Температура дуги ручной электродуговой сварки
Обновлено: 17.05.2024
Один из видов неразъемного соединения материалов, проводимый в ручном режиме – это ручная дуговая сварка. Она основана на действии электрической дуги, возникающей при контролируемом коротком замыкании.
Сварщик вручную управляет электродом и при необходимости подает присадочный материал. Хотя производительность ручного метода не высока, его часто используют в домашних условиях. Оборудование для него вполне доступно, и обучиться ручной сварке при желании может каждый.
Краткий обзор технологии
Когда применяется ручная электродуговая сварка, происходит быстрый разогрев металла до температуры плавления воздействием электрической дуги, возникающей как эффект пробоя воздуха между электродом и массой (свариваемыми деталями). В сварной шов вводится дополнительный материал, что позволяет заполнить зазор между свариваемыми деталями.
В точке нагрева образуется так называемая сварочная ванна, которая представляет собой зону смешивания расплавленного металла детали с маериалом присадки.
Вверх всплывает легкий расплавленный шлак — это сгоревшая обмазка плавящегося электрода или остатки стержня неплавящегося. Шлак защищает раскаленный металл от вредного влияния газов, находящихся в атмосфере.
Это влияние может привести к окислению шва и проникновению в его структуру атомов газа, в результате чего шов не приобретет требуемой прочности.

Ручная дуговая сварка производится плавящимся либо неплавящимся электродом. Первый сам по себе является присадочным материалом, второй требует введения в расплав присадочной проволоки.
Существуют различные технологии сварки вручную. Наименее сложная и затратная из них требует наличия только сварочного аппарата переменного или постоянного тока и необходимой амуниции для сварщика, но подходит этот способ, как правило, только для черных металлов, нормально переносящих контакт с кислородом. Для защиты сварочной ванны, где оплавляется сталь и железо, достаточно только среды, выделяемой защитной обмазкой электрода.
Более сложные способы, такие, как, например, аргонодуговая сварка, требуют наличия специальной горелки с соплом, через которую подается аргон либо другой защитный газ.
Сварочную дугу инициирует короткое замыкание при контакте электрода с массой. Температура дуги может достигать 5000 °C.
Назначение
Применение ручной дуговой сварки очень широко — от бытовых работ по дому и даче до промышленности, в том числе высокотехнологичной. Среди основных отраслей промышленности и народного хозяйства, где она используется, можно выделить:
- различные сервисные и ремонтные работы, например, автомобильной техники;
- сварку труб для воды, газа, нефтепродуктов.;
- кораблестроение (сварка листов корпуса);
- многие виды машиностроения.
Принцип ручной сварки часто применяется для наплавок на поверхность детали иного металла. В быту ручным дуговым методом сваривают беседки, скамейки, мангалы, качели, проводят ремонт металлических изделий.
Технические возможности
Ручная сварка имеет существенные ограничения по толщине свариваемых деталей, это ее основной недостаток. Как правило, листы толще 10 мм этим способом не сваривают.
К другим можно отнести сравнительно низкую скорость процесса и прямую зависимость результата от мастерства сварщика. Процесс ручной сварки, как и любой ручной процесс, трудно стандартизировать: результат зависит от многих факторов. Среди них:
- тип источника тока;
- мощь источника;
- характеристика и свойства обрабатываемого сплава;
- толщина кромок;
- соответствие электродов возложенной на них задаче;
- грамотно подобранный режим сварки.
Особенности дуговой сварки заключаются в том, что для ее продуцирования используется сравнительно малое напряжение — и очень большой ток. Напряжение дуги составляет от 30 до 90 В (многие сварочные аппараты для бытового применения рассчитаны на среднее значение — 48 В), но очень большую силу тока — от 90 до 350 А.
Подбор сварочных параметров
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для сварки постоянным током — инверторы.
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Настоятельно рекомендуется, во избежание прожига и сильного разбрызгивания металла, варить минимальным током, какой только возможен.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Что значит маркировка
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Разновидности оборудования
Оборудование для ручной дуговой сварки, как правило, представляет собой сварочный аппарат трансформаторного или инверторного типа, снабженный шнуром подключения к источнику питания и двумя контактными шнурами с держателями для электрода и для массы.

Разница между аппаратами в том, что трансформатор варит только переменным током, а инвертор или полуавтомат имеет функцию выпрямления тока для лучшего качества дуговой сварки и возможности работать в прямой или обратной полярности.
При прямой полярности проводящий стержень подключают к минусу, а деталь — к плюсу. Обратная, соответственно, наоборот. Разные виды металлов и сплавов требуют сварки либо в прямом, либо в обратном режиме.
Требования ГОСТа
На ручную дуговую сварку распространяются требования ГОСТа 5264 80 и ГОСТа 11534 75. Это основные нормативы, которыми нужно руководствоваться при сварочных работах.
Первый — ГОСТ 5264 80 — регламентирует технологию создания сварных соединений различной конфигурации из сталей, чистого никеля и сплавов никеля с железом.
Он состоит из большого числа таблиц, в которых приведены чертежи типов соединений, которым нужно соответствовать. В ГОСТе указываются также пределы допустимых погрешностей и другие важные числовые параметры.
ГОСТ 11534 75 описывает основные типы, размеры и конструктивные особенности изделий из низколегированных и углеродистых сталей, которые можно подвергать скреплению методом ручной дуговой сварки плавящимся электродом.
На методологию сварки электродом неплавящимся он не распространяется. Документ также состоит из таблиц, содержащих примеры соединений, допустимые пределы погрешностей, толщины и углы соединяемых деталей.
Температура и другие важные характеристики сварочной дуги
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.
В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при сварке плавящимся электродом, наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны

Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Главные принципы электродуговой сварки
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см 2 .
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.

Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться

Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Температура сварочной дуги: описание, длина дуги и условия ее появления

Сама по себе сварочная дуга - это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги - температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз. Совокупность всех этих действий и называется сваркой.

Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.

Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент. Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.

Структура дуги
В настоящее время сварка - это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.

Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию.
Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.

Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие - это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.

Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы?
- Открытый способ. В данном случае горение разряда осуществляется в атмосфере.
- Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей.
- Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа.
Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха.
Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.

Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки.
Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить.
Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Тепловые свойства сварочной дуги

Тепловые свойства сварочной дуги и полярность тока
Сварочная дуга образуется за счет мощной энергии заряженных частиц, которые возникают между катодом и анодом. В результате этого появляется тепловая энергия способная плавить металлы.
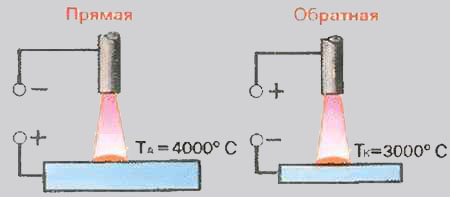
Значение тепловой энергии в зоне анода и катода разное, что позволило при сварке постоянным током решать различные технологические задачи. В катодной зоне температура достигает 2400 градусов, в то время как в анодной 2600 градусов.
Поэтому при сварке толстых металлов, которые требуют большего подвода тепла, используется прямая полярность. При этом плюсовая клемма от сварочного аппарата подсоединяется к заготовке, а минусовая к электроду. При сварке тонколистовых и тонкостенных изделий используется сварка постоянным током обратной полярности.
При сварке постоянным током наиболее всего тепла выделяется в зоне анода. Обусловлено это тем, что заряженные частицы здесь двигаются быстрей, чем в зоне катода. Соответственно и тепла выделяется больше чем в катодной зоне.

Температура дуги при сварке металлическим электродом в зоне анода достигает 2600 градусов, в то время как в катодной зоне температура несколько ниже, порядка 2400 градусов. При сварке угольными электродами, температура катодной и анодной зон составляет 3200 и 3900 градусов с плюсом.
Как было сказано выше, такая разница температур в катодной и анодной зонах используется для сварки тонких и толстых металлов. Там где важно не прожечь тонкий металл, при сваривании нержавеющих изделий, применяется обратная полярность. Катод подключается к заготовке, а анод подсоединяется к электроду.
При этом обеспечивается наименьший нагрев свариваемой детали и ускоренное расплавление электрода. Прямая и обратная полярность работает только при сварке на постоянном токе.
Этого эффекта невозможно достичь при питании сварочной дуги переменным током, поскольку все время происходит периодическая смена анодного и катодного пятна (в зависимости от частоты переменного тока).
Интересные факты про сварочную дугу
Как показывает практика, только 30-40% выделяемого тепла сварочной дугой расходуется на нагрев и последующее плавление металла. Остальные 60-70% процентов тепла выделяются в окружающую среду. Процесс выделения тепла происходит через конвекцию и излучение.

Остальное тепло, которое непосредственно используется на сваривание металлов, называется тепловой мощностью дуги. Эта мощность во многом зависит от способа сварки, электродного покрытия и многих других факторов.
Интересно и то, что при автоматической сварке под флюсом потери тепловой энергии намного ниже, чем при ручной дуговой сварке. Там потери в основном приходятся на то, чтобы расплавить флюс, на угар и разбрызгивание металла.

Помимо температуры сварочная дуга имеет и еще одну характеристику — длину. Это расстояние от поверхности сварочной ванны до торца электрода. Короткая дуга имеет длину от 2 до 4 мм. Длина «нормальной» сварочной дуги составляет 4-6 мм.
Длинной дуга считается в том случае, если расстояние между электродом и сварочной ванной более 6 миллиметров.
Читайте также: