Технология сварки пвх мембраны
Обновлено: 28.04.2024
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Сварка кровельной системы с ПВХ мембраной Monarplan FM
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Типовая технологическая карта (ТТК) составлена на сварку кровельной системы с ПВХ мембраной Monarplan FM.
ТТК предназначена для ознакомления рабочих и инженерно-технических работников с правилами производства работ, а также с целью использования при разработке проектов производства работ, проектов организации строительства, другой организационно-технологической документации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
Ручные сварочные аппараты предназначены для устройства стыков мембраны, недоступных для автоматического оборудования (места примыканий кровли к парапетам, стенам и т.д., криволинейные участки кровли). При сварке швов используется насадка с соплом шириной 40 мм. Щель сопла насадки должна быть чистой и иметь равномерную ширину. Нагар с сопла необходимо удалять с помощью металлической щетки. Отверстия подачи воздуха на корпусе аппарата должны быть чистыми. При загрязнении их необходимо очищать с помощью волосяной щетки или продувкой сжатым воздухом.
3. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. Сварка мембраны
3.1.1. Настройка ручного сварочного аппарата, сварка
Подключите ручной сварочный аппарат к электросети. Включите вентилятор и установите указатель температуры на деление 7. После прогрева сварочного аппарата в течение 2 мин поднесите его сопло на расстояние 5 мм от мембраны в течение 3 с. На мембране должен остаться расплавленный след.
Температура горячего воздуха в ручном сварочном аппарате устанавливается с учетом типа свариваемой мембраны, температуры и влажности окружающего воздуха. Ежедневно определяют температуру сварки путем проведения одной или нескольких пробных сварок. Применение ручного сварочного оборудования требует обязательного использования силиконового ролика.
Устройство сварного шва производится в 3 прохода (этапа).
За первый проход выполняется точечная фиксация деталей (рулонов мембраны) друг относительно друга на расстоянии 30-35 мм от края верхней мембраны с интервалом 25-30 см.
Во время второго прохода создается так называемый "воздушный карман" шириной не менее 20 мм, обеспечивающий оптимальные условия окончательной сварки, путем непрерывной сварки обеих поверхностей верхней и нижней деталей (мембран).
При третьем проходе производится формирование сварного шва необходимой ширины (40 мм).
Для качественной сварки необходимо следить, чтобы в процессе работы край насадки выходил на 3 мм из-под края мембраны.
Принцип сварки в три прохода распространяется на устройство любых деталей кровли (устройство наружных и внутренних углов, установка фасонных элементов на трубы и т.д.), выполняемых с применением ручного сварочного оборудования.
Направление движения прикаточного ролика должно быть параллельно торцу насадки ручного сварочного аппарата примерно в 5-7 мм от ее рабочей части.
О правильном выборе параметров сварки свидетельствуют:
- ровный глянцевый след на поверхности мембран шириной около 10 мм;
- обнажение армирующего слоя одной из свариваемых мембран по всей ширине сварного шва при испытании на разрыв;
- наличие и величина сварного валика из расплавленного материала;
- отсутствие складок по всей длине сварного шва;
- отсутствие признаков перегрева мембраны (потеки, изменение цвета).
Остывший сварной шов должен выдержать испытание на разрыв. Мембраны с внутренним армированием при разрыве могут расслаиваться. При установке слишком высокой температуры горячего воздуха качество сварки будет неудовлетворительным вследствие перегрева мембраны. Возможные причины неудовлетворительной сварки:
- дефект нагревательного элемента;
- дефект или засорение сопла;
- дефект или засорение подачи воздуха;
- неправильный подбор усилия прикатки шва;
- недостаточная подготовка (неровность) основания кровли;
- загрязнение свариваемых поверхностей.
Меры по предотвращению дефектов:
- регулярная очистка сопла;
- регулярная очистка фильтра.
3.1.2. Сварной шов
Ширина сварного шва должна быть не менее 40 мм.
Хранящиеся в сухом и чистом состоянии материалы легко свариваются без дополнительной очистки и подготовки поверхности мембран.
Только чистая поверхность гарантирует надежную сварку. При необходимости для удаления пыли, волокон теплоизоляционных материалов или грязи участок для сварного шва предварительно рекомендуется очистить влажной тряпкой с очистителем. Начинайте сварку, когда швы уже чистые и растворитель полностью испарился.
В случае ремонта необходимо очистить свариваемую поверхность мембраны очистителем мембран.
Категорически запрещается производить сварку открытым пламенем или иным не рекомендованным способом!
Сварка горячим воздухом может производиться при любых погодных условиях, если влага не попадает на сварной шов.
При сварке обе поверхности мембран (верхняя и нижняя) нагреваются, приобретая пастообразную консистенцию, после чего соединяются под давлением.
Необходимо избегать использования высоких температур, при которых поверхность мембраны становится коричневого цвета.
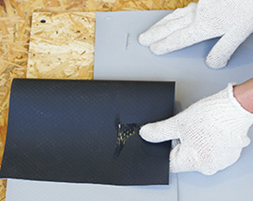
Монтаж полимерных мембран LOGICROOF на кровле. Выполнение сварки шва вручную
Ручная сварка мембраны производится с помощью специального фена горячим воздухом. Использовать обычный строительный фен для сварки полимерных мембран запрещается из-за нестабильности температуры воздуха на выходе из сопла.
Предварительно ознакомьтесь с инструкцией производителя ручного сварочного оборудования.

Перед началом сварочных работ проверьте оборудование:
- просвет сопла должен быть прямым и чистым без остатков нагара внутри,
- отверстия для всасывания воздуха должны быть чистыми и открытыми для прохода воздуха. При необходимости очищайте воздухозаборники мягкой щеткой.
Значения рабочей температуры воздуха регулируются в пределах от 50 до 600°С с помощью регулятора температуры. Для сварки ПВХ мембраны выбирайте температуру 450-550°С в зависимости от погодных условий и скорости сварки. После включения фена на нагрев подождите 7–10 минут до прогрева воздуха и сопла, или больше в холодное время года.

Для удаления грязи с поверхности мембраны в зоне сварного шва или активации старой мембраны при выполнении локального ремонта обработайте поверхность ПВХ мембраны при помощи Очистителя ТЕХНОНИКОЛЬ и хлопковой ткани.
Перед началом сварки необходимо удалить остатки очистителя хлопковой тканью с поверхности мембраны.
Точечные закрепки для фиксации мембраны
Уложите полотна мембраны с нахлестом 60 мм и сделайте закрепки в нескольких местах для фиксации мембраны. Чтобы сделать закрепку, поместите нагретое сопло в нахлест на расстояние более 40 мм и пальцем кратковременно прижмите мембрану у основания сопла фена.

Правильно сделанная закрепка должна легко отрываться, практически не оставляя следов на мембране.
Формирование «воздушного кармана»

Для предотвращения утечки горячего воздуха из зоны сварки сформируйте «воздушный карман» – быстро ведите фен вдоль шва, прикатывая мембрану одним ребром прикаточного валика, упирая его в кромку сопла.

Правильно выполненный карман должен удерживать горячий воздух в зоне сварки.
Выполнение сварного шва

Для выполнения окончательной сварки вставьте горячий фен в воздушный карман под углом примерно 45°. При этом кончик сопла должен на 1-2 мм высовываться из нахлеста.

Чтобы избежать подплавления нижней мембраны, приподнимите кончик сопла на 1-2 мм.
Прикатывайте силиконовый ролик параллельно кромке сопла на расстоянии 5-7 мм

Ведите фен вдоль шва, а силиконовый ролик – «через шов», при этом ролик должен «перескакивать» через кромку мембраны. Прикладывайте усилие при движении ролика в сторону шва.
Сварка шва ручным оборудованием за «три прохода» распространяется на устройство всех швов и выполнение всех деталей на кровле.

На все «рваные» швы (образуются, если мембрану рвать, а не резать, с оголением армирующей основы) нанесите жидкий ПВХ ТЕХНОНИКОЛЬ (верхняя мембрана условно показана зеленым цветом).
Жидкий ПВХ не предназначен для исправления некачественных сварных соединений и должен наноситься только после успешной приемки швов.

Насадка сопла должна быть закреплена на шейке сварочного аппарата должным образом.
Смену насадки сопла фена осуществляйте после достаточного охлаждения.
Запрещено вальцевать шов (скруглять край мембарны), так как это препятствует проверке шва с помощью пробника.

Нагар с сопла по мере его накопления удаляйте с помощью медной металлической щетки.
Сварка гидроизоляционных полимерных мембран LOGICBASE. Ручная сварка
Ручная сварка мембран выполняется при помощи специального ручного аппарата (фена горячего воздуха). С помощью регулятора температуры значения рабочей температуры воздуха регулируются в пределах 50–600 °С.
Нельзя использовать обычный строительный фен для сварки полимерных мембран из за нестабильности температуры воздуха на выходе из сопла.
Подготовка оборудования

- Корпус аппарата и дисплей должны быть чистыми, все пиктограммы должны отчётливо просматриваться. Это позволит подобрать необходимую температуру сварки.
- Отверстия для всасывания воздуха должны быть чистыми и свободными. При необходимости очищайте воздухозаборники мягкой щеткой.
- Сетевой кабель не должен иметь повреждений.
Закрепите щелевую насадку (далее сопло) на трубке нагревательного элемента при помощи винта для фиксации и отвертки.

Для включения аппарата нажмите кнопку включения и удерживайте ее несколько секунд. Для сварки мембраны LOGICBASE V-SL выберите температуру 400–510 °С в зависимости от погодных условий и скорости сварки. После включения фена на нагрев подождите 2–3 минуты до прогрева воздуха.
Всегда начинайте работы с выполнения пробной сварки, чтобы настроить оборудование в условиях конкретного объекта.
Формирование шва
Шов формируется путем нахлеста краев полотна шириной не менее 80 мм. Выполняйте процесс ручной сварки мембран в три этапа:
1 этап. Частичная прихватка
Чтобы не допустить смещения полотен мембраны относительно друг друга, закрепите их точечной прихваткой. Для этого поместите нагретое сопло между полотнами на глубину более 40 мм и пальцем кратковременно прижмите мембрану у основания сопла фена.
Количество прихваток на погонный метр шва – 6 шт. Правильно сделанная прихватка должна легко отрываться, практически не оставляя следов на мембране. Количество прихваток может варьироваться в зависимости от выполняемого узла.
2 этап. Формирование теплового кармана
Выполните предварительную сварку полотен мембран. Для этого быстро ведите фен вдоль шва, прикатывая мембрану одним ребром прикаточного ролика и упирая его в кромку сопла. Это предотвратит утечку горячего воздуха при выполнении основной сварки. После предварительной сварки передняя часть нахлеста должна остаться свободной для окончательной сварки.
3 этап. Окончательная сварка
Вставьте горячий фен в тепловой карман под углом примерно 45°. При этом кончик сопла должен на 3–4 мм выглядывать из-за нахлеста.
Плавно и с постоянной скоростью ведите фен вдоль шва (если фен находится в левой руке, то направление его движения влево, если фен находится в правой руке, то направление движения вправо).

Выдерживая дистанцию в 5–7 мм, прикатывайте ролик параллельно кромке сопла. Не позволяйте ролику догнать сопло.

Ведите ролик параллельно срезу сопла, задавая амплитуду его движения, которая должна превышать ширину шва.

При этом ширина сварного шва (место гомогенного соединения двух слоев мембраны) должна составлять не менее 30 мм.

Сварка шва ручным оборудованием в три этапа распространяется на устройство всех швов, выполненных вручную.
Монтаж полимерных мембран ПВХ. Все секреты технологии
Монтаж полимерных мембран ПВХ. Все секреты технологии в одной статье.
Подготовка оборудования
Сварка полимерных мембран производится горячим воздухом или с помощью специального растворителя. Не используются греющие составы или открытое пламя. Мембраны могут быть разных размеров и поставляются в полной комплектации для создания эффективной кровельной системы. Для сварки рядового кровельного шва, рекомендуется ширина насадки – 40 мм. Убедитесь, что насадка чистая и неповрежденная. Установите на фене значение температуры равное 550 градусов. Прогрейте сварочное оборудование, чтобы температура воздуха достигла выставленных параметров. Ручной фен имеет 10 позиций регулировки с интервалом между каждой в 60 градусов.
Проведение сварки. Критерии правильно подобранных параметров сварки
Перед началом работ, необходимо выполнить пробную сварку, чтобы убедится – что выбранные параметры корректны. Параметры включают в себя: температуру сварки, ширину насадки, скорость работ. После пробной сварки, обязательно произведите тест на разрыв – качественно сваренная мембрана рвется вне зоны сварки. Если выставленная температура слишком высокая, то мембрана горит и не сваривается должным образом. При проведении теста на разрыв, мембрана порвется по сварному шву. Если температура слишком мала – мембрана будет слипаться, но не свариваться. При проведении теста – мембрана разъединится без повреждения слоев самой мембраны.

Сварка кровельной мембраны ручным способом
После того как оборудование готово, раскатывается кровельная мембрана. Убедитесь – нахлест полотнищ должен составлять шесть 6 см. При установке механического крепежа нахлест полотнищ составляет — 12 см. Только в этом случае крепежная зона будет полностью перекрыта мембраной.
Рекомендуем точечно прихватить полотнища через каждые 50 см. Введите насадку под ухлест полотнищ под углом 45 градусов. Ведите нагревательный элемент ровно, стабильно, без рывков. В тоже время, производите прикатку шва силиконовым роликом перпендикулярно положению фена.
Сварочный процесс проходит правильно, если у Вас при этом образуется небольшое количество белого дыма. Качество сварного шва проверяется лишь после полного остывания, используя плоскую отвертку. Таким образом, Вы убедитесь, что шов сварен везде и не открывается при воздействии. Для дополнительной гарантии и придания хорошего внешнего вида рекомендуем использовать жидкий ПВХ.
Сварка кровельной мембраны автоматическим сварочным оборудованием
Чтобы увеличить скорость проведения работ на кровле – рекомендуем автоматическое сварочное оборудование. Процедура практически сходная с ручной сваркой. За исключением того, что устанавливается скорость. Когда насадка вводится в зону шва – процесс сварки начинается автоматически. Сварка производится при установленных параметрах сварки. При температуре окружающего воздух 25 градусов и при использовании насадки шириной 40 мм, рекомендуемая температура горячего воздуха – 560 градусов и скорость сварки 4,5 метра в минуту.
Т-образный шов
Удобнее сначала выполнить поперечный шов и затем приступить к продольному шву. При сварке уделите особое внимание месту стыков с предыдущим швом. Всегда скругляйте углы мембраны, чтобы исключить образование проблем в швах. Рекомендуем срезать фаску мембраны – в таком случае обеспечивается плавный переход от одного слоя к другому.
Четыре слоя мембраны не должны соединяться в одном месте одновременно. Ели это случится, то нужно одну из мембран либо сместить относительно стыка, либо укоротить. Таким образом, получаем Т-образный шов. Убедитесь, что все швы сварены. Для дополнительной гарантии и придании хорошего внешнего вида, рекомендуем использовать жидкий ПВХ.
Изоляция углов. Примыкание к стене
При устройстве примыкания к вертикальной поверхности, уровень гидроизоляции должен быть выше на 30 см основного кровельного ковра. Используйте гео-текстиль для защиты полимерной мембраны. Мембрана может быть предварительно зафиксирована при помощи контактного клея. Особенно если уровень заведения мембраны достаточно велик. Точечно прихватите мембрану к предварительно установленной полосе из ламинированного металла.
Полоса должна быть предварительно зафиксирована при помощи саморезов. Производите сварку мембраны к металлу обычным способом. Приваритесь к основному кровельному гидроизоляционному ковру, отступив от угла 10 см для перехлеста. При сварке угла следуем обычным процедурам. Для изоляции стыка прижимной планки используйте полиуретановый герметик. Проверьте качество сварного шва при помощи плоской отвертки. Для дополнительной гарантии и хорошего внешнего вида рекомендуем использовать жидкий ПВХ.

Изоляция верхней части парапета
Для выполнения изоляции вертикального парапета в виде стены, мембрана должна хорошо прилегать к стене и не отрываться на краю парапета. Для этих целей используйте уголок из ламинированного металла. При необходимости обрежьте уголок до нужного размера. При стыковке уголков всегда оставляйте зазор 3 мм для компенсации температурных расширений.
- Прикрепите уголок к парапету при помощи саморезов. Максимальная дистанция между крепежами составляет 25 см.
- Приложите мембрану к приложенному уголку. Сначала прихватите точечно, затем полностью приварите мембрану к ламинированному уголку, закрепляя, таким образом, мембрану на парапете.
- Потом приварите нижний край вертикальной полосы к основному кровельному ковру, отступив 10 см от парапета. Проверьте качества сварного шва при помощи плоской отвертки. Для дополнительной гарантии используйте жидкий ПВХ.
- Верхний наружный угол
- Перед установкой мембраны, необходимо установить ламинированный уголок к другой стороне стены.
- Для формирования угла используйте два одинаковых уголка.
- Отрежьте необходимый кусок от одного из уголков для нахлеста.
- Прикрепите заготовку из ламинированного металла в углу и заведите мембрану на внешний угол.
- Точечно прихватите полимерную мембрану.
- Разрежьте место перехлеста мембран наискосок, скруглив углы мембраны.
- Отогните перехлест полотнищ и проварите его. В первую очередь проварите нижнюю часть нахлеста к уголку, затем вторую часть.
- Отрежьте аналогичным образом уголок и сварите перехлест как обычно. В конце сварите вертикальные полотнища. Особое внимание уделите месту угла.
Нижний наружный угол
- Для изготовления нижнего наружного угла, примерьте мембрану на углу и прихватите точечно для фиксации.
- Скруглите наружные углы мембраны и отрежьте лишнюю мембрану.
- Сначала сварите верхний вертикальный стык, потом нахлест с кровельной мембраной. Для гарантии водонепроницаемости используйте усиление угла. Самый быстрый способ – применение фабричного элемента. Если это недоступно, то можно сделать из армированной мембраны толщиной 1,5 мм.
- Отрежьте квадрат стороной 12 см, скруглите углы, нагрейте феном и растягивайте руками пока один из уголков не примет необходимую форму. Примерьте заплатку и аккуратно сварите при помощи точечной фиксации.
Направление сварки всегда должно быть изнутри – наружу для исключения воздушных пузырей под заплаткой. Применяйте силиконовый ролик. Для окончательной приварки в местах перехлеста мембраны с основным кровельным ковром. Проверьте качество сварного шва при помощи плоской отвертки. Используйте жидкий ПВХ.
Верхний внутренний угол
Перед тем как производить монтаж ПВХ мембраны — замените уголок из ламинированного металла на соответствующий участок угла. Разрежьте подобным образом и прикрепите на угол. Отметьте угол на нижнем участке ламинированного уголка, отрежьте аккуратно по разметке, чтобы не перерезать.
- Прикрепите полученный уголок к основанию стены при помощи механического крепления. Поместите мембрану на стену, разрезав внутренний угол. Приваривая мембрану к уголку, убедитесь, что саморезы полностью закрыты.
- Отрежьте кусок аналогичной мембраны для выполнения аналогичной заплатки на наружном углу. Вырежьте в данной заплатке места нахлеста внутреннего угла.
- Прихватите заплатку в центре и начинайте сваривать по спирали изнутри – наружу, во избежание наружных пузырьков под мембранной. Используя силиконовый ролик, особое место уделите месту перехлеста мембраны.
- Для гарантии водонепроницаемости отрежьте круглый кусок из неармированной мембраны диаметром примерно 12 см подогревайте горячим воздухом, чтобы сделать ПВХ податливым, растягивайте руками, используя ребро парапета. Приварите заплатку к углу: сначала прихватите в центральной зоне, используя давление руками, затем начинайте обваривать изнутри-наружу.
Нижний внутренний угол
В первую очередь выровняйте мембрану по углу. Отрежьте лишнее в нахлесте, чтобы получить доступ к углу. Для комфортной работы рекомендуем точечно прихватить верхнюю часть угла к основному гидроизоляционному ковру и приварить нижнюю часть угла к основной мембране, используя силиконовый ролик. Накройте внахлест и сварите изнутри-наружу. Особое внимание уделите угловой зоне. Примерьте готовый внутренний угол. Применяя готовые фасонные элементы при монтаже – Вы экономите рабочее время. При их отсутствии, они могут быть изготовлены вручную из мембраны 1,5 мм.
Дренаж. Установка фабричной воронки
Применяя готовую вертикальную воронку, Вы облегчаете монтаж и экономите рабочее время. Перед началом работ, вырежьте отверстие в мембране, в будущем месте установки воронки. Вставьте воронку в отверстие и точечно прихватите его. Начиная сваривать начальную часть фартука, используйте давление руками.
Затем приварите наружную часть при помощи силиконового ролика. Приваривайте фартук по спирали – это обеспечит отсутствие воздушных пузырей и позволит качественно приварить воронку. В комплектации, предлагаемой нашей компанией, Вы найдете воронки любых размеров, выполненные как из ПВХ, так и из ТПО.
Устройство слива через парапет
Установите парапетный перелив на одном уровне с основным кровельным гидроизоляционным ковром. Приварите мембрану к готовому фабричному переливу, сделайте отверстие аналогичное отверстию в парапетном переливе. Сначала прихватите мембрану точечно, используя силиконовый ролик. Закончите работу, приваривая угол обычным способом.
Изоляция вертикального прохода
Если у Вас нет фабричной воронки, процесс ручного изготовления отнимет гораздо больше Вашего времени. В первую очередь измерьте диаметр отверстия, куда будет вставляться воронка.
- Отрежьте кусок из неармированной мембраны толщиной 1,5 мм и сделайте цилиндр из полученного куска материала. Примерьте его в отверстие, чтобы установить размер. Прихватите точечно середину нахлеста и приварите оставшуюся часть снаружи, оставляя непроверенными 2 см от края цилиндра.
- Ведите фен вдоль шва, а не перпендикулярно ему, как делается обычно – чтобы горячая насадка не повредила цилиндр. Выверните цилиндр наизнанку, чтобы можно было работать с другой стороны.
- Проварите шов. Прогрейте конец заготовки горячим воздухом, чтобы сделать мембрану податливой. Растяните мембрану, чтобы получилась своеобразная юбочка. Рекомендуем для данной работы использовать защитные перчатки.
- Установите заготовку развернутым краем наружу, скруглите острые углы. Точечно прихватите заготовку для фиксации в правильной позиции. Используя ролик, окончательно приварите заготовку к мембране изнутри-наружу.
- Особое место уделите месту шва: для усиления вырежьте кусок из неармированной мембраны толщиной в 1,5 мм, диаметром равным трем диаметрам самого отверстия. Это необходимо для того, чтобы элемент усиления полностью перекрывал внутренний диаметр. Сделайте в этой заготовке отверстие диаметром чуть меньше диаметра исходного отверстия. С помощью горячего воздуха нагрейте внутренне отверстие и последовательно растягивайте его в своеобразную юбочку.
- Примерьте на место установки. Сделайте несколько точечных прихватов для фиксации на месте.
- Приварите внутри отверстия, используя прокаточный ролик. Затем окончательно приварите по спирали. Закончите монтаж сваркой наружного диаметра. Как Вы убедились, использование готовых фасонных элементов облегчает монтаж и экономит Ваше рабочее время.

Изоляция зенитных фонарей
Для надежной гидроизоляции зенитных фонарей – мембрана должна перекрывать их не менее чем на 5 см по всем размерам. Вырежьте 4 заготовки для каждой стороны зенитного фонаря. При выкройке заготовки не забывайте оставить прикуски на вертикальной и горизонтальной нахлестке. Используйте контактный клей для фиксации полимерной мембраны на стенках зенитного фонаря.
Особое внимание уделите тому, чтобы контактный клей попал в зону будущего сварного шва. Приклейте заготовки на стену зенитного фонаря. Обрежьте по месту до необходимого размера. Убедитесь, что все заготовки приклеены, раскатывая их руками.
Ножницами скруглите все углы мембраны. Приварите заготовки к основному гидроизоляционному ковру. В первую очередь приваривается нижняя и вертикальная части угла. Привариваем всегда изнутри-наружу.
Для дополнительной страховки рекомендуем приварить круглую заготовку диаметром 12 см из неармированной мембраны толщиной 1,5 мм. Прихватите заготовку в центре для его фиксации и приваривайте спиралевидно, изнутри-наружу — чтобы предотвратить образование воздушных пузырей.
Заполните стык примыкания полимерной мембраны к зенитному фонарю, используя полиуретановый герметик. Если зенитный фонарь изготовлен из металла, Вы можете использовать ламинированный металл. Когда работы выполнены, используйте плоскую отвертку для поверки швов. Для дополнительной гарантии используйте жидкий ПВХ.
Изоляция вертикального канала
Первоначально изолируйте вертикальный канал, используя полиуретановый герметик. Отрежьте круглый кусок неармированной мембраны толщиной 1,5 мм. Примерьте сектор по трубе и отрежьте центральную часть. Внутренний диаметр отверстия должен быть меньше диаметра трубы на 4 см для хорошего прилегания.
- С помощью горячего воздуха нагрейте внутреннее отверстие, чтобы сделать мембрану податливой – это позволит легко надеть заготовку на трубу. Опустите до основания трубы, прихватите точечно для фиксации.
- Начиная приварить заготовку к основному кровельному ковру, используйте давление пальцами в направлении изнутри-наружу – позволит избежать наличия воздушных пузырей.
- Затем начинайте проваривать наружный участок, используя прокаточный ролик. Рекомендуемая ширина насадки для точных работ – 20 мм. Далее приготовьте заготовку из мембраны, делая больше окружности на 4 см для нахлеста на вертикальном шве. Высота накладки должна быть на более 30 см. С помощью горячего отверстия нагрейте внутренне отверстие, чтобы сделать ПВХ податливым.
- Растягивайте края заготовки в своеобразную юбочку. Для дополнительной фиксации мембраны можно использовать контактный клей. Избегайте попадания клея в зону сварки. Приложите заготовку к трубе и приклейте давлением руки.
- Дополнительно прихватите заготовку к центральному проходу используйте контактный клей. Избегайте попадания клея в зону сварки. Скруглите углы заготовки.
Далее приваривайте фартук к основанию трубы. Заканчивайте работу, сваривая вертикальный стык. Гидроизолируйте вертикальный стык, используя полиуретановый герметик. Проверьте качество швов плоской отверткой. Для дополнительной гарантии используйте жидкий ПВХ. Завершите работу установкой хомута, для обеспечения водонепроницаемости. Вот так производится монтаж пвх мембраны, как видите лучше доверить это дело специалистам.
Работа с ПВХ мембранами
Работа с ПВХ мембраной не требует особенных навыков. Достаточно сильно прижимать силиконовый ролик в процессе сварки шва, а также разобраться с контрольной панелью на сварочном автомате.
Значительное нюансы при работе с ПВХ мембраной возникают при монтаже мембраны в основании на этапе установки разуклонки. Для крепления мембраны сквозь разуклонку необходимо использовать длинные тарельчатые дюбеля, а также длинные насадки для дрели, приобретением которых необходимо озаботиться заранее.
Как упростить труд при работе?
Упростить труд при работе с ПВХ мембраной можно с помощью использования готовых элементов проходки, например ПВХ уплотнителей компании Vilpe для проходных элементов , – в том числе для антенны, также возможно использовать готовые фасонные элементы типа углов. Значительно упростит работу с ПВХ мембраной использование кровельных воронок с фланцами из ПВХ полимеров, чтобы быстро запаивать их к основному гидроизоляционному покрытию. Также можно упростить работу на ПВХ кровля с помощью использования готовых элементов для устройства кровельных дорожек. Применение таких элементов сократить трудоемкость работы на 40-50%. Экономический эффект от применения готовых фасонных элементов, изготовленных в заводских условиях весьма существенен. Так как огромное количество времени кровельщики тратят на отрезку неармированной ПВХ мембраны и дальнейшую приплавку их проходным элементам и парапетам.
Монтаж вертикальной части
Также, при монтаже мембраны, в некоторых случаях, вызывает сложности монтаж мембраны на вертикальную часть Так как в этом случае необходимо специальное оборудование типа аппаратов Roofon, которые разрабатываются специально для сварки мембраны на вертикальной части (парапете).
Шайбы для мембран

Круглый тарельчатый держатель ТН (1/с)

Стальная кровельная шайба КСШ-1 (D50)

Стальная кровельная шайба КСШ-2 (80×40)

Стальная кровельная шайба КСШ-3 (80×40)

Стальная оцинкованная кровельная шайба VILPE® ZN -40

Стальная оцинкованная кровельная шайба VILPE® ZN -50
Сварочные фены для мембран

Ручной аппарат горячего воздуха PWT Hotline

Ручной аппарат горячего воздуха PWT Hotline PRO

Ручной аппарат горячего воздуха PWT Hotline L

Ручной аппарат горячего воздуха Rion

Ручной аппарат горячего воздуха Eron
Автоматы для сварки мембран

FORSTHOFF-P2 (FORPLAST-P2)

Сварочный автомат горячего клина PWT GeoStar Lite

Сварочный автомат горячего клина PWT GeoStar Lite D

Сварочный автомат горячего клина PWT GeoStar PRO

Сварочный автомат горячего клина PWT GeoStar

Сварочный автомат горячего воздуха PWT Roofmaster
Элементы проходки
Когда процесс крепления мембраны к основанию и сварки швов на основном гидроизоляционным полотне закончен, как правило приступают к монтажу гидроизоляции парапетный части и проходных элементов. Для гидроизоляции элементов проходки кровли либо фундамента используют неармированные мембраны, либо готовые фасонные элементы, изготовленные в заводских условиях.
Элементы проходки могут быть выполнены из того же полимера что и мембрана, либо из универсального полимера типа полипропилена или epdm резины. Монтаж элементов проходки допускается согласно СНиП как сваркой горячим воздухом так и клеевым способом.
Готовые элементы проходки

ПВХ А-профиль для имитации фальца (2 м)

ПВХ А-профиль для имитации фальца (2.5 м)

ПВХ Внешний угол Sika
ПВХ Внешний угол ТехноНИКОЛЬ

ПВХ Внутренний угол Sika

ПВХ ворот VILPE® ALIPAI -110
Монтаж нетермопластичных мембран
Монтаж не термопластичных мембран типа EPDM и аналогичных на основе резины происходит клеевым способом. Мембрана наклеивается на предварительно подготовленное основание обработанное праймером. После приклеивания основного гидроизоляционного полотна к основанию кровли, проклеивается нахлёст мембраны. При проклейке нахлёста используются дополнительно клеевые ленты.
В отличие от термопластичных мембран монтаж epdm мембрана при гидроизоляции кровель, прудов, водоемов, фасадов или других строительных нужд описывается индивидуально для каждого случая в техническом листе проектным институтом, либо представителем производителя. Монтаж epdm мембраны также допустим методом свободной укладки на основание, в случае когда происходит возведение инверсионной эксплуатируемый или балластной кровли.
Оборудование для монтажа
Оборудование для монтажа термопластичных мембран таких как ПВХ или ТПО на отечественном рынке представлено продукцией одного китайского завода, реализующегося в России под разными брендами, такими как: PWT, forsthoff, Weldy, Herz и другими. До 2013 года на отечественном рынке можно было также встретить качественное оборудование швейцарского производства “Ляйстер”, однако в 2013 году концерн принял решение о переводе производства в Китай.
Ручное оборудование для сварки мембран представлено различными сварочными фенами с мощностью от 1600 до 3400 Вт. Фены также могут оснащаться дополнительными цифровыми или аналоговыми измерителями температуры. У каждого производителя также существуют свои готовые наборы для сварки, в которые включены ручные фены (если Вы столкнулись с небольшим объектом, рекомендуем покупать именно комплект).
Видео: примыкание к парапету мембраны
Видео: установка заплатки на мембрану
Видео: монтаж ПВХ мембраны
Для сварки стандартной мембраны достаточно сварочного фена 1600 вт. При выборе сварочного фена для мембраны важно важнее всего учесть популярность бренда среди строителей, так как как при выходе из строя нагревательного элемента, должна быть возможность оперативного приобретения замены этого элемента.
Автоматы для сварки мембраны делятся на два принципиально разных типа сварки: сварка горячим воздухом и сварка горячим клином. Сварка горячим воздухом производится при монтаже кровельных мембран, а сварка мембран при гидроизоляции фундаментов и заглубленных частей строительных сооружений производится горячим клином. Принципиальное отличие этих двух методов сварки мембраны заключается в наличии проверочного сварного шва в случае с использованием методов горячего клина. При выборе аппарата горячего воздуха необходимо, в первую очередь, ориентироваться не на мощность аппарата, а на его вес. Стандартный вес аппарата для сварки кровельной мембраны должен составлять не менее 35 кг. Килограммы важны, так как они обеспечивают качественное прижимания мембраны на сварном шве. То есть, чем больше вес кровельного аппарата, тем больше надежности у сварного шва. Стоимость аппарата для сварки кровли на момент написания статьи (апрель 2020) составляет в среднем 240000 руб. за штуку с НДС.
Аппараты для сварки подземных мембран со сваркой горячим клином бывают трех видов: для сварки геомембран толщиной от 1 до полутора мм; толщиной от полутора до 3 мм и для сварки мембраны толщиной от 3 мм и более. Аппараты могут оснащаться цифровым индикатором температуры сварки и другими параметрами сварочного шва. Наличие такого дисплея важно если вы столкнулись с большим объемом работ. Стоимость аппаратов для сварки подземных мембран составляет от 50 000 до 350.000 руб.
Оборудованием для монтажа EPDM мембран являются расходники, которые можно купить у производителя, либо у дилера самой мембраны, либо конечно же у нас. К таким расходникам относятся специальные титановые ножницы swiss, а также различные щётки, прижимные силиконовые, тефлоновое или стальные валики и другие ручные расходники.
Читайте также: