Сварочный трансформатор постоянного тока
Обновлено: 16.05.2024
Регулировка тока в сварочном трансформаторе осуществляется по двум основным схемам:
- В первом случае применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт. На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику. Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Устройство аппарата
В основе типового трансформатора заключается металлический сердечник с обмотками из тонкой проволоки (алюминиевой или медной). Обмотки имеют два уровня – первичный и вторичный. Соответственно, одна обмотка подключается к сетевому питанию, а вторая обеспечивает энергией электрод. Первичный уровень образуют две катушки, неподвижно зафиксированные внизу сердечника. Что касается вторичной обмотки, то и она образуется парой катушек, но также предусматривается возможность ее перемещения относительно сердечника.
С точки зрения внешнего устройства, сварочный трансформатор – это металлический короб, который имеет широкую инфраструктуру для электротехнического подключения. Как правило, в устройстве предусматриваются также средства предохранения, защита от замыканий и выводы для соединения с заземляющими элементами. Для удобной работы с трансформатором в конструкции также присутствуют рукоятки, эргономичные регуляторы, а в новейших моделях и цифровые панели управления.
Принцип действия
Исходить следует из того, что главная задача таких приборов заключается в преобразовании энергии для последующего энергоснабжения сварочной рабочей оснастки. Попадая на первичный уровень обмотки, исходный ток преобразуется в электромагнитную энергию, после чего поступает во вторичную обмотку. В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек.
Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
Значение силы тока трансформатора
Существует прямая зависимость возможностей термической обработки металлических изделий от применяемой силы тока. В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А.
Это оптимальная величина для средних рабочих операций, в которых, к слову, важна не только мощность. Например, тот же уровень тока при эксплуатации небольших аппаратов с рутиловыми электродами толщиной до 10 мм не столько обеспечит силовую поддержку термического заряда, сколько обусловит стабильность горения дуги. В некоторых случаях повышение данного показателя также способствует легкому удалению шлака.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.
В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В.
Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ.
Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников.
Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Продолжительность нагрузки
Коэффициент продолжительности нагрузки (ПН) указывает на способность аппарата работать определенный промежуток времени без необходимости отключения. Под отключением понимается вынужденный перерыв, связанный с перегревом или электрическими перегрузками. Продолжительность нагрузки сварочного трансформатора – это процентная величина, представляющая долю рабочего времени из 10-минутного интервала. Иными словами, сколько условных минут сможет проработать конкретный прибор без остановки из 10 мин. Диапазон ПН варьируется от 10 до 90% в зависимости от модели.
Но возможен ли в принципе ПН на 100%? Стоит ли искать такие аппараты? Это невозможно и даже высокие показатели от 70-80% опытные сварщики считают маркетинговой уловкой, так как в любом случае работа в условиях перегрузок рано или поздно приведет к неполадкам в той или иной части конструкции.
Функции современных трансформаторов для сварки
Производители данного оборудования стремятся продумывать эргономичные системы управления, в которых предусматривают широкие средства настройки и регулировки рабочих параметров. Базовой функцией такого типа является возможность плавной настройки силы переменного тока с помощью контроллера на пользовательской панели сварочного трансформатора. Это же касается и выбора активной фазы напряжения – на 220 или 380 В. Для удобного отслеживания текущего состояния рабочего процесса предусматриваются индикаторы перегрева, рабочей температуры и перенапряжения.
Особенности профессиональных трансформаторов
Данный тип вспомогательного сварочного оборудования рассчитывается на повышенные нагрузки, причем не только электротехнические. В проекты таких устройств закладывается несколько уровней конструкционной защиты, которая предотвращает проникновение грязи, пыли, а иногда и воды, хотя в принципе использовать подобные аппараты даже в условиях высокой влажности запрещается. Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока.
К примеру, сварочный трансформатор «ТД-500» номинально работает при 500 А, а на практике регулировка позволяет достигать и 560 А. С другой стороны, базовый уровень не опускается ниже 100 А, что ограничивает возможности применения агрегата в мелких сварочных операциях. К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
Особенности универсальных трансформаторов для сварки
Большая часть сварочных работ производится с применением электродов, толщина которых варьируется от 2 до 10 мм. Особенно это касается мастерских, где сварка задействуется для крепления разноформатных металлических элементов. Наилучшим выбором для поддержки таких задач будет универсальный аппарат. В процессе работы сварочный трансформатор такого типа сможет обеспечить возможность качественного проплава с тонкими материалами и выполнить соединения толстых заготовок без завышения мощностей и энергоресурсов.
Что еще важно в таких моделях, это разнообразие аксессуаров, набор которых также ориентируется на производство сварки в различных условиях. Как минимум в такие комплекты входят держатели, средства заземления, щетки для снятия шлака и даже приспособления для индивидуальной защиты.
Плюсы трансформаторов
Главное преимущество - возможность удобной и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%. Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Минусы трансформаторов
В их числе организационные издержки, нестабильность дуги и высокие требования к квалификации сварщика. Повышается и процент разбрызгиваемого расплава, что также обуславливает необходимость выполнения зачистки в рабочей зоне.
Особенности применения и устройства сварочных трансформаторов
С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
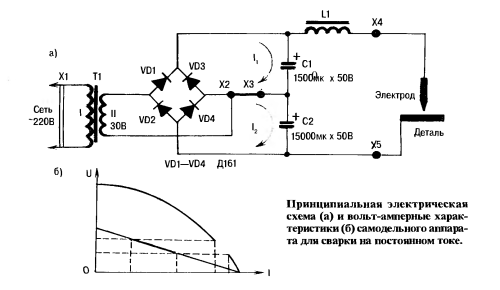
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
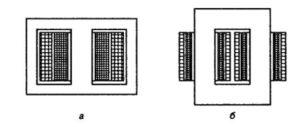
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
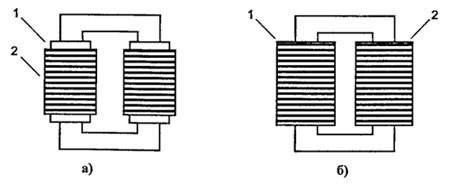
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
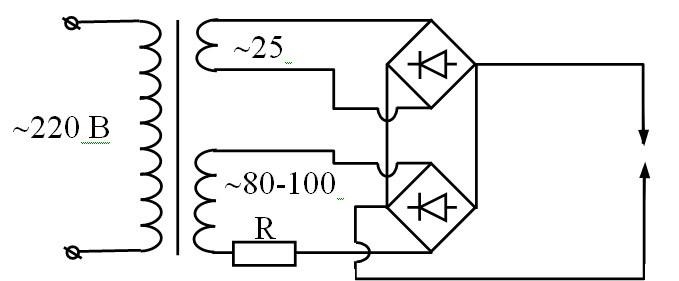
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Назначение трансформаторов в сварочных аппаратах
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.
![]()
Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).
![]()
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
![]()
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
![]()
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
Читайте также: