Сварочный резонансный инвертор своими руками
Обновлено: 14.05.2024
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
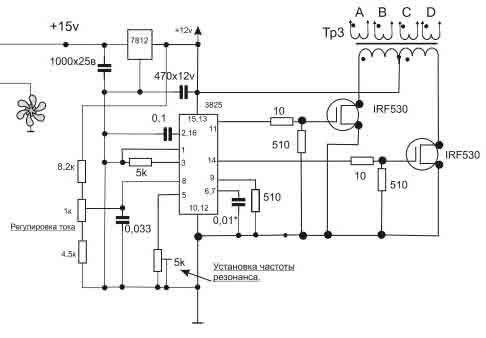
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Сварочный резонансный инвертор своими руками
Пока зима и на улицу вылазить не хочется. До -25 градусов однако. Зато солнечно каждый день. Прикольно. Дома тепло и солнце светит в окно. Начал не спеша собирать сварочный инвертор. Собрать сварочный инвертор своими руками я собирался уже давно, но все времени не было. Зимой свободного времени появляется больше и потому больше свободы для творчества. Цены на сварочные инверторы в магазинах города весьма приличные. Аппарат мне нужен простой для редких дачных работ. Есть вариант купить самый дешевый китайский аппарат, но он будет на много хуже самодельного инвертора за те же деньги. Да и люблю я собирать своими руками что-нибудь. Сначала хотел сделать трансформаторный сварочник, но сам халявный магнитопровод для изготовления трансформатора ни как не попадался, а покупать его совсем не хочется ибо он цены не малой, а за что собственно, чтобы собрать гавеный сварочник. Не, так не пойдет.
Присмотрелся к современным сварочным инверторам, а что собственно не так уж все и сложно. Вес конструкции легче в целом получиться. Да и нагрузка у инверторов на и без того «просевшую» дачную электросеть ниже. За основу взял схему сварочного инвертора типа резонансный мост господина Негуляева, который в народе окрестили негуляйником.
Две его книжки «Сварочный инвертор — это просто» и «Сварочный инвертор — это просто Часть 2» в PDF формате можно без проблем скачать в Интернет. Введите в поисковике запрос : «Сварочный инвертор — это просто Негуляев» или что-то типа того.

Кликните по схеме, чтобы посмотреть ее в полном размере.
Я не буду здесь писать тоже самое, что вы и так можете прочитать в книгах упомянутых выше. Потому за подробностями в книгу. В интернете многие спецы хаят Негуляева и его изобретение. В основном все сводиться к тому, что можно сделать круче. А мне не надо круче. Типа вот, например, лучше использовать специальные современные драйверы для IGBT. А я не хочу за них платить лишние деньги. То сам инвертор этот не резонансный, а квазирезонансный, а может все таки резонансный? Схема в любом случае рабочая. Достаточно надежная. Позволяет снимать 200 — 250 ампер.
Начал собирать. Составил список деталей и отправился по магазинам. Оказалось, что не все так просто и даже в магазинах радиокомпонентов Санкт-Петербурга нет большинства необходимых деталей. IGBT IRG4PC50UD транзисторов для моста не оказалось в Микронике. В Симитроне есть, но продажа только юридическим лицам. В Мегаэлектронике тоже плохо и в лучшем случае только под заказ. В Чип и Дип есть, но как всегда в лучших традициях магазина по тройной цене. Та же история и с выходными силовыми диодами 150EBU04 и особенно с ферритом.
Долго искал компоненты в магазинах. У китайцев (заказ через интернет с бесплатной доставкой) кроме наличия всего необходимого, там меня радует и цена. Даже при заказе у продавцов с платной доставкой все равно получается намного дешевле чем у нас в интернете или в реальном магазине. Подумал, зачем я буду добывать компоненты под заказ. Ждать по две недели этих заказов. Потом ехать забирать их в разные места. Переплачивать. В Китае я получу все гораздо дешевле (по крайней мере то что я хотел) и посылка придет почти мне в руки (почта в трех минутах ходьбы от моего дома).
Посылка пришла довольно быстро. Все было очень хорошо упаковано и пришло в целости и сохранности. Пока ждал эту посылку, спаял из своих старых запасов генератор. Вот эту часть схемы.
Оставалось только воткнуть в кроватку микросхему UC3825N. Вот что получилось.

Затем намотал дроссель Др.3. для умножителя напряжения 15 витков монтажного провода желательно 1 кв. мм. на ферритовом кольце 28x16x9 2000HM1. Мотал самодельный из двух ШВВП 0.5 кв. мм. снята заводская изоляция и они скручены вместе. Затем восстановлена изоляция пвх изолентой. После намотки обмотка покрыта лаком.

Изготовление трансформатора Тр.3 заняла больше времени, так как обмотка отказывалась умещаться. Вроде и провод взял меньшего диаметра чем автор уже не раз упомянутой книги.
Удалось намотать 26 витков на ферритовом кольце 28x16x9 2000HM1 , что в принципе достаточно (25-30 витков необходимо). Использовал то что было под рукой, а именно 6-ти жильный CQR, сняв общую изоляцию.
Удобно, каждая обмотка получается своего цвета. Рекомендую все же использовать МГТФ у него изоляция понадежнее.
Ферритовые кольца (хоть в книге про то и не сказано) рекомендуется надеть на выводы, подключенные к выходным диодам Д3 и Д5 150EBU04, выходного трансформатора Тр.1, дабы исключить выбросы, которые могут прикончить дорогостоящие ебушки (Д3 и Д5 150EBU04).
Так же параллельно им (Д3 и Д5 150EBU04) не помешает поставить трансилы (защитный диод) типа 1.5KE350CA.
Если вдруг случиться так, что погорят ваши ебушки, не спешите их выкидывать. Дело в том, что 150ebu04 это составной диод и состоит из двух запараллеленных кристаллов на 75 ампер каждый.
Часто бывает, что сгорает только один из них. Необходимо пропилить по середине тот вывод на котором имеются зубцы для припайки. Пилить необходимо до тех пор пока не углубитесь в сам корпус компонента на миллиметр. В результате если повезет получите довольно мощный диод на 75 ампер.
Сам мост сварочного инвертора на четырех IGBT транзисторах IRG4PC50UD получился таким.

Транзисторы расположены с другой стороны платы к ним будет прикреплен радиатор с кулерным охлаждением (вентилятор). Дорожки дополнительно усилены медным проводником миллимитрового сечения.
Для изготовления силового трансформатора Тр.1 и резонансного дросселя Др.1 использую феррит фирмы Epcos сердечник E65 №87 (приблизительный отечественный аналог 20×28 2200HMC). По одному сердечнику на трансформатор и на дроссель. На выходе сварочного инвертора 160 Ампер потянет.

В такой упаковке, как на фото, пришел мне в посылке.

На термореле наткнулся случайно, зайдя в магазин газового оборудования. В котором торговали всякими газовыми котлами и простыми колонками. Там же продавали запчасти к этому самому газовому оборудованию. Гляжу лежит на витрине термореле KSD301, как раз на 90 градусов как я и хотел. Запас по току на много больше чем мне нужно. Стоил если не ошибаюсь 30 рублей за штуку, но точно не больше.
Купил две штуки. Одну поставлю на радиатор с IGBT транзисторами IRG4PC50UD, а другую на радиатор с выходными силовыми диодами 150EBU04. Сами терморелюхи можно подключить в разрыв провода по которому идет управляющий сигнал к входному реле 12В 30А.
Купить радиодетали для сварочного инвертора можно в Китае через интернет с бесплатной доставкой . Там практически все есть:
молодец, хорошо изложил спасибо,котику привет помогал как никак.
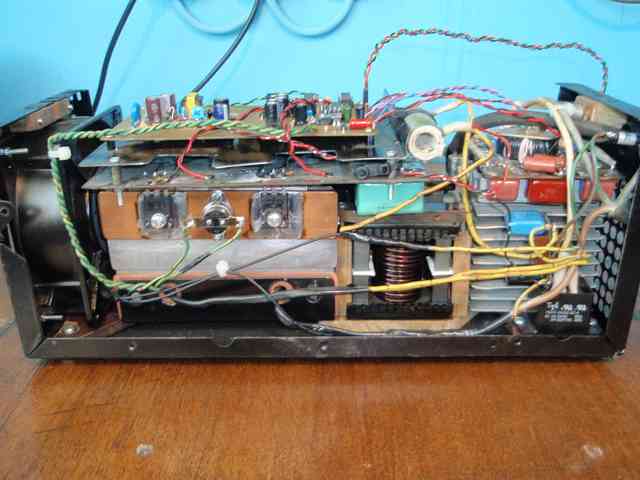
Появилось время, продолжил ковыряться. Сделал корпус из старого корпуса системного блока компьютера, уменьшив его в размерах. Большеват наверное, но для первого варианта сойдет.
Пока ковырялся пришла мысль. Может не возиться с настройкой резонанса, то бишь вообще исключить резонансный дроссель из схемы и так как он планировался из такого же феррита, что и силовой трансформатор, то объединить феррит и сделать более мощный трансформатор. А вы как думаете?
Я блок питания на 12 вольт делать не буду. Так как в заначке есть уже готовый заводского изготовления импульсный на 2 ампера и 12 вольт.
Привет всем. Собрал 4 резонансника, пятый в стадии завершения. На первом попалил 8 пар транзисторов и 4 диода, а потом посидел сделал доработки в схеме и настройке и заработало.Правда во втором пытался поставить самодельный бп, но потом от этой идеи отказался
Если не секрет, что за доработки?
Как у вас дела с изготовлением?
У меня пока две основные проблемы.
Нет личного осциллографа, на работе валяется один, но можно взять только втихаря он типа эталонный (проходит поверку постоянно) и все на него молятся, а пользоваться не дают.
А вторая проблема — нечем мотать трансформатор и дроссель. Сидел парился с лицендратом, набрал для дросселя, а он зараза в один слой не влезает.
Доработал регулировку тока (дабы защитится от пропадания контакта в переменном резисторе),на выходе обязательно ставлю по два 150EBU04 т.к. ток у меня на выходе 210-220А( при частом КЗ вылетают)и настраиваю немного по другому(если нужно настройку опишу позже).БП использую заводской 12В 5А(других у меня нет в наличии)(ГЛАВНОЕ чтобы частота БП не совпадала с частотой сварочника и не была кратной иначе смерть аппарату!Ферриты для силового транса E65 или 3хШ16Х20 дроссель Ш20Х28 или 2хШ16Х20 кол-во витков тоже.Мотал и дроссель и транс проводом 2мм.Во втором и третьем вариантах сварочника все ферриты были Ш16х20 нагрева не заметил при резке электродом 5ка
Что-то я не понял, как частота БП может на что-то влиять, на выходе же у него «чистая» постоянка?
Про настройку всегда интересно:) Опишите пожалуйста ваш способ.
Я так понял это касается бп без ШИМ, но каким боком? Люди советуют и на практике заметил что под нагрузкой(нагружен сварочник на балласт) появляются нездоровые посторонние шумы в БП и силовом трансе. О настройке постараюсь в течении пару дней написать.
2. Настройка силовой части
2.1 Регулятором тока выставим максимальную длительность управляющих импульсов (чтоб на 8 ноге было 4 вольта)
2.2 Настроим ЗГ на частоту 45 КГц
2.3 Вместо силового трансформатора последовательно с резонансной цепочкой включим лампочку на 100ватт 36 вольт
2.4 Подключаем силовую часть к ЛАТРу
2.5 Медленно поднимаем напряжение до 40-50 вольт, если лампочка не горит или горит тускло, крутим резистор частоты ЗГ до максимальной яркости лампочки. Зазор в рез. дросселе при этом должен быть 0.4 — 0.5 мм
2.6 Если все прошло нормально, то меняем лампочку на 100Вт 110В, и повышаем питающее напряжение до 220В, подкручивая частоту, если будет уходить
2.7 Отключаем лампочку, подключаем силовой трансформатор нагруженной лампочкой 100вт 36в
2.8 Весь процесс настройки начинаем заново как в п. 2.5, 2.6
3.Настройка максимального тока на выходе
3.1 Отключаем лампу и подключаем силовые диоды. Подключаем силовую часть напрямую в 220В, без ЛАТРа. Через секунду должно сработать запускающее реле, и на выходе появится 46-50В.
3.2 Чтоб убедиться что все работает нормально, подключить на выход лампочку 100Вт 36В, при этом чтоб все работало устойчиво. Смотрим, чтоб не было посторонних звуков, свечение было ровное , плавно регулировалось токозадающим резистором от максимума до минимума
3.3 Если все именно так, то меняем лампу на реостат 1 Ом 5КВт и продолжаем настройку
3.4 Кратковременно подключая нагрузку 1 Ом, подстраиваем частоту до того момента, когда вольтметр на балластнике покажет максимум напряжения, и при вращении частотозадающим резистором в любую сторону, напряжение будет уменьшаться
3.5 Проделываем тоже самое, что и в п.3.4 при балласте 0.5 и 0.25 Ом. При нагрузке 0,25 Ом должно получиться 26-28 Вольт, и при дальнейшем уменьшении сопротивления нагрузки напряжение должно понижаться.
3.7 Подбираем зазор в дросселе от 0,1 до 1,5 мм, чтоб при нагрузке 0.2-0.25 Ом был максимальный ток
Валерий,смотрел вашу страничку в «Моем мире». Очень здорово все делаете. Я вижу, что у вас уже практически все готово. Варить не пробовали? А с чем связано изготовление второго БП и моста, перемотка дросселя и трансформатора? Почему решили использовать управление(генератор) на TL494?
Здравствуйте. Я готов к сварочным работам.Если на нагрузке 0,2ома с рабочими концами я имел на выходе постоянное напряжение 25 вольт,то ток = 125А.Меня такой ток устраивает.В отношении 2 БП-захотелось иметь блок питания более точно отслеживающего выход.Я первоначально планировал разместить блоки вертикально,а позднее переиграл на горизонтальное размещение,соответственно и размеры платы изменились.Вот так появился 2 БП.
В 1 мостике IGBT транзисторы крепились к радиатору через прокладки.На втором я распилил радиатор и закрепил транзисторы без прокладок.
Кроме того я развернул транзисторы и установил защитный диод и ёмкость.
В отношении дросселя.Первоначальную наладку я делал при напряжении 30 вольт. резонанс на частоте 23Кгц.а надо повыше.Поэкспериментировал -убавил виток у дросселя-частота возросла не 2,5Кгц. Перемотал и закрепил по методу Скифа.На дросселе 10 витков.
Трансформатор перемотал может быть зря-Показалось сечение маленьким.
На 494 настраивать проще-не надо вгонять в диапазон 3-4 вольта.Не надо подбирать С для мёртвого времени.
Занимаюсь высадкой рассады под плёнки и мечтаю взяться за держак и испытать резонансник при огородном-пониженном напряжении.
Завтра буду давить сачка-надо подготовиться к празднику-запастись продуктами и посмотрю РЕН-ТВ У Прокопенко день космических историй- люблю его передачи.
Тоже смотрел космические истории по РЕН-ТВ:) У меня на участке электричество пока только от бензогенератора, боюсь он не потянет сварку на максимальном токе.
Переделал дроссель. Нашел провод обычный монтажный 3.5 мм в диаметре, снял ПВХ изоляцию и намотал с воздушным зазором 11 витков. Скрепил нитью как у Skif’a и покрыл лаком.
Ждем результатов ваших испытаний на «огородном» напряжении.
У меня 13 выдача пенсии.Приехал,получил.Загрузил фото с первыми сварными работами.Завтра снова в огород
Дела в сваркостроении у меня плохи:) Точнее руки не доходят. Ковыряюсь с очередной версией проекта дома. Вот-вот строительный сезон начнется, планирую начать строить.
Здравствуйте.Дело большое и серьёзное.Успехов вам.
admin , Валерий , ну как ваши дела с инверторами ??
Прошло куча времени. Коробка дома стоит. Идут внутренние работы и отделка.
По весне потребуется сварка:) У меня появился доступ к осциллографу по этому работу над сварочником возобновил.
Сварочный инвертор(200 А) - резонансный мост с частотным регулированием.
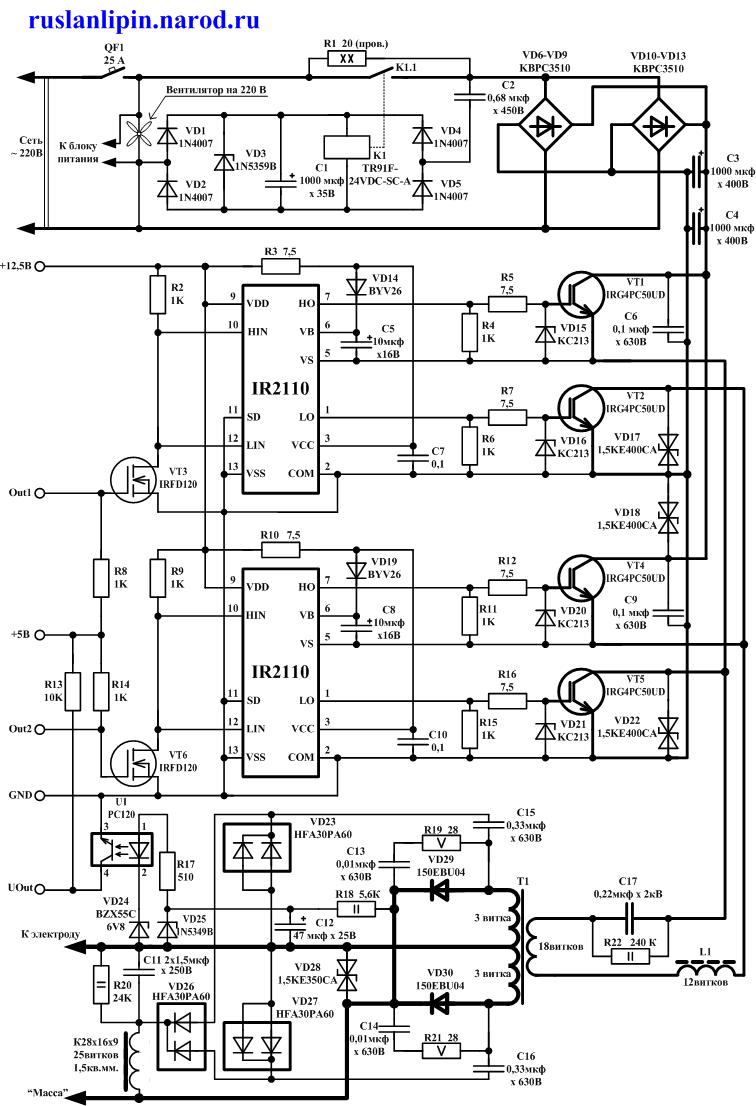
Резонансный мост – это одна из разновидностей двухтактных преобразователей инверторного типа. Во время первого такта открыты транзисторы (далее ключи)VT1 и VT2, во время второго – VT4 и VT5. Такты отличаются полярностью подачи высокого напряжения (приблизительно 300В) в резонансную цепочку, состоящую из конденсатора C17, сварочного трансформатора T1 и дросселя L1. Для безопасной работы ключей инвертора между тактами необходима пауза (DeadTime). В сварочном инверторе частота преобразователя должна быть такой, чтобы ёмкость С17, индуктивность L1 + индуктивность нагруженного на дугу трансформатора образовывали контур, в котором на этой частоте происходит резонанс напряжений. При этом мощность в нагрузке максимальна. При коротком замыкании в сварочной цепи этот резонанс уходит, как бы ограничивая ток короткого замыкания. Подстраивая частоту инвертора можно добиться максимальной мощности в дуге. С увеличением частоты ток в контуре начинает ограничиваться реактивным сопротивлением дросселя L1 и ток в дуге понижается. Таким образом, один раз настроив резонансную частоту (читай, частоту при которой в контуре с трансформатором, нагруженным на дугу, в дуге максимальная мощность) можно изменять значение сварочного тока, увеличивая частоту инвертора относительно резонансной.
При включении инвертора в сеть через пусковой резистор R1 и спаренный выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости зарядятся до напряжения 200-250В включиться реле K1, и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до напряжения приблизительно 300 В. C этого момента высоковольтная часть инвертора готова к работе.
В своём сварочном инверторе для управления мощными IGBT-транзисторами, я применил специализированные драйверы фирмы IR. Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через диоды VD14 и VD19 в моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те транзисторы, коллекторы которых соединены с плюсом силового питания 300 В. У нижних ключей эмиттеры соединены с минусом силового питания 300 В.
Для согласования ТТЛ уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14 обеспечивают неактивный режим драйверов во время “пусковой распутицы” микроконтроллера.
Удвоитель напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги. Программой микроконтроллера непрерывно отслеживается состояние выхода сварочного инвертора. При коротком замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так называемые снабберы и сапрессоры VD17, VD18, VD22, VD28, С13, C14, R19, R21, а также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.

Микроконтроллерный блок управления с блоком питания.
Использование любого аппарата электродуговой сварки предполагает наличие достаточно мощной сети питающего напряжения. Это условие не всегда обеспечивается при сварке в условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП). Для питания ответственных узлов БП должен обеспечивать стабильное напряжение при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком при напряжении выше 80 В. Таким образом, отсутствует промежуточный режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В. Для инверторов это важно, поскольку исключается работа ключей в линейном режиме. Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк! Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным проводом в лаковой изоляции диаметром 0,2 мм. При подключении трансформатора необходимо правильно соблюсти фазировку обмоток, иначе флайбэк работать не будет. Подборкой сопротивления резистора R1, добиваемся напряжения на выходе 12,5 В. Это напряжение используется для питания драйверов. Микроконтроллер получает питание через параметрический стабилизатор КР142ЕН5А.
Работа программы и настройка резонансной частоты.
Целью настройки резонансного моста является настройка резонансной частоты. Здесь и далее резонансной частотой буду называть ту частоту инвертора, при которой в дуге максимальная мощность.
При включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если контакты термостатов замкнуты, запускается инвертор на резонансной частоте. Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на проводе UOut возникнет низкий логический уровень и инвертор перейдёт в рабочий режим.
В рабочем режиме горит светодиод, звуковой сигнал выключен. Проверяется положение потенциометра. Вращение движка потенциометра приведёт к изменению рабочей частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от резонансной (минимальной) до максимальной. Изменение рабочей частоты сопровождается коротким звуковым сигналом. При этом максимальному сварочному току соответствует минимальная частота (она же резонансная). Увеличение частоты приводит к уменьшению тока в дуге. Таким образом, вращая потенциометр можно регулировать ток в дуге.
При коротком замыкании в сварочной цепи и работе инвертора на частоте выше резонансной существует опасность “словить” резонанс в коротком замыкании. Вероятность, конечно мала, но стоит перестраховаться, поскольку резонанс в коротком замыкании – это верная смерть ключей инвертора! С целью защиты “от смерти” в рабочем режиме периодически проверяется логический уровень на выводе UOut детектора короткого замыкания в сварочной цепи. Если таковое имеется, то на входе UOut появится высокий логический уровень и инвертор начнёт работать на резонансной частоте независимо от положения движка потенциометра. При этом светодиод потушен. Если в течение 1 секунды не произойдёт повышения напряжения в сварочной цепи, то работа инвертора блокируется, и программа начнёт выполняться сначала. Так выполняется функция антизалипания электрода.
Если во время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать светодиод. Как только температура понизится, и оба термостата будут включены, работа инвертора возобновиться.
Настройка резонансной частоты.
Перед подачей силового питания на ключи запускаем блок управления. Временно устанавливаем перемычку между проводом UOut и минусом. Осциллографом проверяем управляющие импульсы на затворах ключей. Там должны быть прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и шунтируем контакты реле. Подаём питание на блок управления. Силовое питание запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и начинаем настройку.
Чтобы войти в режим изменения резонансной частоты необходимо нажать и удерживать обе кнопки до включения звукового сигнала. После отпускания кнопок, звуковой сигнал выключается, и светодиод начинает часто мигать, что свидетельствует о переходе в режим редактирования резонансной частоты. При этом инвертор начинает работать на резонансной частоте. Кликая кнопками изменяем частоту инвертора и добиваемся максимального напряжения на реостате. Если резонансная частота находится ниже 30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная частота выше 42 кГц, то зазор в дросселе следует уменьшить. Как только резонансная частота подстроена на максимальную мощность, можно произвести запись значения резонансной частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После продолжительного звукового сигнала произойдёт запись.
Восстанавливаем схему инвертора, удаляем перемычку с провода UOut, отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и загореться светодиод. Потенциометром выставляем минимальную частоту (она же резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить с успешной настройкой! Держак в руки и вперёд!
Если напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить настройку сначала.
Схема сборки сварочного инвертора своими руками
Сварочный инвертор, изготовленный своими руками, по функциональности и производительности ничуть не уступает своему заводскому аналогу. При этом, обойдется совсем недорого. Мы расскажем, как собрать самодельный аппарат пошагово.

Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.

Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.

Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:

Принципиальная электрическая схема сварочного инвертора:


Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.

Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.

Где взять блок питания и как его подключить
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.

Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.

Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.

Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.

Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.

Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.

Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.

Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Читайте также: