Техническое обслуживание сварочных трансформаторов
Обновлено: 27.09.2024
Сварочный трансформатор предназначен для электрической сварки металлических деталей. Особенностью работы этих трансформаторов является прерывистый режим работы с резкими переходами от холостого хода к короткому замыканию. Для ограничения токов короткого замыкания (при соприкосновении электродов) сварочные трансформаторы строятся с большим индуктивным сопротивлением обмоток.
Рассмотрим конструкцию одного из распространенных сварочных трансформаторов ТС, в котором индуктивное сопротивление регулируется изменением расстояния между первичной и вторичной обмотками.
Сердечник трансформатора — стержневого типа, шихтованный, собирается из листов электротехнической стали Э42 толщиной 0,5 мм, изолированных лаком. Первичная и вторичная обмотки — слоевые, с развитой поверхностью охлаждения. Каждая из обмоток состоит из двух катушек, располагаемых на обоих стержнях магнитопровода. Катушки обмоток могут соединяться последовательно и параллельно.
На сердечнике магнитопровода расположены неподвижная первичная и подвижная вторичная катушки, которые ходовым винтом 3 при помощи рукоятки перемещаются вдоль сердечника, изменяя магнитный поток рассеяния, а следовательно, и величину сварочного тока.
Винт удерживается в гнезде; опорой вверху для винта является траверса, закрепленная на верхнем ярме магнитопровода. На торцевых сторонах магнитопровода закреплены доски зажимов для присоединения трансформатора к сети и сварочных проводов.
Катушки подвижной (вторичной) обмотки посредством стягивающих шпилек закреплены в пластмассовых обоймах. В верхнюю обойму запрессована ходовая гайка. Вспомогательная гайка — с продольными пазами на наружной поверхности — свободно вставлена в отверстие нижней обоймы. В продольные пазы гайки входят зубцы стопорной шайбы, жестко закрепленной на нижней обойме, которая препят-винта сво®одномУ проворачиванию гайки при вращении
Между основной и вспомогательной гайками расположена распорная пружина, которая выбирает свободный ход (люфт) между ходовым винтом и гайками, прижимая их рабочие поверхности с обеих сторон, устраняя тем самым вибрацию подвижной части.
Рассмотрим наиболее часто встречающиеся повреждения.
Трансформатор является переносным аппаратом, и поэтому при неаккуратном обращении при перевозках и перемещениях, особенно на строительных площадках, образуются вмятины металлических оболочек крышек, козырьков, наблюдаются поломка колес, ручек, забоины, заусенцы ходового винта, износ трущихся деталей.
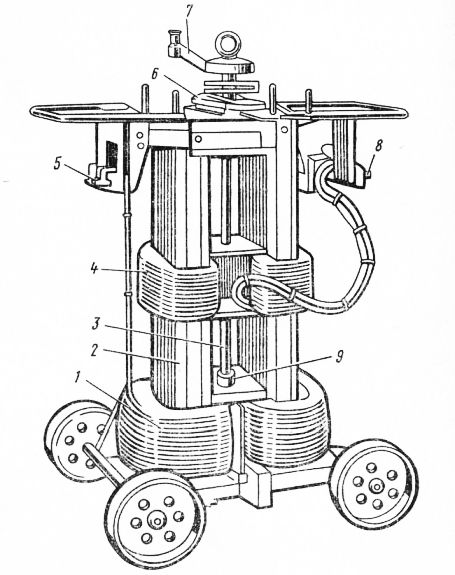
Рис. 1. Сварочный трансформатор ТС-300:
1 — катушка первичной обмотки, 2 — сердечник магнитопровода, 3 – ходовой винт, 4 — катушка вторичной обмотки, 5 и 8 — доски зажимов первичной и вторичной обмоток, 6 — траверса (верхняя опора ходового винта), 7 — рукоятка, 9 — гнездо (нижняя опора винта)
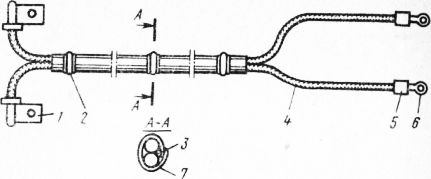
Рис. 2. Выводные провода:
1 — наконечник, 2 — хомутик, 3 — клин, 4 — провод, 5 — трубка, 6 — трубчатый наконечник, 7 — изоляционная лента
При работе в разных атмосферных условиях на воздухе без соответствующей защиты от дождя и снега, без периодического просушивания трансформатора, отсыревает изоляция обмоток, особенно первичных, и последние выходят из строя. Частые и ненадежные присоединения трансформатора к сети, грязь и пыль приводят к подгоранию контактов.
В технологической карте приведен в качестве примера ремонт выводного провода.
Общий вид выводного провода показан на рис. 2.
Принципиальные приемы ремонта изоляции, сушки обмоток трансформатора не отличаются от описанных выше.
Ремонт и обслуживание сварочных трансформаторов
Данная техника является достаточно простой, так как имеет понятный принцип действия, который основан на минимальном количестве дополнительных деталей, хотя многие факторы зависят от конкретной модели. Именно это и является одним из главных достоинств, так как обеспечивает высокую надежность эксплуатации при ответственном процессе сваривания. Благодаря этому, ремонт сварочных трансформаторов также становится намного более простым, чем другой техники. Но даже самая надежная техника может выходить из строя, особенно, если речь идет о неправильной эксплуатации, которая противоречит заданным режимам.
Естественно, что у каждого аппарата имеются свои особенности, но у большинства из них уязвимые места являются одними и теми же. Самой слабой частью такого устройства, как сварочный трансформатор, является клеменная колодка. К ней подключаются соединительные кабели. Из-за плохого контакта, в то время как значение сварочного тока является достаточно высоким, соединение сильно нагревается. Через некоторое время соединение может разрушиться, так как разогреваются и соединяющие провода, что может привести к замыканию системы. Чтобы осуществить ремонт сварочного трансформатора своими руками в данном случае нужно зачистить поверхности контактов, перебрать греющееся соединение и обеспечить плотный контакт в дальнейшем. Но это один из самых простых способов, так как встречаются и более сложные поломки, требующие, для своего исправления, профессионального вмешательства и длительного ремонта.
Виды неисправностей и способы устраненияСамостоятельное отключение техники во время работы. Это случается из-за срабатывания внутренней защиты трансформатора. Когда трансформатор включается в сеть, то защита срабатывает на определенном этапе работы и производится отключение. Мощность сварочного трансформатора может быть не рассчитана на используемые режимы работы. Также это может происходить по причине замыкания цепи между проводами или корпусом и проводом, между листами электропровода, витками катушки или при пробое конденсаторов. Для ремонта в первую очередь нужно отключить технику от сети. Затем требуется найти место дефекта и устранить его. После следует восстановить изоляцию, а также, при необходимости, заменить конденсаторы.

Ремонт сварочного трансформатора
Сильный гул во время работы . Как правило, эта проблема сопровождается сильным перегревом. В качестве причины выделяется ослабление болтов, которые стягивают листы магнитопровода. Также может быть сломан механизм закрепления катушки или крепление сердечника. Все может иметь более банальный характер, так как гудение появляется из-за перегрузки техники, что также случается и при замыкании. Чтобы устранить неисправности сварочного трансформатора в данном случае нужно подтянуть все крепления, а также устранить неисправности в креплении катушек и сердечника. Проверить изоляцию в кабелях для сварки.
Большой перегрев аппарата . Зачастую здесь происходит нарушение правил эксплуатации, к примеру, превышение сварочного тока, который оказывается выше нормы. Также может быть слишком большие сварочные электроды или длительное время беспрерывной работы. В некоторых случаях просто оказывается неисправной система охлаждения. Для ремонта приходится заменить эту систему или более четко подбирать режимы.
Более низкое фактическое значение сварочного тока, чем должно быть по номиналу . Такое явление наблюдается, когда в питающей сети напряжение ниже, чем требуется. Таким образом, оно понижается и на выходе аппарата в пропорциональном соотношении.
Некорректная регулировка тока и прочих параметров . Здесь могут быть поломки в механизмах регулировки. Каждый такой механизм может быть уникальным для отдельного сварочного аппарата. Зажимы регулятора могут быть замкнутыми, а вторичные катушки просто заблокированы в одном положении, что мешает их перемещению. При ремонте снимается кожух корпуса и исследуются все механизмы, в которых может возникать проблема.
Обрыв дуги без возможности ее восстановления . В таких случаях вместо дуги появляются только искры. Причиной такой ситуации является пробой обмотки сварочной цепи, нарушение соединений клемм аппарата или замыкание между проводами.
При отсутствии нагрузок аппарат потребляет из сети большие токи. Здесь возникает замыкание витков обмотки, которое можно устранить с помощью восстановления изоляции. Также может спасти полная намотка сварочного трансформатора.
Техническое обслуживание- Производится очистка сварочного аппарата от пыли при помощи продувания.
- Проверяется сопротивление изоляции при помощи омметра. Сначала данные берутся между корпусом и первичный цепью, потом между корпусом и вторичной цепью. Значения не должны превышать 2,5 МОм. В ином случае технику нужно просушить теплым воздухом.
- Проверить напряжение в сети.
- Путем использования перемычек установить требуемый рабочий диапазон параметров.
- Проверить исправность автоматического выключателя.
- Включить аппарат и попробовать выставить различные параметры, проверяя тем самым устройства работы всех систем.
- Отключить технику от сети.
Во время технического обслуживания проверяется схема обмотки сварочного трансформатора, которая должна соответствовать номинальной. Также следует отдельно проверить заземление. Обмотки проверяются при помощи прозвона и если наблюдаются какие-либо неполадки, то следует узнать, как намотать сварочный трансформатор заново, чтобы устранить имеющиеся неполадки.
Если не проводить периодическое обслуживание и не контролировать работоспособность оборудования, своевременно отыскивая неполадки, то может случиться серьезная поломка, которая потом потребует дорогостоящего ремонта. Ведь лучше сразу узнать, как прозвонить вторичные обмотки сварочного трансформатора, чем потом менять всю катушку. Также это поможет узнать, соблюдается лир инструкция по эксплуатации сварочного трансформатора или же нужно менять рабочие параметры для сохранения работоспособности техники. На предприятиях периодичность обслуживания определяется регламентом.
Техника безопасности при проведении ремонта и обслуживанияРабота с трансформатором, в основном, грозит в себе риск поражения током. Поэтому, все условия должны отвечать правилам электробезопасности. В первую очередь, техника должна быть отключена от питания. Ее корпус и остальные детали должны быть надежно заземлены. Во время работы следует использовать изолированные инструменты, а также применять личные средства безопасности. Техника безопасности при ремонте сварочного трансформатора запрещает складывание инструментов непосредственно на самом трансформаторе или внутри него.
Запрещается эксплуатировать технику, которая имеет явные неполадки. Также не стоит приближаться к ней, поэтому, лучше разу отключить все от сети. Не стоит проводить работы с горячим оборудованием. После ремонта технику нужно проверять в режиме холостого хода, а после этого только пускать в дело.
Устройство и принцип работы трансформаторного сварочного аппарата

Вопрос-ответ
Оборудование для сварки является своего рода преобразователем энергии. Трансформаторный сварочный аппарат подходит для решения большинства задач, его устройство и принцип работы относительно простые. Но вместе с тем, есть и негативные моменты. Нюансы следует учитывать — от этого зависит конечный итог процесса.
Устройство и принцип работы
Трансформаторный сварочный аппарат является самым распространенным среди оборудования, предназначенного для сварки. Устройство достаточно простое, следовательно, ремонт не займет много времени. Электрическая энергия, поступающая в устройство, преобразуется только в одном узле — непосредственно трансформаторе. Бытовая частота тока составляет не более 50 Герц. Количественное поступление тока настраивают при помощи специальной ручки. Механизм изменяет магнитный поток в магнитопроводе и приводит к необходимому для функционирования сварочной дуги размеру.
Принцип переработки энергии довольно прост.
Электрический ток поступает в первичную обмотку и отдает ей энергию. Та в свою очередь намагничивает сердечник, который передает энергию во вторичную обмотку. В это время во второй образуется переменный ток с напряжением до 70 Вольт и силой тока в 200 Ампер. Дуга, которая состоит из электронов, появляется в результате намагничивания вторичной обмотки. Сварочная дуга трансформатора применяется для сварки деталей и механизмов.
Каждый сварочный аппарат имеет различные показатели напряжения и силы тока.
Технические характеристики зависят от того, сколько находится витков на вторичной обмотке. Если мало, то напряжение будет минимальным, зато сила тока большой. И наоборот, если много, то сила тока уменьшится, а напряжение в свою очередь увеличится.
Строение оборудования
Сварочный аппарат обычный трансформаторного типа состоит из десятка элементов. Зная конструктивные особенности, принцип работы и простейшие физические законы можно отремонтировать купленный в магазине сварочный механизм. Оборудование состоит из:
- специальных жалюзи для постоянного охлаждения;
- прочного корпуса;
- зажима, при помощи которого подсоединяется сварочная цепь;
- специальной ручки, которая облегчает использование;
- сердечника — замкнутого магнитопровода;
- рукоятки для управления;
- рым-болта;
- крышки корпуса, которая отсоединяется;
- вертикального винта с ленточной резьбой;
- ходовой гайки винта;
- первичных и вторичных обмоток.
Основная работа происходит за счет последних пяти элементов. По рым болту начинает проходить электрический ток, который в конченом итоге попадает на вторичную обмотку.
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.
Для обычных сварочных работ, например, домашних и бытовых, подойдут трансформаторные аппараты с силой тока до 160 Ампер. В тоже время, если предвидятся средней длительности работы средней сложности, то лучше выбирать модель с силой тока около 200 Ампер. Для профессиональных работ, например, работ с прочными метал конструкциями, швеллерами, широкополосными уголкам выбирают варианты оборудования, которые обладают силой тока в 220 Ампер.

Выходное напряжение — вторая по своей важности характеристика, которая характеризует то, какое напряжение образуется на участке цепи электрод-изделие. Аппараты с минимальными значениями силы тока имеют параметр не более 50 Вольт, средние — около 70, а профессиональные — 80. Если сварочный механизм трансформаторного типа будет использоваться для сварки специфических сплавов, то напряжение должно составлять не менее 90 Вольт.
Выходное напряжение устанавливается в соответствии с используемой для определенного типа работ силой тока. Если подбор будет неправильный, то работа не будет эффективной. Например, если установлен 220 А ток, но напряжение минимальное, то образуется на изделии поры и шлак.
Продолжительностью включения называют величину, которая определяет в процентном соотношении сколько может работать аппарат без перерыва при максимальной нагрузке. Если указывается, что продолжительность включения равна 70 процентам, то это значит, что если сварочный аппарат трансформаторного типа включить на десяти минут, то семь минут работает без перерыва. Но обязательно следует отключить устройство по прошествии времени, как минимум на три минуты.
Диаметр установленного электрода определяет то, каково будет значение тока сварки. Значение этого параметра указано в эксплуатационном листе.
Тип сварочного тока определяет, для каких именно целей можно будет использовать трансформаторный аппарат. В зависимости от этой характеристики определяют, к какому типу относится подаваемый ток — перемененный или постоянный. При помощи первого можно проводить работы по сварке черного металла. Постоянный же ток дает большие возможности, с помощью эффективны работы по любым видам металла, в том числе и цветным.
Присутствуют в продаже специальные электроды, позволяющие при помощи аппарата с переменным током проводить сварку и цветных металлов, но в таком случае алгоритм действий усложняется. Гораздо проще изначально выбрать трансформаторный сварочный аппарат с постоянным током, который подходит для выполнения большей части бытовых и профессиональных операций.
Тип сварки — важная характеристика, от которой зависит не только эффективность сварки, но и то, сколько прослужит сам механизм. Есть варианты сварки проволокой в среде инертного газа, а также неподвижными электродами в газовой среде. Эти характеристики могут различаться у различных видов трансформаторных аппаратов.
Тип аппарата — эта характеристика не часто указывается в эксплуатационном листе. Но стоит понимать, что присутствуют варианты с тиристорных фазорегуляторами и с регулируемой дросселью иди подвижными сердечниками. Как показывает практика, первый вариант превосходит два последних. Дело в том, что при использовании тиристорного фазорегулятора импульс существенно быстрей проходит через нулевое значение.
Фактор приводит к тому, что затуханий происходит меньше, меньшая амплитуда, а также к тому, что сварочная дуга горит более стабильно и дольше. В результате этого шов сварки получается качественным и долгослужащим. Такие аппараты не имеют установленных внутри подвижных деталей, поэтому они служат дольше. Подходят не только для выполнения работ на производстве, но и для использования в бытовых условиях — дома или на даче.
Преимущества сварочных аппаратов такого типа
Благодаря тому, что инструментарий, предназначенный для сварки, состоит из 12 деталей, он считается простым. Ремонтные работы проводить проще — не придется разбирать громоздкую конструкцию из 20-30 деталей. Для того, чтоб заменить изжившую себя деталь достаточно иногда 2 минут — открыть механизм-коробку и отсоединить один-два узла. Специалисты отмечают и том, что несмотря на простоту конструктивных особенностей, трансформаторный сварочный аппарат имеет высокий коэффициент полезного действия.
В моделях современных производителей КПД достигает до 90 процентов, но в любом случае будет не менее 70 процентов.
Выделают также такие позитивные особенности оборудования такого типа:
- долговечность — узлы надежно скреплены друг с другом, качественные;
- качество — блок состоит из пары деталей, которые редко выходят из строя при максимальных нагрузках;
- простота эксплуатации — не потребуется углубляться в физику, чтоб начать пользоваться оборудованием;
- простота ремонта — из-за того, что включен лишь десяток деталей, разобрать механизм и заменить испортившуюся деталь не составит труда даже начинающему мастеру;
- дешевизна — на рынке оборудования предлагаются сварочные аппараты трансформаторного типа от тысяч рублей;
- вариативность сферы применения — использовать аппарат может не только на производств, но и дома, на дачном участке.
Однако, у сварочного аппарата трансформаторного типа есть и существенные недостатки, которые делают оборудование неприемлемым для выполнения некоторых видов сварочных работ.
Недостатки сварочного аппарата
Специалисты выделяют несколько недостатков, которые существенно влияют на то, в каких сферах может использоваться сварочный механизм. В частности, трансформаторное оборудование имеет такие негативные особенности:
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок

Своими руками
Ремонт сварочных трансформаторов необходим при возникновении неполадок в устройстве, которые могут образоваться по ряду определенных причин (недержание дуги, выраженное отсутствие исправности) и требует более тщательного рассмотрения при условии наличия определенных навыков.
Такие аппараты являются надежными источниками сварочного тока и имеют явные преимущества в сравнении с индуктором и выпрямителем. При этом данные устройства нуждаются в правильной эксплуатации и при возникновении неполадок подлежат ремонту.
Работа аппарата
Принцип работы аппарата обеспечение регулировки правильного поступления тока, которое осуществляется 2 способами:
- непосредственное использование аппарата (обеспечение нужного электромагнитного поля), которое осуществляется специальными деталями. Необходимый эффект получают при изменении расстояния воздушного пространства;
- работа осуществляется при управлении таким процессом, как образование нужного электромагнитного поля (изменения значений воздушного зазора между двумя обмотками, новое число витков, использование других деталей).
Устройство и системы аппарата более подробно описаны на нижеприведенном рисунке.
Магнитопровод со всеми системами сверху закрывается в защитный кожух, который подразумевает наличие специального охлаждающего жалюзи. Процесс правильного регулирования тока осуществляется за счет основных механизмов (перемещение подвижной обмотки при использовании вертикального винта, имеющего ленточную резьбу, ходовой гайки).
Провода подключены к зажимам, а сам трансформатор имеет довольно большую массу, поэтому для его передвижения используют специальный транспорт, а устройство оснащено рым-болтом.
Действие трансформатора не имеет отличий в сравнении с обычным аппаратом понижающего типа (информация указана на нижеприведенном рисунке).
Аппарат имеет строение в виде первичной, вторичной обмоток, которые размещены на магнитопроводе замкнутого типа (такое строение способствует увеличению электромагнитной связи).
Обмотки
Первичная и вторичная обмотки подключены к источникам тока, что способствует появлению тока переменного типа и образованию так называемого магнитного потока (Ф), который замыкается в магнитопроводе.
Поток Ф образует электродвижущую силу переменного характера (ЭДС е1 и е2) в обоих обмотках, которые по закону Максвелла становятся пропорциональны числу витков (N1, N2) и скоростям по изменениям потока (dФ/dt).
При пренебрежении падения уровня напряжения (в диапазоне не более 3–5 %) устанавливают такие значения e1≈U1 и e2≈U2. После математических исчислений получают связь между получаемым напряжением, числом витков U1/U2 = N1/N2.
Важно! При повышении вторичного напряжения число витков N2 имеет большее значение по сравнению с N1 для создания повышающего трансформатора.
Устройство понижающего типа создается в обратной пропорциональности (число витков N2 меньше чем N1).
Работа устройства основывается на преобразовании начального уровня напряжения на более низкий показатель (60 В холостого хода). Компоновка узлов устройства (информация на нижеприведенном рисунке).
Пояснения обозначений на рисунке:
- 1-изолированные провода для обмотки первичной;
- 2- обмотка вторичная без наличия изоляции, которая усиливает теплоотдачу;
- 3-магнитопровод (подвижная часть);
- 4-система подвеса устройства внутри аппарата;
- 5- механизм для управления зазора воздушного пространства;
- 6-ходовой винт;
- 7-включение ходового винта.
Схема
Схема трансформатора по функциональным характеристикам (нижеприведенный рисунок).
- зазор и магнитопровод;
- обмотка первичная и вторичная
- обмотка катушки реактивной.
Таблица выявления поломок и их исключение
Неисправности сварочных трансформаторов и правила их устранения рассмотрены в нижеприведенной таблице.
- возникновение короткого замыкания (высокое или низкое напряжение в сети);
- образования замыкания в корпусе и подводящих проводах;
- появление замыкания проводов, которые расположены между собой;
- образование замыкания между витками в катушке;
- образование замыкания провода в соединении с магнитопроводом;
- пробоина конденсаторов;
- поломка других механизмов сварочного устройства.
- сильная перегрузка;
- беспрерывная эксплуатация мотора;
- подборка сварочного электрода (не тот размер по диаметру, модель);
- несоответствующий выбор определенного темпа сварки (большие показатели тока);
- плохой крепеж узлов устройства;
- шпильки, которые стягивают «железо»;
- поломка прикрепленного магнитопровода;
- неправильный процесс передвижения катушек;
- образование короткого замыкания между кабелями;
- нарушенная изоляция в листах магнитопровода.
Подтягивание расшатанного крепежа.
- сварочный ток с высокими значениями в сравнении с указанными нормами в инструкции;
- использование деталей, которые не соответствуют заявленным размерам;
- проведение эксплуатации прибора в течение длительного промежутка времени без перерывов на остывание устройства.
- При сильном нагреве может полностью испортится вся электроизоляция, которая вызовет серьезную поломку и потребует полной починки испорченного устройства.
Основная причина поломки заключается в наличии плохого контакта электричества, вызывающего большое «переходное сопротивление».
Электрический ток выделяет немалое количество тепловой энергии и вызывает такие неисправности:
- разрушение соединений механического характера;
- перегорание проводов;
- разрушение электрического соединения.
- пересмотр и проверка все имеющихся контактов;
- произведение зачистки испорченных проводов или же их замена;
- плотный зажим всех элементов.
- невысокое напряжение в сети;
- поломка регулировки показателей сварочного тока.
- изменение настроек генератора;
- использование хорошего аппарата для стабилизации напряжения;
- проверка работы регулятора по величине сварочного тока и исключение неисправности.
- напряжение выше нормы в электросети;
- поломка регулятора тока;
- изменение настроек для регулировки показателей;
- проверка регулятора величины сварочного тока на наличие неисправностей и исключение работы устройства до устранения поломок.
- поломка устройства ходового винта по регуляции сварочного тока;
- возникновение короткого замыкания на зажимах регулирующего устройства между контактами;
- ограничение подвижных катушек повторной обмотки;
- возникновение замыкания в катушках дросселя.
- устранение посторонних предметов, которые выявлены в устройстве;
- замена катушек дросселя;
- регуляция контактов на основных механизмах.
- нарушение изоляции при изменениях значения напряжения, тока в сварочной цепи;
- замыкание сварочных проводов;
- ослабленное соединение проводов со сварочными клеммами аппарата.
- проведение внешнего осмотра и установление причины поломки;
- замена обмоток (перемотка трансформатора) при нарушении изоляции;
- восстановление или замена нарушенной изоляции;
- восстановление нарушенного соединения проводов и клемма аппарата.
Важно! Разборка сварочного трансформатора должна осуществляться с учетом правил техники безопасности и только при наличии надежного заземления корпуса сварочника.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм.
Техника безопасности
Непосредственная работа со сварочными трансформаторами требует обязательного соблюдения определенных норм техники безопасности:
- отключение техники от электросети для дальнейшего осмотра;
- наличие надежного заземления корпуса сварочника;
- использование изолированных инструментов и личных правил безопасности во время проведения ремонта устройства;
- нельзя оставлять используемые инструменты в аппарате после осуществления ремонта;
- эксплуатация устройства запрещена, если оно имеет выраженные неисправности;
- исключение проведения работы с горячим оборудованием;
- проверка техники на предмет выявления неисправности должна осуществляться только после отключения от электросети.
Починка аппаратов с постоянным током
Простейшая схема сварочного аппарата позволяет изучить устройство и произвести необходимый ремонт по выявленной поломке.
Питание устройства строго от сети и составляет стандартные 220 Вольт. К первичной обмотке подключают предохранитель 10 А (перегорание детали позволяет быстро устранить неисправность за счет обеспечения простой замены). Также дополнительно подводят автомат SA1 на 16A.
Силовая часть устройства становится неисправной по таким же причинам, как и у трансформаторов. Электронная часть же с выпрямителем, блоком управления. В ней может быть выявлена неисправность диодного моста или других деталей.
Перемотка
Ремонт сварочных трансформаторов в текущем режиме при перемотке устройства требует выполнения определенных подготовительных действий по подбору необходимых материалов:
- провод для осуществления первичной, вторичной перемотки (количество, марку материала можно узнать только после полной разборки устройства);
- шеллак (заменяют цапонлаком, краской ПФ);
- оправка или брусок для обеспечения вторичной обмотки (по размерам замеренного каркаса катушки), изготовленного из специальных клиньев. Необходимые значения получают после разматывания;
- лакоткань.
Во время ремонта осуществляют разматывание обмоток, подсчитают витки, слои и записывают полученные значения на бумагу.
Расчет длины необходимого расстояния:
- получение длины «среднего витка» (среднее число между максимальной значением длины витка в наружных и внутренних слоях);
- число полученных слоев, витков.
Определение расстояния необходимого провода подразумевает умножение длины «среднего виска» их числа и количества слоев.
По уцелевшей части обмотки определяют нужный диаметр по сечению и марку провода. Первичную обмотку из тонкого провода наматывают сразу на каркас, а вторичную на оправку с предварительным наматыванием одного слоя лакоткани.
Витки наматываются плотно друг к другу и строго соблюдают количество витков. Каждый слой обмотки тщательно обрабатывают шеллаком и накладывают слой лакоткани. При высыхании материалов предотвращается перемещение проводов, которое может возникнуть при нагревании и разрушении изоляции.
После осуществления намотки собирают катушки починенного аппарата и тщательно просушивают их. При помощи тестера проверяют целостность обмотки.
Важно! Обмотка первичная должна быть со значением сопротивления около 20 Ом, а вторичная не более 0 Ом.
Исправность аппарата проверяют с измерением значений напряжения и одновременным включением устройства в электросеть. При соответствии всех данных починка прошла успешно и трансформатор можно использовать по назначению.
Самостоятельный ремонт сварочного трансформатора
Прежде чем самостоятельно осуществить ремонт по устройству и обслуживанию сварочных аппаратов необходимо проверить некоторые важные аспекты:
- соответствие необходимых параметров (выбранная полярность, величина тока обрабатываемые материалы, применяемые электроды (диаметр, размер);
- необходимый контакт кабелей и их зажим;
- возможное выявление превышения времени непрерывной работы или же обрыва кабеля.
Если же вышеперечисленные неисправности не были выявлены, то следует снять защитный корпус трансформатора и произвести внешний осмотр на предмет выявления визуальной поломки:
- изменение внешнего вида контактной колодки;
- нарушение изоляции одного из подводящих проводов;
- ослабление контакта крепления;
- отсутствие напряжения на вторичной обмотке требует осуществления перемотки трансформатора (данный процесс подробно рассмотрен выше).
Важно! При отсутствии навыков для правильной починки и обслуживания сварочных трансформаторов необходимо обратиться в сервисный центр и получить квалифицированную консультацию специалистов.
Осуществление полного ремонта
Капитальный ремонт сварочного трансформатора подразумевает выполнение следующих действий:
- полная разборка устройства;
- установка новых деталей, которые нужно заменить.
Детали, подлежащие замене:
- катушка первичной или вторичной обмотки;
- конденсаторы, дроссель;
- контактные узлы (колодки, зажимы);
- механизмы подвижного характера, узлы.
При осуществлении капитального ремонта все технические характеристики после замены деталей должны соответствовать прибору. Договоренность с заказчиком предполагает полный ремонт данного устройства для обеспечения более длительного срока эксплуатации и исключения повторной поломки.
Цены на ремонт
Стоимость по ремонту таких аппаратов основывается на 2 важных аспектах:
- стоимость деталей, которые необходимо заменить;
- оплата услуг за выполненную работу.
Для того чтобы выгодно произвести ремонт устройства необходимо предварительно учесть стоимость починки и сравнить ее с ценой нового трансформатора. В некоторых случаях выгоднее купить новый аппарат и не тратить лишнее время на устранение неисправности.
Важно! Испорченный трансформатор можно подвергнуть разборке и сдать медную обмотку на металлолом, а вырученные деньги потратить на покупку нового устройства.
Сварочные трансформаторы являются устройствами, которые требуют текущего ремонта по необходимости и регулярного технического обслуживания. При соблюдении таких норм можно легко предотвратить серьезные неисправности в аппарате.
Как правильно регулировать ток трансформатора в сварочном полуавтомате

Силовой
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.
Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Эти трансформаторы изготавливаются разной мощности и предназначенные для подключения различного количества постов:
- Однопостовые. Используются только одним сварщиком. Регулировка осуществляется как на рабочем месте, так и внутри аппарата. Вольтамперная характеристика может быть крутопадающей (мягкой), пологопадающей (жесткой), а также переключаемой.
- Многопостовые. Имеют достаточную мощность для подключения нескольких (до 9) постов. Характеристика только жесткая, регулировать процесс сварки можно только на рабочем месте при помощи балластных сопротивлений.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.
Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.
Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.
Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.
Читайте также: