Сварочный выпрямитель источник питания
Обновлено: 16.05.2024
Для электродуговой сварки нужно электричество определенных параметров: большой силы (ампеража), низкого напряжения (вольтажа). Под воздействием тока между концом электрода и свариваемым металлом формируется мощный электрический разряд, выделяется большое количество теплоты. В качестве источников питания сварочной дуги применяются различные преобразователи. За историю существования ручной электросварки для розжига дуги созданы устройства, генерирующие переменный и постоянный ток. Сначала были трансформаторы, после появления полупроводников были созданы выпрямители. Генераторы преобразуют в электроток энергию сжигания жидкого или сухого топлива. Инверторы – источники нового поколения, у них возможности питания дуги гораздо шире, чем у трансформаторов. При выборе сварочного аппарата желательно учитывать преимущества и недостатки устройств.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.

Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Назначение, особенности и принципы функционирования сварочных выпрямителей

Оборудование
Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
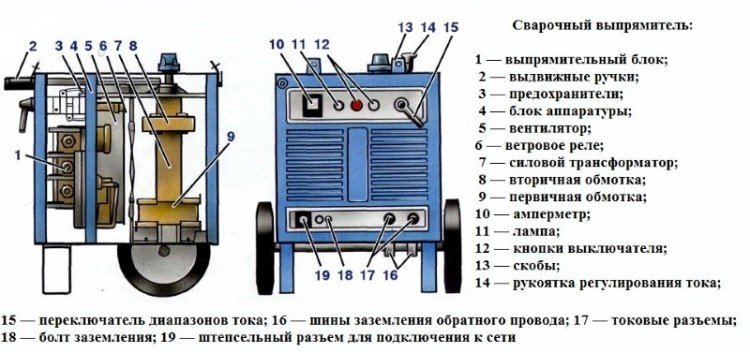
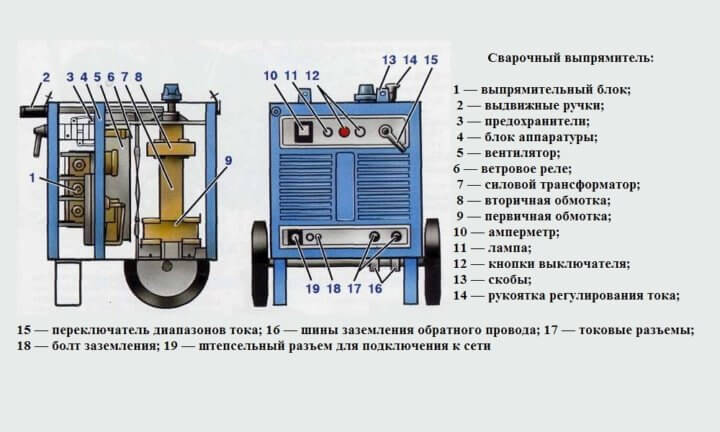
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

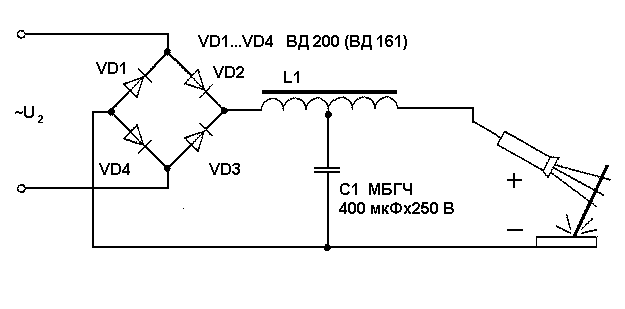
Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
Источники питания сварочной дуги: требования, классификация, характеристика
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Устройство и виды сварочного выпрямителя
Распространённый в практике строительно-монтажных работ выпрямитель для сварочного аппарата состоит из ряда узлов и агрегатов, в основу работы которых заложен принцип преобразования сетевого напряжения.
Одновременно со снижением его величины в трансформаторе увеличивается предельно допустимое значение тока, который может «сниматься» с вторичной обмотки преобразовательного устройства.
В этом и состоит назначение выпрямителя – преобразовывать напряжение и повышать ток до значений, требуемых для сварки.

Устройство аппарата
После выделения и выпрямления мощными вентильными диодами токовой составляющей, на выходе сварочного выпрямителя формируется постоянный ток заданной величины, достаточный для образования мощной электрической дуги.
Полученный дуговой разряд и является той рабочей средой, которая необходима для сварки стальных заготовок и сплавов цветных металлов.
Для более полного ознакомления с агрегатом следует рассмотреть устройство сварочного выпрямителя с точки зрения подготовки его к свариванию заготовок.
При этом должны приниматься во внимание такие технические детали, как соблюдение полярности подключения проводов и другие рабочие моменты.
С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
Один из ответных концов этих проводов подсоединяется к свариваемому изделию, а второй крепится на держателе электрода или встраивается в специальную газовую горелку.
В зависимости от условий сварки, а также от вида свариваемого материала выбирается требуемый режим работы и полярность подключения электродов к инструменту и заготовке.
Сам процесс соединения заготовок запускается посредством замыкания дуги между сплавляемой поверхностью и концом стержневого электрода. Дуга образуется за счёт сварочного тока, протекающего в цепи.
Помимо самого преобразовательного устройства, в состав сварочного выпрямителя обязательно входят элементы защиты и контроля параметров сварки, а также специальные органы управления.
Все перечисленные элементы управления и подключения трансформаторного выпрямителя объединены на одной рабочей панели с продуманной эргономикой, обеспечивающей удобство обращения со сварочным аппаратом.
Виды преобразователей
Согласно тому, какая электрическая схема используется в данной конкретной модели преобразователя, все сварочные выпрямители подразделяются на следующие группы:
- выпрямители под условным обозначением «ВДМ», состоящие из понижающего трансформатора, мощного диодного мостика и сглаживающего конденсатора, имеющие всего один выход (пост);
- универсальные выпрямители, изготавливаемые по многопостовой схеме и подключаемые к сети 3-х фазного напряжения;
- выпрямители типа «инвертор», относящиеся к категории сложных электронных устройств с импульсным преобразованием входного напряжения.
Каждая из указанных разновидностей сварочных выпрямителей имеет свои достоинства и недостатки и применяется в соответствующих их техническим характеристикам условиях.
Однопостовые

Так, однопостовые аппараты отличаются относительно невысокой ценой, но при этом имеют один существенный недостаток, заключающийся в небольшой длительности непрерывной работы.
Они рассчитаны на рядового покупателя в любительском ранге, занимающегося сваркой лишь от случая к случаю.
Многопостовые
В отличие от «ВДМ» аппаратов многопостовые выпрямители имеют определённые преимущества, выражающиеся в увеличенной продолжительности непрерывной работы и в наличии отдельного блока управления (БУ) для каждого из постов. При этом все эти БУ содержат в своём составе специальный регулировочный элемент (реостат) и дроссельный ограничитель.
Указанные устройства широко применяются в производствах, специализирующихся на изготовлении металлоконструкций, а также на поточных сварочных линиях и обычных стройплощадках.
Инверторные

Сварочные выпрямители инверторного типа представляют собой сложную электронную конструкцию, работающую по схеме импульсного преобразования напряжения и дополненную активными элементами фильтрации и стабилизации.
Благодаря усовершенствованиям функциональные возможности этих агрегатов заметно расширяются. При работе с электронным инвертором удаётся легко зажигать дугу и обеспечивать ее стабильность на протяжении всего процесса сварки.
Различные модели инверторных устройств имеют несколько отличные от типовой схемы. Однако по принципу получения выпрямленного тока они относятся к одной и той же категории импульсных выпрямителей.
За счёт снижения веса преобразовательного модуля такие сварочные трансформаторы более удобны в обращении и транспортировке, чем обычные выпрямители.
Промышленные образцы
Рассмотрим один из промышленных образцов многопостового сварочного оборудования под заводским наименованием ВКСМ-1000-1-1 (ГОСТ 5.153-72).
Этот выпрямитель обеспечивает одновременное питание сразу шести сварочных постов с рабочим током 300 Ампер и выполнен по схеме с «жёсткой» выходной характеристикой.
В состав выпрямителя входят следующие основные узлы:
- преобразователь (понижающий трёхфазный трансформатор);
- выпрямительный модуль со встроенным вентилятором охлаждения;
- элементы пускорегулирующей и блокирующей (защитной) аппаратуры.
Производители этой модели сварочного агрегата побеспокоились о простоте конструкции прибора, а также о его надёжности и экономичности.
Для этого первичная обмотка трансформатора ТС обустроена по схеме классического «треугольника», а вторичная состоит из 2-х фазных обмоток, соединённых «звездой».
Среди популярных моделей отечественных выпрямителей можно выделить универсальный агрегат марки ВДМ 1202С, отличающийся прекрасными сварочными характеристиками.
При работе с этим прибором могут применяться любые типы покрытых электродов, что упрощает работу с ним и устраивает не только любителей, но и профессионалов.
Техническое обслуживание и ремонт
Бережное отношение к сварочному оборудованию предполагает своевременный его ремонт и текущее техническое обслуживание, исключающее преждевременный выход из строя.
Перед проведением ТО аппарат размещается на специально оборудованном для этих целей рабочем месте, после чего с него снимается наружный защитный кожух.
После разборки внутренние пространства сварочного выпрямителя и отдельные его узлы тщательно очищаются от осевшей пыли и грязи с помощью струи сжатого воздуха.
При наличии сильно загрязнённых мест их дополнительно протирают чистой мягкой фланелевой тряпочкой или ветошью. И лишь после этого приступают к процедурам, предусмотренным регламентом ТО.
При их проведении меняется смазка в подшипниках вентилятора, а также подгоняются контакты пускателей, автоматических выключателей и коммутаторов модуля управления.
В случае ремонта вышедшего из строя аппарата все его узлы предварительно осматривают визуально, и только затем переходят к поиску неисправности с помощью специальной измерительной аппаратуры.
В процессе поиска повреждений сначала проверяют все имеющиеся в схеме контакты, а также измеряют изоляцию внутренней разводящей проводки, сопротивление которой не должно быть менее 5 Мегом.
Помимо этого, исследуют элементы выпрямительного блока и фильтрующие конденсаторы, после чего визуально обнаруженные повреждённые детали заменяют новыми.
После этого можно попробовать вновь подключить агрегат и проверить его на работоспособность. В случае если выпрямитель по-прежнему не работает – лучше всего обратиться в специальную мастерскую, где профессионалы разберутся с возникшей неисправностью.
Подводя итоги, необходимо отметить, что выбор подходящего для бытовой эксплуатации выпрямителя должен строиться на учете множества факторов. Только при их соблюдении удаётся подобрать недорогой и достаточно надёжный агрегат, позволяющий сваривать большинство материалов.
Читайте также: