Технологическая последовательность выполнения сварочных работ
Обновлено: 20.09.2024
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
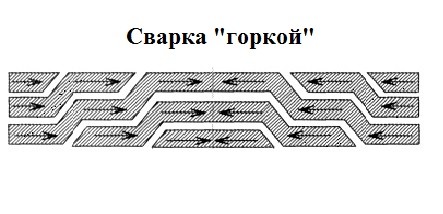
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды сварочных швов и техника их выполнения

Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15 o -45 o . Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60 o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0 o до 30 o . Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Полезная информация о сварке
Сварка - технологический процесс, во время которого производится сваривание разных металлических конструкций. Он часто применяется на производствах и предприятиях, которые занимаются изготовлением разных изделий из стали и даже пластика.
Чтобы заняться сваркой самостоятельно, стоит предварительно рассмотреть ее особенности, а именно:
- Принципы и правила.
- Процесс проведения.
- Виды и технологии.
- Типы используемого сварочного оборудования.
- Расходный материал.
- Возможные ошибки и дефекты.
- Правила безопасности.
Это лишь часть обязательных этапов, которые входят в сварочный процесс. Но если хочется получить качественное и прочное металлическое изделие, важно знать все нюансы и мелочи.

Сварочные технологии включают в себя различные виды сварочных работ. Технологический процесс сварки изделий содержит сведения о последовательности проведения работ при сварке.

Техника безопасности при проведении сварочных работ требует соблюдения определенных правил. Важной является техника безопасности при газовой сварке и резке. Особую роль играет электробезопасность при выполнении сварочных работ.

Технологическая карта сварки входит в состав конструкторской документации. Технологическая карта на сварочные работы металлоконструкций содержит сведения обо всех этапах сварочного процесса и необходимые рекомендации.

Сварочные работы относятся к тяжелому и опасному труду, поэтому в обязательном порядке нуждается в аттестации технологии сварки. Свидетельства должны получить и все мастера на производстве.

История сварки состоит из нескольких этапов, она включает открытия, ученых, которые занимались исследованием. Необходимо знать, когда она была открыта, кто и когда разработал первый сварочный аппарат.

Сварочные работы применяются во многих отраслях строительства, автомобилестроения, ремонта. Поэтому важно знать, сколько стоят сварочные работы, и что влияет на этот показатель.

СНиП на сварочные работы. Нормирование сварочных работ. Нормы времени на сварочные работы. Контроль качества сварных соединений согласно требованиям СНиПа. Технические условия на изготовление сварных конструкций согласно СНиПу.

Чем закапать глаза посоле сварки? Необходимо знать степени повреждения, симптомы глаз и средства, которые могут устранить неприятные состояния. Капли для глаз разделяются на группы в зависимости от действия.

Сварка как бизнес. С чего начать сварочный бизнес. Составление бизнес плана. Приобретение оборудования. Наем сотрудников. Требования к помещению для сварочных работ.

При работе со сварочным оборудованием даже у опытного мастера есть шанс получить ожог слизистой и сетчатки. Поэтому важно знать, что делать от зайчиков от сварки, используя капли и народные методы.
Читайте также: