Технологический процесс сборки и сварки рамы
Обновлено: 16.05.2024
Если рама выполняется из изготовленных ранее балочных элементов, то сборка рамы заключается в придании этим элементам проектного взаимного расположения, а сварка — в выполнении сопряжений между ними.
Рамы тяжелых машин обычно изготовляют в условиях единичного или мелкосерийного производства. Так, например, ранее на рис. 12.5 была показана рама вертикальной клети прокатного стана, составленная из четырех литых заготовок. Места стыков выбраны из условий симметрии сварочных деформаций и относительной простоты формы каждого элемента. Сложное очертание двутаврового сечения в месте стыка заменено сплошным (разрезы А—А, Б—Б)в целях удобства выполнения его электрошлаковой сваркой пластинчатыми электродами. Несмотря на заметное увеличение массы наплавленного металла, такое конструктивное оформление стыка оказывается более технологичным, чем выполнение номинального сечения многослойной сваркой. После электрошлаковой сварки рама проходит термообработку для улучшения механических свойств сварных соединений и снятия остаточных напряжений. Необходимая точность размеров готовой рамы достигается последующей механической обработкой.
При серийном производстве рамных конструкций в зависимости от числа изделий одного типоразмера сборочная и сварочная оснастка может быть либо переналаживаемой, либо специализированной. Серийное производство мостовых кранов предусматривает широкую номенклатуру типоразмеров при небольшом числе изделий каждого из них.
Серийное производство рам с большим объемом выпуска изделий определенного типоразмера имеет место при изготовлении транспортных конструкций (локомотивы, вагоны, автомобили). Наиболее целесообразной формой организации производства в этом случае является механизированная поточная линия, оснащенная специализированной оснасткой.
После сварки каркаса рама обычно проходит еще ряд сборочных и сварочных операций, выполняемых на различных рабочих местах поточной линии. Для транспортирования подобных крупногабаритных изделий используют тележечный конвейер.
При последовательном прохождении рабочих мест на каркас рамы устанавливают и приваривают верхние и нижние настильные листы, шкворни, обносные швеллеры и другие детали. Поворот рамы на рабочих местах осуществляется подъемно-поворотными кантующими устройствами, сварка выполняется автоматами под слоем флюса и полуавтоматами в среде СО2.
Рамы транспортных конструкций испытывают многократное воздействие динамических нагрузок. Конструктивное оформление и технология сборки и сварки должны обеспечивать в этих условиях минимальную концентрацию напряжений. Возможности совершенствования конструкции и технологии изготовления таких рам можно видеть на следующем примере. При изготовлении рамы тележки электровоза, ранее показанной на рисунке 11, балочные элементы коробчатого сечения подают на сборку в готовом виде. Плавный переход от боковин к концевым брусьям осуществляют с помощью угловых вставок, свариваемых с основными элементами стыковыми соединениями односторонней сваркой на остающейся подкладке. Однако такие соединения обладают сравнительно высокой концентрацией напряжений и могут оказаться причиной появления усталостных трещин. Изменение конструкции рамы и последовательности сборочно-сварочных операций (рисунок 92) позволяет избежать стыков с односторонней сваркой. В этом случае листы боковин и концевых брусьев образуют наружный и внутренние стеновые блоки (рисунок 92, б, в), сваренные двусторонними стыковыми швами. Аналогично из листов можно собрать и сварить двусторонними швами верхний и нижний поясные блоки (рисунок 92, а, г). Общая сварка всех блоков (рисунок 66, д) завершается выполнением угловых швов.
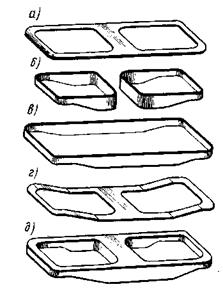
Рисунок 92 – Сборочно-сварочные операции при изготовлении рамы тележки
Технология сборки и сварки решетчатых конструкций
Решетчатые конструкции состоят из элементов прокатного и составного профиля, соединяемых между собой в узлах. Основными элементами ферм являются пояса, а в мачтах и колоннах — опорные стойки, соединенные между собой стержнями решетки (раскосами, стойками, распорками и связями). Фермы бывают плоские, у которых составляющие ее стержни лежат в одной плоскости, и пространственные, составленные из нескольких плоских.
При заготовке элементов для сборки фермы в первую очередь определяют минусы раскосов и стоек в узлах фермы путем расчета или шаблонирования. Минусом называется та величина, на которую нужно уменьшить теоретическую длину элемента (расстояние между узловыми точками), чтобы получить его действительный размер. Зная величину минусов, заготовляют из соответствующего профиля элементы требуемой длины. На поясах намечают осевые линии и на них размечают узловые точки, а на концах элементов решетки намечают по осевым линиям риски.
Сборка и сварка плоских ферм производится преимущественно на стеллажах или на козлах, хорошо выверенных по уровню. Процесс сборки плоской фермы выполняется примерно в такой последовательности.
1. На стеллажах, пользуясь фиксаторами, ограничителями и закрепляющими устройствами, выкладывают согласно чертежу первые ветви верхнего и нижнего пояса фермы.
2. В узловых точках поясов устанавливают косынки, прижимают их струбцинами или скобками к ветвям поясов и прихватывают.
3. Проверяют правильность положения поясов и узловых точек, измеряя линейкой или струной по направлению стоек, раскосов и связей их теоретическую длину между взаимно противоположными точками и одновременно наносят на косынках риски по направлению элементов решетки.
4. Выкладывают первые ветви стоек и раскосов, выдерживая величину минуса в каждом узле и, ориентируясь по совпадению рисок на косынках и на концах стержней решетки, прижимают стержни к косынкам и ставят прихватки.
5. Кантуют собранную ветвь фермы на 180°, выкладывают согласно чертежу прокладки на поясах и элементах решетки, прижимают их и прихватывают.
6. Выкладывают вторые ветви поясов, стоек, раскосов и связей, ориентируясь по первой ветви каждого элемента, прижимают их и прихватывают к косынкам и прокладкам.
7. Производят сварку собранной фермы. Сварку узлов начинают от середины фермы и ведут симметрично к ее концам. В каждом узле сначала приваривают косынки к поясам, а затем стойки и раскосы к косынкам.
8. Кантуют второй раз ферму на 180° и производят в таком же порядке сварку узлов со стороны первых ветвей поясов, стоек и раскосов. Если после выполнения рабочих операций по сборке фермы, указанных в п. 4, произвести на первой ветви сварку узлов, как описано в п. 7, то вторая кантовка фермы станет излишней. При этом деформация фермы из ее плоскости после сварки узлов на первой ветви будет увеличена и возможно потребуется правка ее. После выполнения сварки узлов на второй ветви фермы (после ее кантовки) эта деформация станет значительно меньше.
9. После сварки всех швов ферма подвергается заключительным операциям, по окончании которых поступает в склад готовой продукции.
Помимо описанной в общих чертах сборки и сварки плоской фермы, в зависимости от наличия технологической оснастки и характера ее, ход сборочно-сварочных операций может быть изменен, однако порядок сварки узлов всегда следует вести от середины фермы к ее концам. При изготовлении пространственной решетчатой конструкции ее разбивают на плоские фермы, которые могут быть собраны и сварены описанным выше способом. Затем сваренные плоские фермы соединяются связями и свариваются. В процессе сварки пространственной решетчатой конструкции необходимо ее несколько раз кантовать для сварки узлов со всех сторон.
Если габаритные размеры решетчатой конструкции не слишком велики, то сборку и сварку целесообразно выполнять в специальном поворотном кантователе. Это облегчает доступ к наложению швов и уменьшает трудоемкость выполнения кантовки.
Читайте также: