Сварочный шов 80 уровня
Обновлено: 20.09.2024

На уровень качества сварного шва влияет не только уровень мастерства сварщика, но и правильно подобранные материалы, а также выбор и настройка оборудования.
Данный показатель является ключевым критерием для признания изделия годным или негодным к эксплуатации. Недостаточно плотный шов с деформациями и нарушенной герметичностью обязательно скажется на свойствах готовой продукции и сроках ее использования.
Для отслеживания качества сварных соединений используют методы разрушающего и неразрушающего контроля. Существуют конструкции, к которым предъявляются повышенные требования, например, трубопроводы, соединения моста и так далее.
Подробнее о том, как проверяют уровень качества сварных швов, читайте в нашем материале.
Качество сварного шва: основные понятия
Сварное соединение является неразъемным, состоит из двух и более сваренных между собой деталей. Сварное соединение включает в себя такие элементы, как шов, зона термического воздействия, а также примыкающие к ним области.
Говоря об уровне качества сварного шва, нужно учитывать, что существуют разные типы сварных соединений – под каждый из них подбирают наиболее подходящий метод и режим обработки.

Сварной шов является местом соединения заготовок в единую конструкцию. В процессе обработки металл в зоне соединения плавится, а во время остывания кристаллизуется, благодаря чему обеспечиваются такие характеристики шва, как прочность и способность не пропускать жидкости и газы.
Сварной узел предполагает соединение примыкающих элементов.
Сварной конструкцией считается та, что состоит из деталей или узлов, сваренных друг с другом. Материал заготовок, скрепленных между собой, принято называть основным металлом. Также есть присадочный металл, подаваемый в зону дуги, который плавится после введения в сварочную ванну и обозначается специалистами как наплавленный.
Качество готового изделия зависит от типа, формы, размеров швов, их расположения относительно сил, действующих на конструкцию, и наличия аккуратного перехода между швом и основным металлом.
Каждый тип соединения предназначен для использования в определенных условиях, при конкретных статических, динамических нагрузках. Не менее важным показателем является технология изготовления конструкции.
Основные виды сварочных швов
Сварные швы различаются по принципу скрепления заготовок и могут быть:
- Стыковые. Формируются мастером между торцами деталей изделия.
- Нахлесточные. Предполагают наложение и частичное перекрытие кромок деталей.
- Тавровые. Получаются посредством приваривания одной заготовки торцом к плоскости второй.
- Угловые. Формируются между элементами, находящимися под углом относительно друг друга, при этом шов находится в месте примыкания деталей.
- Торцевые. Предполагают сваривание торцов заготовок.
- Предварительный контроль – проводится перед началом сварочных работ и предполагает проверку металла, электродов, флюсов, присадки, газовых смесей. Далее мастер отслеживает качество сборки заготовок, готовность к работе места сварщика, осматривает сварочное оборудование, чтобы убедиться в его удовлетворительном состоянии.
- Контроль сварки – предполагает проверку режима и соблюдения технологии во время работы с заготовками.
- Контроль качества – осуществляется на готовых соединениях указанными далее способами.
- Внешний осмотр или визуальный осмотр деталей – позволяет выявить проблемы, заметные невооруженным глазом.
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
- 0,5 мм - для деталей толщиной до 4 мм;
- 1,0 мм - для деталей толщиной 4 -10 мм;
- 0,1 s, но не более 3 мм - для деталей толщиной 10-100мм;
- 0,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100мм.
- 1,0 мм - для деталей толщиной до 60 мм;
- 2,0 мм - для деталей толщиной свыше 60 мм.
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.

Только при соблюдении ГОСТ 5264-80 можно говорить о высоком уровне качества сварных швов разных типов и конструктивных элементов, при создании которых используется ручная дуговая сварка.
Методы контроля качества сварных соединений
После завершения сварочных работ на производствах всегда осуществляют контроль качества, чтобы обеспечить высокую надежность швов. Данный этап дает возможность выявить дефекты, снижающие прочность соединения, из-за чего страдают эксплуатационные характеристики изделия.
Таким образом удается добиться безопасного использования конструкции по ее назначению.

На больших предприятиях за проверку уровня качества сварных швов отвечает отдельный специалист. Тогда как небольшие производства не имеют возможности оплачивать его услуги, поэтому обязанность ложится на самого сварщика.
Последний выполняет ряд операций:
Уровень качества сварных швов проверяют, основываясь на требованиях ГОСТов и иных нормативных актов. Подобные документы содержат информацию о допустимых погрешностях. После всех измерений специалист подготавливает акт и протокол испытаний, содержащий в себе результаты проверки.
Обычно, помимо визуального осмотра, используют и другие методы оценки качества проведенных работ, поскольку вероятны скрытые дефекты.
Визуальный контроль сварных швов
Данный подход является простым, дешевым и требует минимума временных затрат. С его помощью проверяют уровень качества сварных швов, выявляя видимые трещины, сколы, иные проблемы.

По нормам шов должен иметь одинаковую ширину и высоту, без мест непровара, наплывов, складок. Перед осмотром с металла снимают окалину, шлак и загрязнения.
Каждый дефект изучают, измеряют, чтобы понять, насколько сильно он отражается на качестве шва. По возможности проблему устраняют, после чего изделие направляют на повторную проверку.
Капиллярный контроль сварных швов
Капиллярный способ измерения уровня качества сварного шва также известен как контроль сварных соединений ПВК. Работы проводятся по ГОСТ 1844 и сопряжены с применением проникающих веществ.
Это неразрушающий метод контроля качества, основанный на способности жидкости просачиваться в микроскопические капилляры.

Здесь используются специальные, обычно ярко-красные жидкости, называемые индикаторами, или пенетрантами, которые заполняют даже самые мелкие трещины. Следы красителя в металле шва видны невооруженным глазом либо проверяющий может использовать лупу.
Капиллярный способ проверки уровня качества сварных швов считается универсальным, так как выявляет трещины, поры, непровары, прожоги. Он имеет доступную цену, ведь не предполагает использования сложного оборудования, а пенетранты не так дороги.
Тем не менее, данный подход позволяет установить точные параметры дефектов, их расположение, подходит для проверки швов на черных и цветных металлах, поэтому активно применяется в различных областях.
Метод пневматической проверки
Чтобы убедиться в герметичности шва этим способом, используют сжатый воздух. Обычно этот метод задействуют для проверки соединений трубопроводов, функционирующих под высоким давлением.

Изделие помещают в ванну с водой и подают внутрь него сжатый воздух, пока давление не превысит рабочие показатели на 30–50 %.
Если размеры не позволяют погрузить конструкцию в ванну, на металл наносят пенный раствор и действуют по описанной схеме – любой дефект проявляется в виде пузырей на поверхности пены.
Радиационный контроль сварных соединений
В этом случае работают с гамма-лучами, образующимися при самопроизвольном распаде радия или урана. Лучи проходят сквозь металл, а все пустоты, неоднородности или прочие дефекты проявляются на пленке.
Данный подход признан одним из самых эффективных, так как позволяет заметить даже малые, скрытые дефекты, что важно при оценке уровня качества сварного шва.

Здесь используют искусственные радиоактивные вещества, известные как изотопы, а именно тулий, кобальт, цезий. Срок действия кобальта составляет 5 лет, цезия – 33 года, тулия – 129 дней.
Однако радиационный контроль применяется нечасто, что объясняется сложностью и ценой оборудования. Все работы могут выполняться только специалистом, прошедшим обучение, а к соблюдению техники безопасности предъявляются повышенные требования.
Также сильно ограничена продолжительность работы с таким оборудованием, поскольку гамма-излучение опасно для человека.
Ультразвуковой метод контроля
Этот метод базируется на способности ультразвуковых волн отражаться от границы между средами с разными акустическими характеристиками. В данном случае оборудование фиксирует разницу между дефектами и материалом изделия.
Ультразвук отражается от нижней поверхности металла и идет к датчику, после чего преобразуется в электрическое колебание и направляется на экран электронно-лучевой трубки. Все дефекты вызывают искажение колебаний, что отображается как всплеск.
Характер и размеры искажений позволяют специалисту определить проблему и размеры дефекта.
Высокая популярность этого метода проверки уровня качества сварного шва объясняется его относительной простотой в сочетании с эффективностью и доступной ценой.
Здесь не требуется дорогое оборудование, можно не учитывать физико-химические характеристики материалов. Правда, осуществлять контроль может только специалист с особыми знаниями и навыками.
Магнитная дефектоскопия
Каждый металл характеризуется собственной магнитной проницаемостью, однако намагничивание изделия всегда вызывает магнитное рассеяние в зоне дефекта. Неоднородность материала приводит к искажению проходящего через изделие магнитного поля – формируется поток рассеивания, огибающий все дефекты в сварном шве.

Прежде чем проверять уровень качества сварного шва, на конструкцию наносят ферримагнитный порошок, который позволяет увидеть магнитные линии. На качественном изделии появляются ровные линии, тогда как искажения являются признаком проблем.
Несмотря на эффективность, способ дорогой и подходит лишь для ферримагнитных материалов. Иными словами, он не позволяет проверять швы на алюминиевых, медных заготовках и из целого ряда металлов.
Люминесцентный способ контроля
Здесь используются люминофоры, то есть вещества, способные светиться под ультрафиолетом. Это свойство позволяет применять их для выявления даже мельчайших поверхностных дефектов.
В первую очередь, с проверяемой зоны удаляют загрязнения, после чего наносят жидкий люминофор. Через 10–15 минут раствор смывают, металл просушивают и подвергают воздействию ультрафиолета.
На дефектах сохраняются остатки раствора, которые дают характерное свечение и показывают недостаточный уровень качества сварного шва.
Для всех свариваемых материалов используют примерно одинаковые методы проверки качества. Однако результаты ручной дуговой сварки проверить немного сложнее, чем швы, для которых использовалась газосварка.
Практика показывает, что более высокое качество соединений достигается за счет проведения сварных работ автоматом и полуавтоматом в среде углекислого газа. Швы, сформированные в атмосфере аргона, отличаются минимальной долей шлака и окалины при полноценном составе наплавляемого металла.
Подобные сварные соединения имеют более высокое качество, чем выполненные ручной сваркой.
Также на открытой местности, например, на стройплощадке, невозможно обеспечить столь же хорошие условия выполнения работ, что и в цехе. А значит, напрасно ожидать очень высокого уровня качества сварных швов.
Кроме того, в полевых условиях усложняется проверка. Все указанные факторы учитывают при разработке проектов, для осуществления которых необходимы сварные работы. Ведь от качества проекта зависит возможность завершения объекта и его дальнейшая эксплуатация.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочный шов 80 уровня


почему появляется "цветастая" радуга после сварочных работ\нагрева металла ? оксидная плёнка? а если в нейтральном газе? аргоне например - то не будет ?




Роман, цвета побежалости насколько помню, цвет зависит от толщины оксидной плёнки и интерференции света через эту плёнку. А насчёт в газовой среде хз.


Роман, это радуга называется по другому )) "цвета побежалости" и появляются они в местах локального нагрева металла при сварочных работах, резке автогеном и т.д. )
Алексей, ну да , я это и хотел уточнить. Если дать остыть металлу в нейтральной среде без образования оксидной плёнки (слоёв\толщины), то видимо не будет этих цветов побежалости.



Катаясь на лыжах в Андорре обратил внимание на то как сварены детали подъемников на горках - практически идеальная косичка. Вернулся домой, пошел на работу, глянул как варят оснастку для спутников, мдээ.


Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
Соединения сварки в защитных газах по ГОСТу 14771-76:
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
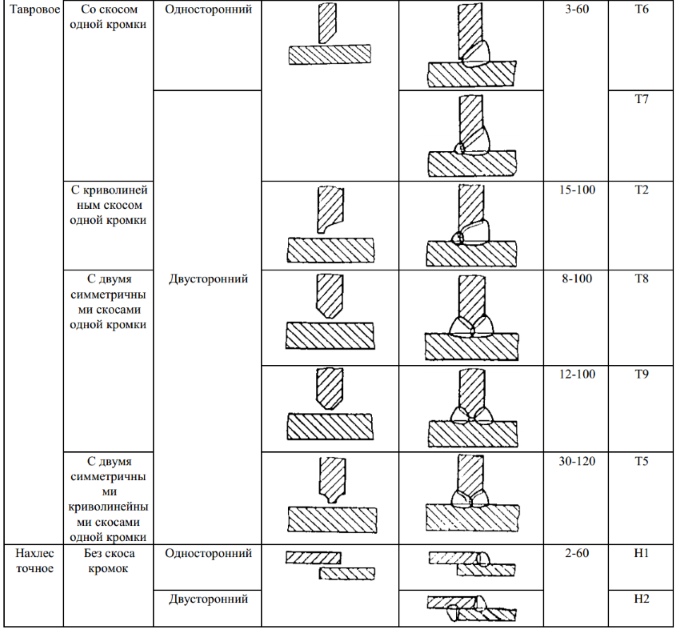
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
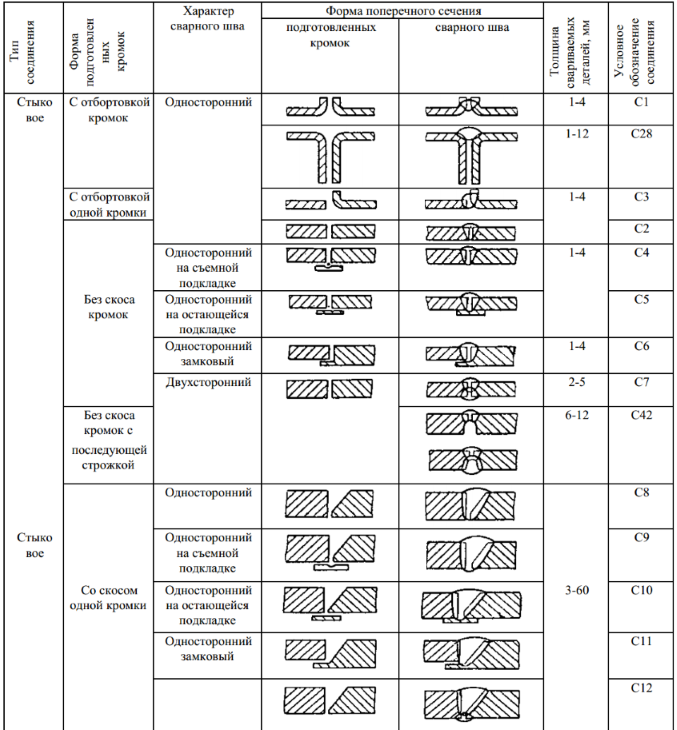
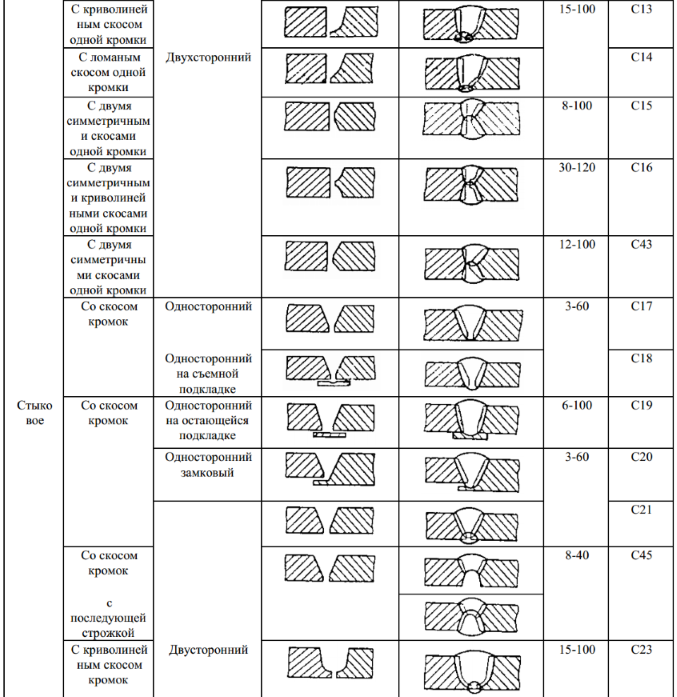


4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.

Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
Обозначение сварных швов на чертежах по ГОСТу

Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Читайте также: