Сварочный трансформатор тдс 120
Обновлено: 21.09.2024
— 23.10.2015
21.10.2015
19.10.2015
16.10.2015
14.10.2015
30.09.2015
28.09.2015
25.09.2015
23.09.2015
21.09.2015
18.09.2015
16.09.2015
14.09.2015
11.09.2015
09.09.2015
07.09.2015
04.09.2015
02.09.2015
31.08.2015
28.08.2015
26.08.2015
14.08.2015
12.08.2015
10.08.2015
29.07.2015
27.07.2015
24.07.2015
22.07.2015
20.07.2015
17.07.2015
13.07.2015
10.07.2015
08.07.2015
03.07.2015
01.07.2015
29.06.2015
24.06.2015
22.06.2015
19.06.2015
12.06.2015
10.06.2015
08.06.2015
05.06.2015
03.06.2015
01.06.2015
29.05.2015
27.05.2015
25.05.2015
01.05.2015
29.04.2015
27.04.2015
24.04.2015
22.04.2015
20.04.2015
17.04.2015
15.04.2015
13.04.2015
10.04.2015
08.04.2015
06.04.2015
01.04.2015
30.03.2015
27.03.2015
— 20.03.2015
18.03.2015
16.03.2015
13.03.2015
11.03.2015
09.03.2015
06.03.2015
04.03.2015
02.03.2015
27.02.2015
25.02.2015
23.02.2015
20.02.2015
18.02.2015
16.02.2015
13.02.2015
11.02.2015
09.02.2015
06.02.2015
04.02.2015
02.02.2015
30.01.2015
28.01.2015
26.01.2015
23.01.2015
21.01.2015
19.01.2015
16.01.2015
14.01.2015
12.01.2015
09.01.2015
07.01.2015
05.01.2015
02.01.2015
17.12.2014
15.12.2014
12.12.2014
10.12.2014
08.12.2014
05.12.2014
03.12.2014
01.12.2014
28.11.2014
26.11.2014
24.11.2014
21.11.2014
19.11.2014
17.11.2014
14.11.2014
05.11.2014
03.11.2014
31.10.2014
29.10.2014
27.10.2014
24.10.2014
22.10.2014
20.10.2014
17.10.2014
13.10.2014
10.10.2014
08.10.2014
06.10.2014
03.10.2014
01.10.2014
29.09.2014
26.09.2014
24.09.2014
22.09.2014
19.09.2014
17.09.2014
15.09.2014
12.09.2014
10.09.2014
08.09.2014
05.09.2014
03.09.2014
01.09.2014
29.08.2014
27.08.2014
25.08.2014
22.08.2014
20.08.2014
18.08.2014
15.08.2014
13.08.2014
11.08.2014
08.08.2014
06.08.2014
04.08.2014
01.08.2014
30.07.2014
28.07.2014
25.07.2014
23.07.2014
21.07.2014
18.07.2014
16.07.2014
14.07.2014
11.07.2014
09.07.2014
07.07.2014
04.07.2014
02.07.2014
30.06.2014
27.06.2014
25.06.2014
23.06.2014
20.06.2014
18.06.2014
16.06.2014
13.06.2014
11.06.2014
09.06.2014
06.06.2014
— 02.06.2014
30.05.2014
28.05.2014
26.05.2014
23.05.2014
21.05.2014
19.05.2014
16.05.2014
14.05.2014
12.05.2014
09.05.2014
07.05.2014
05.05.2014
02.05.2014
30.04.2014
28.04.2014
25.04.2014
23.04.2014
21.04.2014
18.04.2014
16.04.2014
14.04.2014
11.04.2014
09.04.2014
07.04.2014
04.04.2014
02.04.2014
31.03.2014
28.03.2014
26.03.2014
24.03.2014
14.03.2014
12.03.2014
10.03.2014
26.02.2014
24.02.2014
19.02.2014
14.02.2014
07.02.2014
05.02.2014
29.01.2014
24.01.2014
22.01.2014
20.01.2014
25.12.2013
04.12.2013
29.11.2013
27.11.2013
25.11.2013
22.11.2013
11.11.2013
08.11.2013
01.11.2013
30.10.2013
28.10.2013
25.10.2013
23.10.2013
21.10.2013
18.10.2013
16.10.2013
11.10.2013
09.10.2013
07.10.2013
04.10.2013
20.09.2013
16.09.2013
30.08.2013
23.08.2013
21.08.2013
19.08.2013
09.08.2013
07.08.2013
02.08.2013
19.07.2013
— 10.07.2013
08.07.2013
03.07.2013
28.06.2013
26.06.2013
24.06.2013
21.06.2013
19.06.2013
17.06.2013
14.06.2013
12.06.2013
10.06.2013
07.06.2013
05.06.2013
03.06.2013
31.05.2013
29.05.2013
27.05.2013
24.05.2013
22.05.2013
20.05.2013
15.05.2013
13.05.2013
08.05.2013
06.05.2013
03.05.2013
01.05.2013
19.04.2013
17.04.2013
12.04.2013
10.04.2013
08.04.2013
05.04.2013
03.04.2013
01.04.2013
29.03.2013
27.03.2013
22.03.2013
20.03.2013
18.03.2013
15.03.2013
11.03.2013
08.03.2013
06.03.2013
01.03.2013
27.02.2013
Устройство и обслуживание сварочных трансформаторов
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
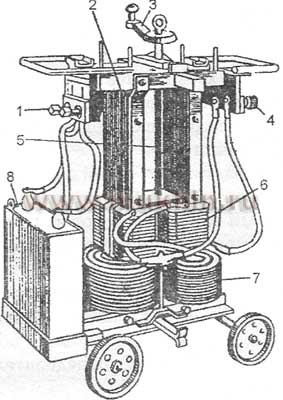
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Сварочный трансформатор для рдс
Трансформаторы для ручной дуговой сварки — самый многочисленный вид источников питания, выпускаются в переносном исполнении для ремонтных работ с малым значением ПН и передвижные с ПН-60%. Основные параметры трансформаторов регламентированы ГОСТ 95—77 Е. Рабочее напряжение и сила тока связаны соотношением: V = 20 + 0,04 /.
Трансформаторы серий ТД и ТДМ выполнены с механическим регулированием силы сварочного тока, надежны и просты в эксплуатации (табл. 1). Падающая внешняя характеристика и два диапазона регулирования силы сварочного тока обеспечиваются изменением расстояния между обмотками трансформатора. Трансформаторы типов ТДМ-317-1, ТДМ-401-1 и ТДМ-503-1, предназначенные для работы в особо опасных условиях, снабжены ограничителями напряжения холостого хода.
Трансформаторы для ручной дуговой сварки типа «Разряд» имеют механическое регулирование силы сварочного тока путем переключения витков первичной обмотки (ступенчатое регулирование) и навивки вокруг магнитопровода сварочного кабеля (плавное регулирование в пределах ступени).
Особенностью этих трансформаторов является применение импульсных стабилизаторов горения дуги (ИСГД), существенно повышающих стабильность горения дуги, не только встроенных в трансформаторы «Разряд», но и подключаемых к обычным серийным трансформаторам. В последнем случае ИСГД изготовлены в автономном исполнении. Технические данные ИСГД приведены в табл. 2.
Применение ИСГД позволяет осуществлять ручную дуговую сварку черных сталей покрытыми электродами, в том числе с основным покрытием и специальными высокопроизво дительными электродами, коррозионно-стойких сталей, чугуна, а также алюминия и его сплавов (неплавящимся электродом в среде аргона) в тех случаях, когда допускается начальное зажигание дуги контактным способом.
Технические данные трансформаторов типов «Разряд» и УДС-25142 приведены в табл. 3. В последнем, кроме стабилизации горения дуги, предусмотрены плавная в одном диапазоне, местная и дистанционная регулировка силы тока, «горячий» старт при сварке плавящимся и «холодный» при сварке неплавящимися электродами, модуляция сварочного тока — все это осуществляется благодаря применению электронной схемы управления.
Трансформаторы для ручной дуговой сварки серии ТДЭ имеют плавную в одном диапазоне, местную и дистанционную регулировку силы тока благодаря применению электронной схемы управления. Они рассчитаны на сварку электродами рутилового или рутилкарбонатного типа. Технические данные этих трансформаторов приведены в табл. 4.
Тіблица 1. Технические данные трансформаторов серий ТД и ТДМ .
| Параметры | ТД-102У2 | ТД-306У2 | ТДМ-З17У2 | ТДМ-401У2 | ТДМ-503У2 |
| Номинальная сила сварочного тока, А | 160 | 250 | 315 | 400 | 500 |
| Номинальное рабочее напряжение, В | 26 | 30 | 32,6 | 36 | 40 |
| Номинальный режим работы ПН, % | 20 | 25 | 60 | 60 | 60 |
| Пределы регулирования силы сварочного тока, А | 60. 175 | 100. 300 | 60. 360 | 80. 460 | 90. 560 |
| Напряжение холостого хода, В, не более | 80 | 80 | 80 | 80 | 80 |
| КПД, %, не менее | 88 | 85 | 86 | 86 | 88 |
| Масса, кг | 38 | 67 | 130 | 145 | 170 |
Таблица 2. Технические данные ИСГД .
| Параметры | Автономный | Встраиваемый |
| Напряжение питания, В | 380 | 45 |
| Частота тока в сети, Гц | 50, 60 | 50, 60 |
| Напряжение стабилизирующего импульса, В, не более | 250 | 250 |
| Потребляемая мощность, Вт, не более | 250 | 250 |
| Продолжительность автоматического отключения при холостом | ||
| ходе сварочного трансформатора, с, не более | 2 | 2 |
| Габаритные размеры, мм, не более | 290x200x140 | 290x220x50 |
| Масса, кг, не более | 6,5 | 1,5 |
| Параметры | И120УЗ «Разряд» | ТДК-315У2 «Разряд-315» | УДС-251У2 | |
| 160 | 250 | |||
| Напряжение питания, В | 220 | 380 | 380 | 380 |
| Напряжение холостого хода, В | 60 | 60 | 45 | 45 |
| Номинальная сила сварочного тока при ПН-20 %, А | 160 | 250 | 315 | 250 |
| Сила первичного тока при номинальной силе сварочного тока, А | 43 | 43 | 43 | 35 |
| Пределы регулирования силы сварочного тока, А | 60. 160 | 90. 250 | 100. 340 | 50. 275 |
| КПД, % | 69 | 69 | 75 | 75 |
| Коэффициент МОЩНОСТИ (сОБф) | 0,55 | 0,55 | 0,7 | 0,7 |
| Габаритные размеры, мм | 350x310x480 | 350x310x480 | 420x350x480 | 350x350x480 |
| Масса, кг | 42 | 50 | 55 | 45 |
Таблица 4. Технические данные трансформаторов для ручной дуговой сварки серии ТДЭ .
Сварочный трансформатор для ручной дуговой сварки
Ручная дуговая сварка является одной из самых простых разновидностей данного процесса, чем и заслужила наиболее широкое распространение. Сварочный трансформатор для ручной дуговой сварки также является достаточно простым устройством, которые может иметь определенный набор параметров, в зависимости от сферы использования. Ведь данная техника активно применяется как в промышленной, так и в бытовой сфере, так как для этого требуется минимальный набор оборудования.
Это самый разнообразный вид сварочного оборудования, которое используется для сварки. Техника может иметь несколько различных принципов регулировки параметров, которые для рядового пользователя все равно осуществляются при помощи ручек на корпусе. Данная техника выпускается согласно ГОСТ 95-77. Благодаря своей простоте, ремонт и обслуживание сварочных трансформаторов также происходит намного проще и быстрее, чем в других моделях.
![]()
Сварочный трансформатор для ручной дуговой сварки
Основным предназначением, которое имеет сварочный трансформатор ТС 200 является понижение напряжения, которое подается из сети, для того, чтобы обеспечить такую величину напряжения, которая нужна для холостого хода аппарата, а также для обеспечения заданного режима сварки.
Отличительные особенностиГлавной особенностью является простота конструкции, которая обеспечивает надежное проведение всех необходимых процедур. Отличия в моделях могут состоять в принципе регулировки параметров. Это может осуществляться за счет подмагничивания магнитопровода постоянным током, использования подвижных обмоток или же при помощи тиристорного регулирования. Такие трансформаторы имеют минимум дополнительных средств и устройств, но тем не менее, современные модели могут включать в себя различные дополнительные вещи, которые обеспечивают безопасность и удобство зажигания дуги. Как правило, чем больше аппарат, тем выше его мощность, но величина не влияет на качество сварки и другие параметры, поэтому, для бытового применения нередко используются компактные устройства. Для нормальной работы здесь требуются только сам аппарат и электроды, так как техника работает без газа и прочих вещей, что упрощает проведение процесса. Сварочный трансформатор для дуговой сварки 220 В может подключаться к стандартной сети и обеспечивать надежное проведение сварочного процесса. При этом существуют такие модели, которые могут работать как от трехфазной, так и от двухфазной сети.
Типы сварочных трансформаторовАппарат с амплитудным регулированием, которые имеет нормальное магнитное рассеивание. На нем установлены дроссели насыщения или дроссели с воздушным зазором. В данном типе настройка параметров режима сварки осуществляется при помощи изменения сопротивления трансформатора. Также можно изменять напряжения холостого хода, во время чего не искажается синусодидальная форма переменного тока.
Также существуют сварочные аппараты с амплитудным регулированием, которые имеют усиленное магнитное рассеивание. У них имеются разнесенные или подвижные обмотки. Также встречаются реактивные обмотки с двумя типами шунтов – подмагниченным и магнитным, и импульсным стабилизатором или конденсатором. Регулировка параметров здесь происходит практически также, как и в предыдущем случае.
Тиристорные аппараты имеют импульсную стабилизацию или подпитку. Такие сварочные трансформаторы называют еще аппаратами фазового управления, так как помимо самого трансформатора здесь имеется еще и тиристорный фазорегулятор, который размещается в первичной или вторичной цепи. Регулировка происходит за счет того, что ток синусоидальной формы преобразуется знакопеременные импульсы. Такие параметры как амплитуда и длительной данных импульсов определяются углом, или фазой, включения фазорегулятора.
Сварочный аппарат (трансформатор) ТДС-120, 220 В, недорого
Сварочный трансформатор тдс 120
Я свой уже сделал. Сегодня включал в сеть, жрёт много (около 5 Ампер). Предохранитель на 2 Ампера сгорел от второго включения. Индуктивность до нескольких десятков Генри. Вот фотка.
Ого агрегат
А что пазы не расточили? Или хотябы вырубить надо было. И что-то с виду сечение сердечника очень маленькое. Какое сечение железа (без учёта пазов, они в магнитном потоке практически не учавствуют)?
Что-то слишком уж всё миниатюрное. Не. Этот транс варить не будет. Если при 530 витках он жрёт 5 А на холостом ходу, то значит сечение железа недостаточно даже для 250 ваттного трансформатора (для такого количества витков - нормальный ток холостого хода не более 0,5 А. Если еще не пропитывали эпоксидкой, не мотали вторичку, то лучше и не надо, только материал переведёте. Нужно железо сечением от 30 см2 и выше.
А я свой доделал, пока только лаком еще не пропитывал. Даже варить пробовал
Первичку намотал медным проводом сечением 4мм2, в тряпочной изоляции 230 витков. Сперва намотал 210, а потом на всякий случай домотал еще 20 витков и сделал отвод, если напряжение пониженое будет (получилось 3 слоя по всей окружности).
Вторичку намотал медным проводом сечением 16мм2. Срезал виниловую изоляцию и обмотал изолентой ХБ. Намотал около 42 витков. Сперва намотал 35 виков, сделал отвод и намотал еще 7 - 8 витков (получилось 1,5 слоя по всей окружности).
Так как в связи с кризисом у нас не работает обмоточный цех, то изоляцию пришлось делать с подручных материалов. С торцов тора я положил два текстолитовых кольца вырезаных под размер, а по окружностям обернул картоном от коробки и замотал ХБ изолентой. Изоляцию между первичкой и вторичкой сделал из портянки, разорваной на полоски
Конечно лучше было намотать вторичку на одной половине, а первичку на другой, чтобы хоть какое-то ограничение по току получилось. А то прлучилось, что при замыкании вторички накоротко, ток по первичке достигает 70 - 80 А, ток по вторичке достигает 700 А. Нагревается при этом конечно моментально. Пробовал варить через кусок стальной проволоки диаметром 8мм и длиной около 8 метров. В этом случае нормально варит тройкой и четвёркой. Спалил подряд 5 электродов, но 16 амперный автомат даже не выбило (когда без проволоки пробовал варить, то выбивало после половины электрода тройки, и варить не получалось, только резать, даже четвёркой). Ток по первичке при этом был около 25А а по вторичке около 230А.
После 5 электродов (через проволоку) вторичка нагрелось градусов до 70. Наверное придётся намотать вторичку более толстым проводом (тока где его взять? ), но может и эту оставлю.
Так как я "сварщик не настоящий" и не очень-то разбираюсь в сварке, то наверное завтра приглашу настоящего сварщика, чтобы заценил как аппарат варит.
Жалко камеры на мобиле нету, но может кого найду с камерой и выложу фотку.
P.S. Наверное я зря разместил тему в Теории. Хотел чисто теоритически поинтересоваться, но тут у нас уже до практики дело дошло
Непрактично, сложно и дорого. Это уж на крайний случай, если больше совсем ничего нет. Электротехнические лаки рулят и педалят Только надо не кисточкой мазать, а окунать в ёмкость с лаком на несколько минут, а потом двое суток сушить в печке.
15 см в квадрате-сечение. В месте катушек срезал 12 пазов.Делал по методике, найденной мной в Интернете. Надо буде попробывать варить, тока у меня нет электрододержателя. 230 ампер для четвёрки это много, требуется для четвёрки 110-180 Ампер. 230 Ампер это для пятёрки.
Если сечение железа 15 см2, то это максимум подойдёт для транса в 250 Вт. Ему по первичке около 700 - 750 витков надо.
Электрододержателя у меня то-же небыло. Я кабель наматывал на электрод и держал пассатижами
Последний раз редактировалось SeregaT Пт сен 25, 2009 18:06:08, всего редактировалось 1 раз.
Сегодня проверял сварщик, сказал что в любом случае, сварочник должен варить и четвёркой. Мой транс четвёркой и варит и режет. Но при резки четвёркой, вторичка довольно сильно нагревается после одного - двух электродов градусов до 80 или чуть больше (при этом ток по первичке достигал 30А). Быстро нагревается, но остывает то-же быстро. Если варить тройкой, то я спалил 5 электродов подряд и транс не перегрелся. Планирую поставить вентилятор (120/120мм 12В от компа) и термореле ампер на 25, градусов на 90, которое приделаю на алюминиевую пластину, и прикручу вплотную к обмотке на внутреннем диаметре.
Вот фото моей конструкции
Часовой пояс: UTC + 3 часа
Кто сейчас на форуме

Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Русская поддержка phpBB
Extended by Karma MOD © 2007—2012 m157y
Extended by Topic Tags MOD © 2012 m157y
Читайте также: