Сварочный ток если уменьшить расстояние между обмотками сварочного трансформатора
Обновлено: 19.09.2024
2.Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это: перед сваркой детали предварительно изгибают на определенную величину а обратную сторону по сравнению с изгибом, вызываемым сваркой
3.Обратноступенчатый шов выполняется следующим образом:длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обраном общему направлению сварки
4.К каким дефектам относятся трещины, поры? к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть. уменьшена на 5-10%
6.Что не входит в дополнительные показатели режима сварки? напряжение
7.Как влияет увеличение напряжения на размеры и форму шва? увеличивает ширину шва
8.Сварочная электрическая дуга представляет собой: столб газа, находящего в состоянии плазмы
9. Причина возникновения деформаций при сварке - это: неравномерный нагрев и охлаждение свариваемой детали
10. Заварка кратера производится следующим образом: плавным обрывом дуги
11. Выбрать правильный ответ: при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее
12. Сварочные деформации при сварке плавлением возникают: всегда
13. Как изменяется величина сварочного тока при увеличении длины дуги? уменьшается
14. В дополнительные показатели режима сварки не входит: скорость сварки
15. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется угловым
16. Статическая вольт-амперная характеристика сварочной дуги это: зависимость напряжения сварочной дуги от силы сварочного тока
17. Ионизация столба сварочной дуги необходима для: стабилизации горения дуги
18. К сварочным швам средней длины относятся швы длиной: 250-1000мм
19. Что нужно сделать с силой тока для сварки в горизонтальном положении? уменьшить
20. Выбрать основные параметры режима сварки: сила тока.диаметр электрода.скорость сварки. напряжение на дуге
21. Какой способ сварки труб применяется при неповоротном, недоступном положении способ "с козырьком"
22. При ручной сварке повышение напряжения дуги приводит: к снижению сварочного тока
23. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва? подрезы
24. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет: 15-20гр.
26. Стабильность горения дуги зависит от наличия ионизации в столбе дуги
27. Зона термического влияния – это: участок основного металла, не подвергшийся расплавлению, структура которого изменяется
28. Электроды с тонким покрытием обозначаются буквой М
29. Горячие трещины в металле шва возникают из-за повышенного содержания водорода
30. Водород образует в металле шва при сварке поры
31. Покрытые электроды предназначены для ручной дуговой сварки
32. Основное покрытие электрода обозначается буквой Б
33. Основной вид переноса металла при ручной дуговой сварке покрытым электродом крупнокапельный
34. При ручной дуговой сварке наибольшая температура наблюдается в столбе дуги
35. Шов на "проход" выполняется следующим образом деталь проваривается от одного края до другого без остановок
36. Сварка сталей, относящихся к первой группе свариваемости, выполняется: без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха
37. Правильной подготовкой стыка изделий толщиной более 15 мм является Х–образная разделка кромок
38. Диаметр электрода равен диаметру стержня
39. Знаменатель полного обозначения электрода марки АНО-4 выглядит так:
Что обозначает цифра 2? для сварки во всех пространственных положениях, кроме вертикального сверху вниз
Катет шва наиболее точно можно измерить с помощью шаблона
41. Знаменатель полного обозначения электрода марки УОНИИ-13/45 пишется так:
Что обозначает цифра 0? для сварки на постоянном токе обратной полярности
43. Расшифровать тип электрода Э46А, где Э - электрод, 46-А - это: временное сопротивление разрыву
44. Что указывается в типе электрода для сварки легированных сталей? химический состав стержня
45. Что означает цифра 2 в обозначении марки электрода
Е 430-Р21 пространственное положение сварки
46. Подставить недостающую цифру вместо звездочки в условное обозначение электрода:
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности? к положительному полюсу
48. Номинальный сварочный ток и напряжение источника питания – это: ток и напряжение, на которые рассчитан нормально работающий источник
49. Для чего используется обратный провод? для соединения изделия с источником питания
50. Выберите тип электрода для сварки углеродистых сталей Э-46
51. Выбор типа, марки электрода зависит от марки свариваемого металла
52. Для чего в разделке заготовок делают притупление кромок? исключить прожог
53. Укажите газ, не оказывающий отрицательного влияния на качество сварного шва .гелий
54. Непосредственно к сварному шву прилегает участок неполного расплавления
55. Разрушение при горячей пластической деформации (красноломкость) в стали вызывает повышенное содержание серы
56. Усадка металла сварного шва наблюдается при большой массе металла в сварочной ванне
57. Возбуждение сварочной дуги производится постукиванием или легким касанием электрода по заготовке
58. Как влияет уровень легирования стали на ее свариваемость? ухудшается
59. Выпрямители имеют маркировку ВД
60. Если переключить соединение обмоток 3-х фазного трансформатора со звезды на треугольник, то сварочный ток увеличится
61. Как регулируется сила сварочного тока в балластном реостате РБ-201? через каждые 10А, т.е. ступенчато
62. Как включаются обмотки трехфазного трансформатора при малых токах? звездой
63. Напряжение холостого хода источника питания – это: напряжение сети, к которой подключен источник питания
64. Сварочный выпрямитель относится к: оборудованию для сварки
65. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе? путем изменения расстояния между обмотками
66. Обмотки трехфазного трансформатора при больших токах включаются треугольником
67. ВД–306 обозначает: выпрямитель для РДС, номинальный сварочный ток 300А
68. Сварочный трансформатор является источником переменного тока
69. Температура плавления стали находится в промежутке 1200–1600 градусов
70. Поставьте операции по порядку (цифры 1-6) 1. зажигание дуги;
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
71. Соотнесите виды покрытий с их обозначениями:
1) рутиловое 2) кислое 3) основное 4) целлюлозное
а) А б) Б в) Ц г) Р д) П
72. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора увеличится
73. От каких параметров зависит выбор силы сварочного тока? Диаметра электрода, марки стали детали, положения сварки в пространстве
74. Что не входит в дополнительные параметры режима сварки? Напряжение на дуге, скорость сварки
Дополните предложение: "Сварочная электрическая дуга – это Столб газа, находящийся в состоянии плазмы
75. Как изменяется величина сварочного тока при увеличении длины дуги? Уменьшается
76. Дополните предложение: "Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется Угловым
Сварочные швы средней длины – это швы длиной 250–1000мм
77. Перечислите основные параметры режима сварки Сила тока, диаметр электрода, скорость сварки
78. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва? Подрезы
79. Что нужно сделать с силой тока для сварки в горизонтальном положении? Уменьшить
80. Какой способ сварки труб применяется при неповоротном, недоступном положении? "с козырьком"
81. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет
82. Дополните предложение: "Зона термического влияния – это Участок основного металла, не подвергшийся расплавлению, структура которого изменяется
83. Электроды с тонким покрытием обозначается буквой М
84. Основное покрытие электрода обозначается буквой Б
85. Катет шва наиболее точно можно измерить с помощью шаблона
86. Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это Временное сопротивление разрыву, пластичность и вязкость металла шва
87. К какому полюсу источника питания подключается электрод при сварке на обратной полярности? К положительному полюсу
88. Для чего используется обратный провод? Для соединения изделия с источником питания
89. Для чего в разделке заготовок делают притупление кромок? Исключить прожог
90. Как регулируется сила сварочного тока в балластном реостате РБ-201? Через каждые 10А, т.е. ступенчато
91. Как включаются обмотки трехфазного трансформатора при малых токах? Звездой
92. Как осуществляется плавное регулирование силы тока сварочном трансформаторе? Путем изменения расстояния между обмотками
93. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора Увеличится
Сварочный ток если уменьшить расстояние между обмотками сварочного трансформатора
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
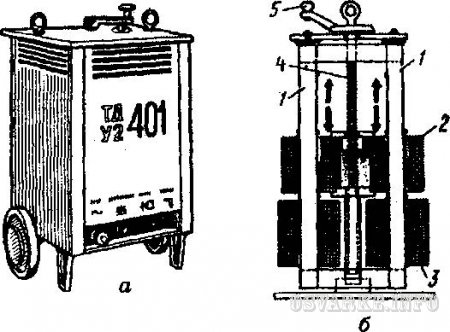
Рис. 22. Сварочный трансформатор:
а - внешний вид; б - схема регулирования сварочного тока
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания - напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
• однопроходные, однослойные (рис. 23, а);
• многопроходные многослойные (рис. 23, б);
• многослойные (рис. 23, в).

Рис. 23. Сварные швы по заполнению сечения шва
Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
• двойным слоем;
• каскадом;
• блоками;
• горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
• каскадом;
• блоками;
• поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей - лучше выполнить сварку каскадом.
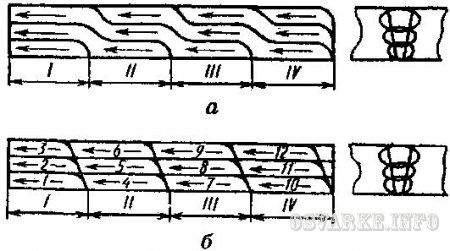
Рис. 24. Заполнение шва по сечению:
а - каскадом; б – блоками
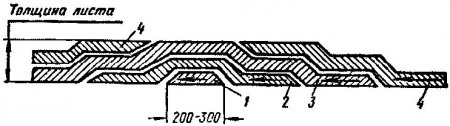
Рис. 25. Сварка горкой
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.
3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор - в холодном (явление хладноломкости).
Уважаемый посетитель, Вы прочитали статью "Билет № 8", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Технология сварочных работ тестовые задания
1. Выбор силы сварочного тока зависит от:
а) марки стали и положения сварки в пространстве
б) толщины металла, диаметра электрода, марки стали и положения в пространстве
в) диаметра электрода, марки стали детали и положения сварки в пространстве
2. Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это:
а) когда деформированное соединение обрабатывают на прессе или кувалдой
б) перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
в) перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
3. Обратноступенчатый шов выполняется следующим образом:
а) от центра (середины) детали к краям
б) участками (ступенями), длина которых равна длине при полном использовании одного электрода
в) длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки
4. К каким дефектам относятся трещины, поры?
а) к наружным
б) к внутренним
в) к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть
а) увеличена на 5-10%
б) уменьшена на 5-10%
в) не изменяться
6. Что не входит в дополнительные показатели режима сварки?
а) угол наклона электрода
б) тип и марка электрода
в) напряжение
7. Как влияет увеличение напряжения на размеры и форму шва?
а) увеличивает глубину проплавления
б) увеличивает ширину шва
в) уменьшает ширину шва
8. Сварочная электрическая дуга представляет собой:
а) столб газа, находящего в состоянии плазмы
б) струю расплавленного металла
в) столб паров материала электродной проволоки
9. Причина возникновения деформаций при сварке - это:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
10. Заварка кратера производится следующим образом:
а) резким обрывом дуги
б) плавным обрывом дуги
11. Выбрать правильный ответ:
а) при недостаточном токе дуга горит более устойчиво, электрод плавится быстро
бб) при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее
12. Сварочные деформации при сварке плавлением возникают:
а) всегда
6) очень редко
в) никогда
13. Как изменяется величина сварочного тока при увеличении длины дуги?
а) увеличивается
б) уменьшается
в) не изменяется
14. В дополнительные показатели режима сварки не входит:
а) угол наклона электрода
б) тип и марка электрода
в) скорость сварки
15. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется
а) угловым
б) стыковым
в) тавровым
г) нахлесточным
16. Статическая вольт-амперная характеристика сварочной дуги это:
а) зависимость силы тока сварочной дуги от ее сопротивления
б) зависимость сопротивления сварочной дуги от силы тока источника питания
в) зависимость напряжения сварочной дуги от силы сварочного тока
17. Ионизация столба сварочной дуги необходима для:
а) усиления переноса металла через дугу
б) стабилизации горения дуги
в) возникновения капельного переноса металла
18. К сварочным швам средней длины относятся швы длиной:
а) 250-500мм
б) 250-1000мм
в) 100-300мм
19. Что нужно сделать с силой тока для сварки в горизонтальном положении?
а) увеличить
б) уменьшить
в) оставить прежним
20. Выбрать основные параметры режима сварки:
а) сила тока
б) катет шва
в) диаметр электрода
г) притупление кромок
д) скорость сварки
е) положение в пространстве
ж) напряжение на дуге
21. Какой способ сварки труб применяется при неповоротном, недоступном положении
а) способ "в лодочку"
б) способ "с козырьком"
в) с глубоким проваром
г) погруженной дугой
22. При ручной сварке повышение напряжения дуги приводит:
а) к снижению сварочного тока
б) к повышению сварочного тока
в) ток не изменяется
23. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
а) непровары
б) прожоги
в) подрезы
24. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет:
а) 15-20гр.
б) 30-45гр.
в) 60гр.
26. Стабильность горения дуги зависит от
а) напряжения сети
б) силы сварочного тока
в) наличия ионизации в столбе дуги
27. Зона термического влияния – это:
а) участок основного металла, подвергшийся расплавлению
б) участок основного металла, не подвергшийся расплавлению, структура которого изменяется
в) участок основного металла, не подвергшийся расплавлению, структура которого не меняется
28. Электроды с тонким покрытием обозначаются буквой
а) С
б) Д
в) М
г) Г
29. Горячие трещины в металле шва возникают из-за
а) повышенного содержания фтора
б) повышенного содержания водорода
в) повышенного содержания серы
30. Водород образует в металле шва при сварке
а) поры
б) непровары
в) кратеры
31. Покрытые электроды предназначены для
а)а) ручной дуговой сварки
б) сварки в защитных газах
в) сварки под флюсом
32. Основное покрытие электрода обозначается буквой
а) А
б) Р
в) Б
33. Основной вид переноса металла при ручной дуговой сварке покрытым электродом
а) мелкокапельный
б) крупнокапельный
в) струйный
34. При ручной дуговой сварке наибольшая температура наблюдается
а) в катодной зоне
б) в столбе дуги
в) в анодной зоне
35. Шов на "проход" выполняется следующим образом
а) деталь проваривается от одного края до другого без остановок
б) деталь проваривается от середины к краям
в) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
36. Сварка сталей, относящихся к первой группе свариваемости, выполняется:
а) с соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температурой окружающего воздуха
б) без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха
в) с предварительным или сопутствующим подогревом изделия
37. Правильной подготовкой стыка изделий толщиной более 15 мм является
а) V–образная разделка кромок
б) без разделки кромок
в) Х–образная разделка кромок
38. Диаметр электрода равен
а) диаметру покрытия
б) радиусу покрытия
в) диаметру стержня
39. Знаменатель полного обозначения электрода марки АНО-4 выглядит так:
Е43 1-РБ21
Что обозначает цифра 2?
а) для сварки во всех пространственных положениях, кроме вертикального сверху вниз
б) для сварки нижнего, горизонтального и вертикального снизу вверх
в) во всех пространственных положениях
40. Катет шва наиболее точно можно измерить с помощью
а) металлической линейки
б) угольника
в) штангенциркуля
г) шаблона
41. Знаменатель полного обозначения электрода марки УОНИИ-13/45 пишется так:
Е432(5)-Б10
Что обозначает цифра 0?
а) для сварки на постоянном токе любой полярности и на переменном токе с напряжением холостого хода источника переменного тока 50В
б) для сварки на постоянном токе любой полярности
в) для сварки на постоянном токе обратной полярности
42. Покрытые электроды перед работой надо:
а) просушить на батареях отопления
б) просушить в сушильных шкафах
в) прокалить в электропечах
43. Расшифровать тип электрода Э46А, где Э - электрод, 46-А - это:
а) предел текучести, легированный азотом
б) предел текучести, уменьшенное содержание серы и фосфора
в) временное сопротивление разрыву
44. Что указывается в типе электрода для сварки легированных сталей?
а) временное сопротивление на разрыв
б) химический состав стержня
в) химический состав покрытия
45. Что означает цифра 2 в обозначении марки электрода
Э46-АНО4—УД
Е 430-Р21
а) пространственное положение сварки
б) род тока
в) полярность тока
г) вид электродного покрытия
46. Подставить недостающую цифру вместо звездочки в условное обозначение электрода:
Э42А-УОНИ-13/45-3,0-УД
Е432(5) Б*0
а) 1
б) 2
в) 3
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
а) к положительному полюсу
б) к отрицательному полюсу
в) не имеет значения
48. Номинальный сварочный ток и напряжение источника питания – это:
а) максимальный ток и напряжение, которые может обеспечить источник
б) напряжение и ток сети, к которой подключен источник питания
в) ток и напряжение, на которые рассчитан нормально работающий источник
49. Для чего используется обратный провод?
а) для соединения электрода с источником питания
б) для соединения изделия с источником питания
в) для соединения электрода и изделия с источником питания
50. Выберите тип электрода для сварки углеродистых сталей
а) Э-150
б)Э-80
в)Э-46
51. Выбор типа, марки электрода зависит от
а) диаметра электрода
б) толщины покрытия
в) марки свариваемого металла
52. Для чего в разделке заготовок делают притупление кромок?
а) для лучшего провара корня шва
б) исключить прожог
в) для получения качественного сварного изделия
53. Укажите газ, не оказывающий отрицательного влияния на качество сварного шва
а) азот
б) кислород
в) гелий
г) водород
54. Непосредственно к сварному шву прилегает участок
а) перегрева
б) неполного расплавления
в) нормализации
55. Разрушение при горячей пластической деформации (красноломкость) в стали вызывает
а) высокое содержание углерода
б) повышенное содержание серы
56. Усадка металла сварного шва наблюдается
а) при малой массе металла в сварочной ванне
б) при большой массе металла в сварочной ванне
57. Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки
б) резким толчком заготовки электродом
в) постукиванием или легким касанием электрода по заготовке
58. Как влияет уровень легирования стали на ее свариваемость?
а) улучшается
б) ухудшается
в) остается без изменений
Оборудование
59. Выпрямители имеют маркировку
а) ВД
б) ТД
в) ТДМ
60. Если переключить соединение обмоток 3-х фазного трансформатора со звезды на треугольник, то сварочный ток
а) увеличится
б) не изменится
в) уменьшится
61. Как регулируется сила сварочного тока в балластном реостате РБ-201?
а) плавно
б) через каждые 15А, т.е. ступенчато
в) через каждые 10А, т.е. ступенчато
62. Как включаются обмотки трехфазного трансформатора при малых токах?
а) треугольником
б) звездой
в) параллельно
г) последовательно
63. Напряжение холостого хода источника питания – это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи
б) напряжение на выходных клеммах при горении сварочной дуги
в) напряжение сети, к которой подключен источник питания
64. Сварочный выпрямитель относится к:
а) оборудованию для сварки
б) сварочной оснастке
в) приспособлениям для сварки
65. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
a) путем изменения расстояния между обмотками
б) путем изменения соединений между катушками обмоток
в) не регулируется
66. Обмотки трехфазного трансформатора при больших токах включаются
а) треугольником
б) звездой
в) параллельно
г) последовательно
67. ВД–306 обозначает:
а) выпрямитель диодный, напряжение 306в
б) выпрямитель для РДС, номинальный сварочный ток 300А
в) возбудитель дуги, сила тока 306А
68. Сварочный трансформатор является
а) источником переменного тока
б) источником постоянного тока
69. Температура плавления стали находится в промежутке
а) 900–1000 градусов
б) 1200–1600 градусов
в) 1600–1700 градусов
1. Поставьте операции по порядку (цифры 1-6)
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
2. Соотнесите виды покрытий с их обозначениями:
1) рутиловое 2) кислое 3) основное 4) целлюлозное
а) А б) Б в) Ц г) Р д) П
3. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,_______________"
4. От каких параметров зависит выбор силы сварочного тока?
Диаметра электрода, марки стали детали, положения сварки в пространстве
5. Что не входит в дополнительные параметры режима сварки?
Напряжение на дуге, скорость сварки
6. Дополните предложение: "Сварочная электрическая дуга – это_____________________"
Столб газа, находящийся в состоянии плазмы
7. Как изменяется величина сварочного тока при увеличении длины дуги?
8. Дополните предложение: "Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется _______________"
9. Сварочные швы средней длины – это швы длиной________мм
10. Перечислите основные параметры режима сварки
Сила тока, диаметр электрода, скорость сварки
11. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
12. Что нужно сделать с силой тока для сварки в горизонтальном положении?
13. Какой способ сварки труб применяется при неповоротном, недоступном положении?
14. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет______градусов
15. Дополните предложение: "Зона термического влияния – это____________________________"
Участок основного металла, не подвергшийся расплавлению, структура которого изменяется
16. Электроды с тонким покрытием обозначается буквой________
17. Основное покрытие электрода обозначается буквой______
18. Катет шва наиболее точно можно измерить с помощью_________
19. Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это______________
Временное сопротивление разрыву, пластичность и вязкость металла шва
20. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
К положительному полюсу
21. Для чего используется обратный провод?
Для соединения изделия с источником питания
22. Для чего в разделке заготовок делают притупление кромок?
23. Как регулируется сила сварочного тока в балластном реостате РБ-201?
Через каждые 10А, т.е. ступенчато
24. Как включаются обмотки трехфазного трансформатора при малых токах?
25. Как осуществляется плавное регулирование силы тока сварочном трансформаторе?
Путем изменения расстояния между обмотками
26. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,______________"
Тестовые задания по ПМ.02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
Соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
5. Выбрать правильный ответ:
Как регулируется сила сварочного тока в балластном реостате РБ-201?
2) через каждые 15А, т.е. ступенчато
3) через каждые 10А, т.е. ступенчато
6. Вставить пропущенное слово:
При малых токах обмотки трехфазного трансформатора включаются «Звездой»
7. Выбрать правильный ответ:
Номинальный сварочный ток и напряжение источника питания – это:
1) максимальный ток и напряжение, которые может обеспечить источник
2) напряжение и ток сети, к которой подключен источник питания
3) ток и напряжение, на которые рассчитан нормально работающий источник
8. Выбрать правильный ответ:
При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнению со сваркой в нижнем положении должна быть:
1) увеличена на 5-10%
2) уменьшена на 5-10%
3) не изменяться
9. Вставить пропущенные слова:
Выбор силы сварочного тока зависит от «диаметра электрода, марки стали детали и положения сварки в пространстве»
10. Выбрать правильный ответ:
Шов на "проход" выполняется следующим образом :
1) деталь проваривается от одного края до другого без остановок
2) деталь проваривается от середины к краям
3) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
Тест по МДК.02.02 Технология газовой сварки
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
1. Выбрать правильный ответ :
Сварной шов при газовой сварке защищается с помощью:
1) газового пламени;
2. Выбрать правильный ответ :
Металл прогревается быстрее, если пламя направлено к поверхности под углом:
1) 90 град .
3. Выбрать правильный ответ :
Как зависит диаметр (d) присадочной проволоки для сварки левым способом от толщины свариваемого металла (б)?
4. Выбрать правильный ответ :
Какие марки присадочных проволок применяют при сварке низкоуглеродистых сталей?
1) проволока марки Св-08
2) проволока марки Св- 10А
3) проволока марки Св- 13 ХМА
5. Вставить пропущенные слова:
Устройства, защищающие ацетиленовые генераторы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки называются «предохранительными затворами».
6. Установить соответствие между определением и изображением: (1-2, 2-3, 3-1)
Пламя, которое получают тогда, когда в горелку на один объем ацетилена подают от 1,1 до 1,3 объема кислорода
Пламя, которое получается, когда в горелку на один объем ацетилена подается один объема кислорода.
Пламя, которое получают, когда в горелку на один объем ацетилена подают 0,95 и менее объема кислорода.
7. Вставить пропущенные слова:
Аппарат, предназначенный для получения ацетилена посредством разложения карбида кальция водой – «ацетиленовый генератор».
8. Установите правильную последовательность при зажигании горелки (цифры 1-7) (2,6,5,3,1,7,4)
1) Открыть вентили горелки и установить рабочее давление газов в соответствии с толщиной металлов (в среднем кислород~4 кгс/см 2 , ацетилен~1кгс/см 2 ). Сразу закрыть вентили.
2) Вначале нужно удалить воздух из шлангов по очереди (иначе остаток воздуха в шланге с ацетиленом может спровоцировать обратный удар): для этого на несколько секунд открыть кислород – закрыть, после этого на несколько секунд открыть ацетилен и закрыть.
3) Завернуть на шлангах хомуты
4) Отрегулировать пламя, уменьшая или увеличивая подачу ацетилена, при открытом кислородном вентиле.
5) Присоединить ацетиленовый шланг
6) Присоединить кислородный шланг и проверить горелку на разряжение в ацетиленовой трубке.
7) Открыть на ¼ кислородный, а затем на 1 оборот ацетиленовый вентиль горелки, далее поджечь пламя.
9. Выбрать правильный ответ :
Какой длины могут шланги для газов по максимуму, для того чтобы удалить баллоны дальше от мастерской?
1) До 30-40 метров
2) До 10-20 метров
3) До 5-10 метров
10. Выбрать правильные ответы:
К основным параметрам режима газовой сварки относятся: (1,3,4,6)
1) Мощность сварочного пламени
2) Давление кислорода
3) Угол наклона присадочного материала и мундштука горелки
4) Диаметр присадочного материала
6) Скорость сварки.
Тест по МДК.02.03. Электросварочные работы на автоматических и полуавтоматических машинах
1. Выбрать правильный ответ:
Специальные сварочные аппараты, обеспечивающие механизированную подачу сварочной проволоки при ручном перемещении дуги вдоль оси шва называются:
1) Сварочные автоматы
2) Сварочные полуавтоматы
3) Сварочные роботы
2. Вставить пропущенные слова:
Автоматическая и механизированная сварка в углекислом газе ведётся на «постоянном» токе «обратной» полярности.
3. Установить соответствие между изображением и названием узлов полуавтомата:
Механизм подачи сварочной проволоки
Кассета со сварочной проволокой
4. Выбрать режим сварки полуавтоматической сваркой среде СО2 низкоуглеродистой стали толщиной 8 мм (соединение стыковое) (1 вариант).
1 вариант
2 вариант
Диаметр эл.проволоки 2 мм
Сила тока 260-280А
Напряжение 20-30 В
Расход газа 16-20 л/мин
Диаметр эл.проволоки 1,6 мм
Сила тока 180-200 А
Расход газа 16л/мин
5. Установить правильную последовательность подготовки к работе сварочного полуавтомата (2,5,4,6,1,3)
1. Проверить регулировку горелки и подающего механизма.
2. Проверка заземления сварочного аппарата.
3. Проверить качество проволоки для сварки, которая не должна иметь отслоений, повреждений и вмятин.
4. Выбрать режим работы сварочного оборудования.
5. Проверить сеть по величине напряжения.
6. Отрегулировать диаметр наконечника на размер, который на несколько миллиметров превышает размер проволоки.
6. Вставить пропущенные слова:
При сварке в деталей в защитных газах сварочный ток устанавливают в зависимости от «диаметра электрода и толщины свариваемого металла»
7. Установить правильную последовательность при пуске сварочного полуавтомата (5,4,1,3,2)
1. Подача электродной проволоки
2. Перемещение аппарата со скоростью сварки
3. Возбуждение дуги
4. Включение источника питания дуги
5. Подача защитного газа, предварительно продувку системы подачи газа
8. Установить соответствие между изображением и названием зоны сварки под флюсом : (1-3,2-1,3-4,4-2)
Ванна жидкого металла
9. Выбрать правильный ответ:
Полуавтомат, предназначенный для выполнения дуговой механизированной сварки стальным плавящимся электродом в среде углекислого газа:
2. ПДГ-305
Основными параметрами режима сварки в углекислом газе являются:
1. Род тока и полярность,
2. Диаметр электродной проволоки,
3. Сила тока
4. Напряжение дуги
5. Скорость подачи электродной проволоки,
6. Расход углекислого газа,
7. Вылет и наклон электрода
8. Скорость сварки.
МДК 02.04 Технология электродуговой сварки и резки металлов
1. Выбрать правильные ответы:
Основные параметры режима сварки:
1) сила тока
3) диаметр электрода
4) притупление кромок
5) скорость сварки
6) положение в пространстве
7) напряжение на дуге
2. Выбрать правильный ответ:
Как изменяется сила сварочного тока с увеличением длины дуги при ручной дуговой сварке штучными электродами:
1)Увеличение длины дуги ведет к уменьшению силы тока.
2)Увеличение длины дуги ведет к увеличению силы тока.
3)Величина сварочного тока остаётся неизменной
3. Выбрать правильный ответ:
Какие из перечисленных ниже нарушений технологии могут привести к пористости швов:
1)Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2)Большая сила тока при сварке.
3)Малый зазор в стыке.
4. Выбрать правильный ответ:
Листы, какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
3) 4 мм
5. Выбрать правильный ответ:
С какой целью при ручной дуговой сварке сварщик выполняет поперечные колебания электрода?
1) С целью уменьшения глубины проплавления.
2) Для того чтобы исключить появление дефекта "непроваркромки шва".
3) Для того чтобы уменьшить чешуйчатость шва
6. Установить соответствие видов покрытий с их обозначениями (1-4,2-3,3-1,4-2)
7. Вставить пропущенное значение:
Сварочные швы средней длины – это швы длиной «250–1000» мм
8. Вставить пропущенное слово:
"Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора «увеличится»
9. Вставить пропущенное слово:
«При дуговой резке металлическим электродом сила тока на 20-30% больше, чем при сварке электродами такого же диаметра
10. Установить правильную последовательность операций при ручной дуговой сварке: ( 4, 6, 1, 3, 2, 5)
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
МДК 02.05 Технология производства сварных конструкций
Какой способ сварки труб применяется при неповоротном, недоступном положении
1) способ "в лодочку"
2) способ "с козырьком"
3) с глубоким проваром
4) погруженной дугой
Узлы фермы сваривают «последовательно от середины к опорам», так напряжения металла в узлах фермы будут минимальными .
3. Вставить пропущенное слово:
Шов, наложенный с противоположной стороны, называется «подварочным» швом
4. Установить правильную последовательность изготовления балки коробчатого сечения. (цифры 1-9) (6,3,5,2,9,8,4,1,7)
1) Установка нижнего пояса
2) Установка и прижим боковых стенок
3) Расстановка диафрагм
4) Приварка стенки к диафрагмам
5) Приварка диафрагм
6) Установка на стеллаж верхнего пояса (полки)
7) Сварка поясных швов
8) Кантовка П- образного профиля
9) Прихватка боковых стенок
Элементами, преимущественно работающими на сжатие, являются …
1) Колонны.
6. Вставить пропущенное значение:
Сварочные швы средней длины – это швы длиной « 250–1000»мм
7. Установить соответствие между изображением и названием сварной конструкции (1-5, 2-4, 3-2, 4-1, 5-3):
8. Установите правильную последовательность технологических операций сварки труб (цифры 1-5) (4,1,3,5,2)
1) раскладка труб на сварочном стенде
3) центровка и стяжка сопрягаемых труб до получения положенного зазора между торцами или фланцем
4) подготовка труб и торцов для сборки
5) скрепление собранного стыка прихватами, чтобы детали не расходились
9. Выбрать правильные ответы:
Сварные конструкции целесообразно классифицировать:
1) По характерным особенностям их работы.
2) По профилю проката.
3) По прочностным характеристикам элементов конструкции.
4) По материалу элементов конструкции
5) По способу получения заготовок (листовые, литосварные, кованосварные, штампосварные);
6) По целевому назначению (вагонные, судовые, авиационные и др.);
К решетчатым конструкциям относятся:
1) Фермы
2) Балки
3) Сферические резервуары
4) Арматурные сетки
5) Мачты
Список использованной литературы
1. Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
2. Овчинников В.В. Технология электросварочных и газосварочных работ: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
3. Маслов В.И. Сварочные работы Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2012;
4. Овчинников В.В. Технология газовой сварки и резки металла: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
5. Овчинников В.В. Расчет и проектирование сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
6. Овчинников В.В. Дефекты сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
7. Овчинников В.В. Дефектация сваных швов и контроль качества сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
8. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Установить правильную последовательность при пуске сварочного полуавтомата
Основными параметрами режима сварки в углекислом газе являются:
1. Род тока и полярность,
2. Диаметр электродной проволоки,
3. Сила тока
4. Напряжение дуги
5. Скорость подачи электродной проволоки,
6. Расход углекислого газа,
7. Вылет и наклон электрода
8. Скорость сварки.
МДК 01.03 Технология электродуговой сварки и резки металлов
По профессии 19756Электрогазосварщик (курсы повышения квалификации)
1. Выбрать правильные ответы:
Основные параметры режима сварки:
3) диаметр электрода
5) скорость сварки
7) напряжение на дуге
2. Выбрать правильный ответ:
Как изменяется сила сварочного тока с увеличением длины дуги при ручной дуговой сварке штучными электродами:
1)Увеличение длины дуги ведет к уменьшению силы тока.
3. Выбрать правильный ответ:
Какие из перечисленных ниже нарушений технологии могут привести к пористости швов:
1)Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
4. Выбрать правильный ответ:
Листы, какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
5. Выбрать правильный ответ:
С какой целью при ручной дуговой сварке сварщик выполняет поперечные колебания электрода?
2) Для того чтобы исключить появление дефекта "непроваркромки шва".
Установить соответствие видов покрытий с их обозначениями
7. Вставить пропущенное значение:
Сварочные швы средней длины – это швы длиной « ________» мм
8. Вставить пропущенное слово:
"Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора«_______________»
9. Вставить пропущенное слово:
«При дуговой резке металлическим электродом сила тока на ______________, чем при сварке электродами такого же диаметра
10. Установить правильную последовательность операций при ручной дуговой сварке:
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
МДК 01.04 Технология производства сварных конструкций
По профессии 19756Электрогазосварщик(курсы повышения квалификации )
1. Выбрать правильный ответ:
Какой способ сварки труб применяется при неповоротном, недоступном положении
1) способ "в лодочку"
2) способ "с козырьком"
3) с глубоким проваром
4) погруженной дугой
2. Вставить пропущенные слова:
Узлы фермы сваривают «________________________», так напряжения металла в узлах фермы будут минимальными.
3. Вставить пропущенное слово:
Шов, наложенный с противоположной стороны, называется «___________________» швом
Читайте также: