Т образная сварка круглых труб
Обновлено: 04.10.2024
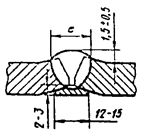
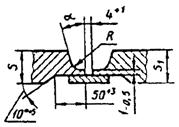
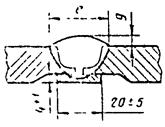
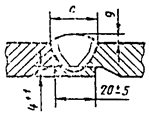
Типы, конструктивные элементы и их размеры установлены ГОСТ 16037-80 в ред. 1991г.
Условные обозначения способов сварки трубопроводов из сталей: ручной дуговой сварки Р; дуговой сварки в защитном газе: ЗП - плавящимся электродом; ЗН - неплавящимся электродом; Ф - дуговой сварки под флюсом; Г - газовой сварки.
Конструктивные элементы и размеры сварных соединений стальных трубопроводов приведены в табл. 22.
Технические требования и принятые обозначения.
1. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
2. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже в табл. 22а, должны производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
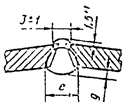
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 22а, на детали, имеющей большую толщину, должен быть сделан скос до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
22а. Разность толщин свариваемых деталей
Толщина тонкой
детали
Разность толщин
деталей, мм
3. Шероховатость обрабатываемых под сварку поверхностей не более 80мкм.
4. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
5. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2мм, а для соединений, не контролируемых радиографированием, - не более 0,5мм. Местные зазоры для указанных соединений допускаются до 0,5 и 1,0мм соответственно.
6. Зазор между расплавляемой вставкой и торцовой или внутренней поверхностью трубы должен быть не более 0,5мм.
7. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45 ° к оси трубы.
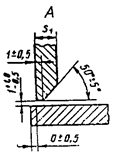
8. В сварных соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании; при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3мм, а размер а должен быть не менее минимальной толщины стенки свариваемой детали.
9. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
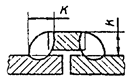
10. Предельные отклонения катетов углового шва К, К1 от номинального в случаях, не оговоренных в табл. 22, должны соответствовать:
+5мм при К > 12мм.
11. Допускается выпуклость углового шва до 2мм при сварке в нижнем положении и до 3мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3мм.
12. Для сварных соединений труб с толщиной стенки более 4мм допускается сварка корня шва способом, отличным от осевого способа сварки.
Как при помощи болгарки сделать идеальное седло для Т-образного соединения
Если неожиданно в домашнем хозяйстве или на производстве возникла срочная потребность соединить трубы одного диаметра Т-образным способом, то можно воспользоваться очень простым методом, и для этого не потребуются большие затраты, много времени и высокая квалификация.

Понадобится
- металлическую линейку и карандаш;
- механическую пилу по металлу;
- металлические пластины;
- силовую струбцину;
- сварочный полуавтомат;
- пассатижи или плоскогубцы;
- дрель с режущим диском.
Процесс подготовки и соединения труб
От круглой стальной трубы, наружный диаметр которой составляет 48 мм, отрезаем кольцевой фрагмент шириной строго 20 мм. Делим величину диаметра 48 мм на 3 и получаем 16 мм. К получившейся величине (16 мм) добавляем толщину стенки трубы, которая оказалась равной 3 мм. В результате выходит сумма, составляющая 19 мм.



Отмеряем от одного торца трубы 19 мм и наносим отметку карандашом или маркером. К трубе с отметкой 19 мм прикладываем соосно фрагмент такой же трубы. Сверху симметрично продольной оси составных труб укладываем плашмя ранее отрезанное кольцо шириной 20 мм так, чтобы наружная образующая этого кольца оказалась на отметке 19 мм.

С двух сторон кольцо, лежащее на трубах, подпираем двумя массивными металлическими пластинами прямоугольной формы, чтобы они касались и образующих труб в зоне их контакта.

Затем пластины и, расположенные между ними кольцо и трубы, прочно сжимаем струбциной. Слегка прихватываем кольцо сваркой к трубе без метки, чтобы зафиксировать расположение и размеры полученного соединения, после чего пластины можно убрать, предварительно ослабив струбцину. Своеобразный шаблон готов.

Не нарушая соосности труб, переносим карандашом проекцию внутренней дуги кольца на поверхность трубы под ней.


Также выполняем надрез по отмеченным дугам и с помощью пассатижей или плоскогубцев отламываем образовавшиеся после пропилов «пальцы».



Прикладываем к образовавшемуся на торце трубы седлу вторую трубу и убеждаемся, что ее боковая поверхность без зазоров совпала с поверхностью, выполненного нами только что, седла по всей линии контакта.
Смотрите видео
Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Конструктивные элементы и размеры
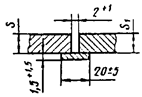
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва

* Допускается увеличение до 2 мм.
(при Dу до 150 включ.) 3,0 (при Dу более 150)
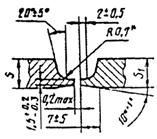
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
cварного шва





Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)


3 (при s св. 3)
К, не менее

1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


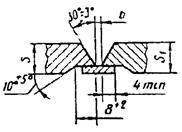
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
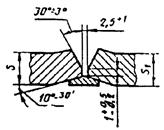
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
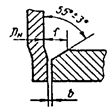
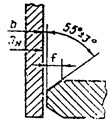
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Читайте также: