Падение напряжения внутри генератора при рабочем режиме компенсируется увеличивающимся магнитным потоком, и поэтому напряжение остается равным напряжению холостого хода. Для получения падающей внешней характеристики сварочные посты включают в цепь генератора через регулируемые балластные реостаты 4. Напряжение генератора регулируют реостатом 2, включенным в цепь параллельной обмотки возбуждения. Сварочный ток устанавливают изменением сопротивления балластного реостата. Многопостовой сварочный преобразователь ПСМ-1000 (рис. 22) состоит из сварочного генератора постоянного тока типа СГ-1000 и трехфазного асинхронного двигателя, смонтированных в одном корпусе. Генератор СГ-1000, шестиполюсный, с самовозбуждением, имеет параллель-
ную и последовательную обмотки, создающие магнитные потоки одинакового направления. В комплект сварочной машины входят девять балластных реостатов РБ-200, позволяющих развернуть девять постов. Преобразователи ПСМ-1000-1 и ПСМ-1000-11 существенных конструктивных отличий не имеют. Обмотки возбуждения генератора у ПСМ-1000-І изготовлены из меди, а у ПСМ-1000-ІІ — из алюминия. Последней модификацией является ПСМ-1000-4, состоящий из генератора ГСМ-1000-4 и электродвигателя А2-82-2 мощностью 75 кВт. В комплект преобразователя входят балластные реостаты РБ-200-1 (9 шт.) или РБ-300-1 (6 шт.). Балластный реостат РБ-200 (рис. 23) имеет пять рубильников, переключением которых устанавливают сопротивление реостата. Эти переключения позволяют регулировать сварочный ток ступенчато через каждые 10 А в пределах 10. 200 А. Применение многопостовых сварочных преобразователей уменьшает площади, занимаемые сварочным оборудованием, сокращает расходы на ремонт, уход и обслуживание. Однако к. п. д. сварочного поста значительно ниже, чем при однопостовом преобразователе, вследствие больших потерь мощности в балластных реостатах. Поэтому выбор одного многопостового или нескольких однопостовых сварочных агрегатов обосновывают технико-экономическим расчетом для конкретных условий. Если экономически выгодно применение однопостовых сварочных агрегатов, но мощности одного генератора недостаточно для работы сварочного поста, включают параллельно два сварочных агрегата. При параллельном включении генераторов необходимо соблюдать следующие условия. Генераторы должны быть одинаковыми по типу и внешним характеристикам. До включения необходимо отрегулировать генераторы на одинаковое напря-
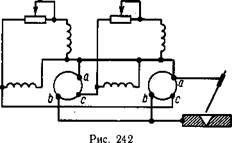
жение холостого хода. После включения в работу следует с помощью регулирующих устройств установить по амперметру одинаковую нагрузку генераторов. При неодинаковой нагрузке напряжение одного генератора будет выше другого и генератор с низким напряжением, питаемый током второго генератора, будет работать как двигатель. Это приведет к размагничиванию полюсов генератора и выходу его нз строя. Поэтому следует постоянно следить за показаниями амперметров и при необходимости регулировать равномерность нагрузки. Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют перекрестное питание их цепей возбуждения: обмотки возбуждения одного генератора питаются от щеток якоря другого генератора (рис.24) .Для этой цели генераторы имеют уравнительные контакты, которые надо при параллельной работе соединить между собой. При параллельном включении многопостовых генераторов ПСМ-1000 необходимо клеммы на щитках генераторов ГС-1000, обозначенные буквой У (уравнительный), соединить между собой проводом; при этом последовательные обмотки генераторов соединяются параллельно и, таким образом, исключаются колебания в распределении нагрузки между генераторами. Опорный конспект по ПМ 02. «Сварка и резка ……» по теме «Сварочные преобразователи»
Мастера, которые не так давно занимаются сварочными работами знакомы в основном только с инверторами или полуавтоматическими аппаратами, не зная о других видах. В магазинах всё также можно встретить старомодные трансформаторы, выпрямители и генераторы. Но кроме них вы найдёте и сварочный преобразователь, который сейчас используется редко. Но всё равно, узнать о нём, его устройстве и особенностях стоит, ведь никогда не знаешь, что может пригодиться в работе. Мы расскажем, зачем нужен преобразователь, из чего он состоит и как работает. Кроме того, мы разберем его отличия от сварочного генератора.
Что собой представляет преобразователь?Преобразователь для проведения сварочных работ — это комбинация нескольких устройств. Здесь используется связка электрического двигателя переменного тока и специальный сварочный аппарат с постоянным током. Процесс преобразования энергии выглядит следующим образом. Электрическая энергия, поступающая от сети переменного тока, воздействует на электродвигатель, заставляя вал вращаться, создавая механическую энергию за счет электрической. Это первая часть преобразования. Вторая часть работы сварочного преобразователя заключается в том, что во время вращения вала генератора, вырабатываемая механическая энергия будет создавать постоянный электрический ток.
Однако сразу стоит отметить, что использование таких устройств не слишком популярно, так как коэффициент полезного действия их невелик. К тому же, в двигателе имеются вращающиеся части, что делает его использование не очень удобным. Чем отличается сварочный преобразователь от генератораГенерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую. Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической. Принцип действия устройстваМожно отметить, что сварочный преобразователь — это специфическая разновидность обыкновенного сварочного аппарата. Если коротко сказать о конструкции этого оборудования, то оно примерно следующее. Имеется две основных части — это электродвигатель, который чаще всего является асинхронным, а также генератор постоянного тока. Особенностью является то, что оба эти устройства объединены в один корпус. Также важно обратить внимание на то, что в схеме имеется коллектор. Так как работа генератора основана на электромагнитной индукции, то он будет производить переменный ток, который и будет преобразовываться в постоянный при помощи коллектора.
Если говорить о принципе работы сварочного преобразователя, то не стоит путать его с такими приборами, как выпрямитель или инвертор. Конечный результат у всех трех устройств одинаковый, но вот суть их работы сильно отличается. Наибольшее отличие заключается в том, что в преобразователе осуществляется более длинная цепочка преобразования. Так как переменный ток сначала преобразуется в механическую энергию и лишь потом в постоянный ток. Устройство сварочного преобразователяРассмотреть устройство этого прибора можно на примере однопостового преобразователя. Такие модели состоят из обычного приводного асинхронного двигателя и сварочного генератора, объединенных в одном корпусе. Тут стоит отметить, что такое оборудование предназначается для работы на открытом воздухе. Однако там их необходимо размещать либо в специально отведенных местах — машинных залах, либо под навесами. Это необходимо для защиты электрического оборудования от осадков. Опорный конспект по теме «Сварочные преобразователи и сварочные агрегаты». Сварочные преобразователи и сварочные агрегаты служат источниками питания для сварки постоянным током. Сварочные преобразователи Сварочный преобразователь преобразует механическую энергию электродвигателя в электрическую напряжением и диапазоном токов, необходимых для сварки. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя. Сварочные преобразователи, как правило, оснащаются асинхронными трехфазными двигателями в однокорпусном исполнении. Сварочные преобразователи либо монтируются стационарно, либо имеют колеса для перемещения по цеху.
Сварочные агрегаты Сварочный агрегат преобразует механическую энергию двигателя внутреннего сгорания в электрическую напряжением и диапазоном токов, необходимых для сварки. Сварочный агрегат состоит из генератора и приводного двигателя внутреннего сгорания. Сварочные агрегаты предназначены для работы в полевых условиях, а также в некоторых других случаях (например, при сильном колебании напряжения в электрической сети). Широкое распространение получили сварочные агрегаты АСБ, АДБ с бензиновыми двигателями и АСД, АДД с дизельными двигателями. Сварочные агрегаты наиболее часто комплектуются генераторами с самовозбуждением и размагничивающей последовательной обмоткой и с расщепленными полюсами. Сварочный агрегат АСБ-300 используется при ручной дуговой сварке постоянным током. Он состоит из двигателя внутреннего сгорания ГАЗ-МК (возможна комплектация и другим двигателем) и сварочного генератора ГСО-300, соединенных между собой эластичной муфтой. Двигатель и генератор смонтированы на металлической сварной раме, которая устанавливается на прицепе или в кузове автомашины Агрегат по конструкции может быть передвижной и стационарной установкой. Во время работы агрегат устанавливают в горизонтальное положение, боковые шторы снимают, а корпус генератора заземляют.
Универсальные сварочные преобразователи Для ручной дуговой сварки и сварки на автоматах, снабженных авторегуляторами напряжения, автоматически воздействующими на скорость подачи электродной проволоки, требуются источники питания с падающими внешними характеристиками. Для питания автоматов и полуавтоматов с постоянной скоростью подачи электродной проволоки, в том числе для сварки в углекислом газе и порошковой проволокой CП-2, необходимы генераторы с жесткими внешними характеристиками. Поскольку на заводах и монтажных площадках механизированные методы сварки используются в сочетании с ручной дуговой сваркой, поэтому требуются универсальные источники, обеспечивающие как падающие, так и жесткие внешние характеристики. Для этой цели разработана конструкция универсального сварочного преобразователя ПСУ-300, генератор которого имеет одну обмотку возбуждения. Внешние характеристики в этом генераторе создаются с помощью триода ПТ, включенного в цепь обмотки возбуждения ОВ, и обратной связи по току нагрузки. Он является четырехполюсным генератором постоянного тока нормального исполнения. Его обмотка возбуждения ОВ размещена на четырех главных полюсах и питается от устройства управления, размещенного на корпусе преобразователя. Сварочная цепь и цепь обмотки возбуждения связаны между собой стабилизирующим трансформатором Тр, предназначенным для обеспечения динамических свойств генератора. Величину сварочного тока регулируют реостатом – регулятором ДП, установленным на передней стенке управления. По мере роста сварочного тока сопротивление триода возрастает, ток возбуждения уменьшается, характеристика получается падающей. При переключении цепей управления внешняя характеристика становится жесткой. Внутреннее устройство агрегатаЕсли вдаваться в подробности устройства и конструкции, а также принципов работы сварочного преобразователя, то все это выглядит следующим образом. Так как во время работы устройства оно нагревается, на валу между генератором и электродвигателем, крепится вентилятор, чтобы охлаждать преобразователь. Электромагнитные части генератора, то есть его полюса и якорь выполняются из тонких листов стали электротехнической марки. На магнитах полюсов располагаются такие элементы, как катушки с обмотками. Якорь же, в свою очередь, имеет продольные пазы, в которые укладывается изолированная обмотка. Концы данной обмотки припаиваются к пластинам коллектора. Также у данного устройства имеется пускорегулирующая аппаратура и амперметр. Оба прибора располагаются в коробке.
Используемые моделиВ настоящее время используются сварочные преобразователи с номинальным сварочным током 315 А. Основное предназначение этих агрегатов — это питание постоянным током одного сварочного поста. Также он может использоваться для питания ручной дуговой сварки, наплавки и резки металлов штучными электродами. В преобразователях такого рода используются генераторы типа ГСО-300М и ГСО-300. Их устройство — это четырехполюсная коллекторная машина постоянного тока с самовозбуждением. Отличие этих двух моделей друг от друга заключается лишь в том, что у них разная частота вращения вала генератора. Это, что касается сварочного преобразователя 315. 500 А — это второй номинальный ток, который также используется для работы. Однако здесь уже необходимо подключать в работу более мощный преобразователь, к примеру, модель ПД-502. Существенное отличие такой модели преобразователя от ГСО заключается в том, что у него имеется независимое возбуждение. Дело здесь в том, что для питания ПД-502 используется переменный трехфазный ток, который сначала проходит через индуктивно-емкостный преобразователь напряжения. Одновременно с функцией питания он выполняет и роль стабилизатора для этой модели агрегата.
Однако важно понимать, что основное назначение сварочного преобразователя заключается в преобразовании энергии электрического типа переменного характера, в электрическую энергию постоянного характера. Отличие от сварочного агрегата генератораНачинающие сварщики нередко “теряются” между сварочным агрегатом и преобразователем. Эти виды сварочных аппаратов имеют много общих черт: их устройство и основы работы в целом похожи. Но они бы не назывались по-разному, если бы не было различий между ними. В первую очередь это касается типа двигателя, который используется для создания течения тока.
У агрегата – это двигатель на топливе (бензине или дизеле), потому для сварки таким оборудованием не нужно иметь рядом розетку. Агрегат можно использовать где угодно. Сварочные преобразователи делят на группы по разным критериям. О них поговорим дальше. Количество сварочных постовВ преобразователе может быть один или несколько сварочных постов. Однопостовые могут обеспечить питанием лишь одну сварочную электродугу. То есть, варить в одно время сможет только один человек. Многопостовая машина может обеспечить работой несколько мастеров одновременно, поэтому такие варианты часто встречаются на заводах.
Так производство экономит на ремонте и техническом обслуживании оборудования, выполняет больше работы за один день. Коэффициент полезного действия многопостового аппарата меньше, чем у аппарата с одним постом. Поэтому то, сколько постов выбирать при покупке, зависит от того, чего ожидают от оборудования.
В этой ситуации к дуге одновременно подключают два преобразовательных прибора, для которых настраивают одинаковые характеристики напряжения и электрического тока. Способ установки и характеристикиПреобразователь для сварки можно устанавливать стационарно, есть и модели, которые можно перемещать. Перед тем, как закрепить прибор на одном месте, нужно создать фундамент, чтобы поверхность, на которой будет стоять преобразователь, не прогнулась и не сломалась под его весом. Для передвижного аппарата нужно сделать раму на колёсах. Характеристики напряжения и тока могут быть падающие, падающие полого, жесткие и комбинированные. ФункционалБольшинство устройств многофункциональны и подходят для многих типов сварки. Например, электродуговой ручной, полуавтоматической в среде инертных газов или сварки автоматом с использованием флюса. Для того, чтобы преобразователь “осилил” всё это, его вольтамперные характеристики должны быть совмещёнными: быть в состоянии работать с зафиксированным и падающим напряжением. Виды преобразователейСуществует два основных типа преобразователя — это стационарные и передвижные. Если говорить о стационарных типах, то чаще всего это небольшие сварочные кабины или посты, предназначенные для работы с небольшими объемами изделий. Сварочные преобразователи, установленные здесь, не отличаются высокой мощностью. Передвижные же, в свою очередь, рассчитаны в основном на работу с большими объемами. ИХ часто используют для того, чтобы сваривать водопроводы, нефтепроводы, металлические конструкции и т. д.
Важно еще кое-что добавить о принципе работы этого устройства. Как говорилось ранее — он преобразовывает переменный ток в постоянный, используя переход к механической энергии. Однако есть некоторые устройства, позволяющие регулировать величину выходного постоянного тока. Процесс регулировки осуществляется при помощи таких устройств, как балластные реостаты. Принцип работы достаточно прост — чем выше выставленное значение сопротивление, тем ниже сила выходного постоянного тока и наоборот. Устройство и сфера применение сварочного преобразователяСпецифическая разновидность сварочного аппарата, применяемая в основном в промышленности, а также в некоторых видах строительно-монтажных работ – это и есть сварочный преобразователь. Он называется так потому, что преобразовывает переменный ток от бытовой или промышленной сети в постоянный ток, оптимально подходящий для большинства видов сварки.
Принцип действияНесмотря на суть конечного результата — постоянный ток — преобразователь действует по совершенно иному принципу, чем выпрямитель или инвертор. Его конструкция предполагает удлиненную цепочку прохождения энергии. Сначала переменный ток переходит в механическую энергию, а она в свою очередь преобразуется обратно в электрическую, но уже постоянного характера. Конструктивно преобразователь состоит из электродвигателя, как правило, асинхронного, и генератора постоянного тока, объединенных в одном корпусе. Поскольку генератор, использующий принцип электромагнитной индукции, также вырабатывает переменный ток, в схеме присутствует коллектор, преобразующий его в постоянный. Пример оборудования
В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500. Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения. Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор. На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы. ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора. Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя. ДостоинстваКак и любое другое оборудование, сварочные преобразователи (которые исторически появились гораздо раньше инверторов) имеют определенные преимущества, и одновременно несут ряд определенных неудобств. К их достоинствам можно отнести:
Током, который способны выдавать эти устройства, можно варить очень толстые швы, порядка 10-30 мм. Это еще одно важное преимущество, благодаря которому используют сварочные преобразователи. НедостаткиОднако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения. Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал. Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Классификация
Сварочные преобразователи классифицируются по различным параметрам. В том числе по количеству сварочных постов (одно- и многопостовые) и по типу привода (от электродвигателя либо, например, от двигателя внутреннего сгорания). По конструктивному исполнению они могут быть стационарными и передвижными, в одинарном или сдвоенном корпусе. Преобразователи также отличаются по форме выходной характеристики. Для многих видов работ решающее значение имеет именно эта классификация. По форме выходной характеристики сварочные преобразователи разделяют на устройства, выдающие падающую либо жесткую характеристику (последние также способны выдавать пологопадающую). Существуют и универсальные преобразователи, в зависимости от установленного переключателя способные работать как в том, так и в другом режиме. Дело в том, что специфика сварочных работ в защитных газах, автоматическая или полуавтоматическая, требует исключительно жесткой выходной характеристики. К таким преобразователям относится, к примеру, система ПСГ-500. Сварочные преобразователи модельного ряда ПСО имеют падающую характеристику, ПСУ — универсалы, способные переключаться в нужный режим работы.
С точки зрения прикладной физики преобразователи также подразделяются в зависимости от технологии, реализованной в генераторе. Генератор может быть с расщепленными полюсами, с отдельными намотками намагничивания и размагничивания, с намоткой размагничивания и независимым возбуждением. Но на практике существенной разницы в значимых технических характеристиках между всеми этими типами нет. Сварочные преобразователиСварочные преобразователи подразделяют на следующие группы: по числу питаемых постов — одно - постовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг; по способу установки —стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках; по р о д у двигателей, приводящих генератор во вращение,— машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным) ; по способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на одной раме, а привод осуществляется через соединительную муфту. Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Электрическая схема сварочного генератора обеспечивает падающую внешнюю характеристику и ограничение тока короткого замыкания. Внешняя вольт-амперная характеристика / (рис. 14) показывает зависимость между напряжением и током на клеммах сварочной цепи генератора. Для устойчивости горения сварочной дуги характеристика генератора / должна пересекать характеристику дуги III. При возбуждении дуги напряжение изменяется (//) от точки I к точке 2. При возникновении
И устойчивом горении дуги ее характеристика смещается с положения // и занимает положение III, а напряжение возрастает до значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должен превышать сварочный ток (точка 5) более чем в 1,5 раза: /к < 1,5/р.
Генераторы с расщепленными полюсами обеспечивают падающую внешнюю характеристику, используя размагничивающее действие магнитного потока якоря. На рис. 15 показана схема сварочного генератора такого типа. Генератор имеет четыре основных (N г и Sr — главные, Nn И Sn — поперечные) и два дополнительных (N и S) полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая — только нк поперечных. В цепь регулируемой обмотки возбуждения включен реостат 3. На дополнительных полюсах расположена сериес - ная обмотка 4. По нейтральной линии симметрии О — О между разноименными полюсами на коллекторе генератора расположены основные щетки а и ft, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения. При холостом ходе генератора (рис. 16, а) обмотки полюсов создают два магнитных потока Фг и Фп, которые индуцируют э. д. с. в обмотке якоря. При замыкании сварочной цепи (рис. 16, б) по обмотке якоря потечет ток, который создает магнитный поток якоря Фя, направленный по линии основных щеток и замыкающийся через полюсы генератора. Магнитный поток якоря Фя можно разложить на два составляющих потока Фяг и Фяп. Поток Фяг по направлению будет совпадать с потоком Фг главных полюсов, но усилить его не может, так как главные полюсы генератора имеют вырезы, уменьшающие площади их поперечных сечений, и поэтому они работают при полном магнитном насыщении (т. е. магнитный поток этих полюсов независимо от нагрузки остается практически постоянным). Поток ФЯп направлен против потока Ф„ поперечных-полюсов и поэтому ослабляет его и даже может изменить направление суммарного потока. Такое действие магнитного потока якоря приводит к ослаблению суммарного
Принципиальная схема генератора с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь, представлена на рис. 17. Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую последовательную обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (b и с), либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Маг- Нитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Ф0. Следовательно, э. д. с. генератора будет индуцироваться результирующим магнитным потоком Фв — Фп - С увеличением сварочного тока магнитный поток Фп возрастает, а результирующий магнитный поток Ф„ — Фм уменьшается. Как следствие, уменьшается индуцируемая э. д. с. генератора. Таким образом, размагничивающее действие обмотки 2 обеспечивает получение падающей внешней характеристики генератора. Сварочный ток регулируется переключением витков последовательной обмотки (грубая регулировка — два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-ЗОО, ГС0500, ГС-500 и др. Краткая техническая характеристика сва- На рис. 18 представлен однопостовой передвижной сварочный преобразователь ПСО-500, выпускаемый серийно и нашедший широкое применение при строительно-монтажных работах. Он состоит из генератора ГСО-5СЮ и трехфазного асинхронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Преобразователь предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Для грубого регулирования сварочного тока (переключения витков последовательной обмотки) на клеммовую доску генератора выведены один отрицательный и два положительных контакта. Если необходим сварочный ток в пределах 120. 350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам. При работе на токах 350. 600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно сварочный ток регулируют реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоука- зателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд — до 350 А и наружный ряд — до 6СЮ А. Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газонефтепроводов, при установке мачт электропередач высокого напряжения и др.) применяют передвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания. Краткая техническая характеристика наиболее распространенных сварочных агрегатов с двигателями внутреннего сгорания дана в табл. 2. Читайте также:
|