Температура фена для сварки линолеума
Обновлено: 17.05.2024
Классическое название метода сварки феном – сварка нагретым газом. Нагретым газом чаще всего является воздух. В связи с этим более распространенное наименование сварки с помощью фена – сварка горячим воздухом.
Сварка нагретым газом применяется к изделиям из любых термопластов 1-й и 2-й группы, т.е. к материалам, которые при нагреве способны перейти в вязко-текучее состояние, а после последующего остывания – в существенной мере сохранить свои первоначальные свойства. Если материал подвержен быстрому окислению при нагреве, в качестве нагретого газа рекомендуется применять азот.
Как и при любом другом способе сварки пластмасс, при сварке феном требуется нагрев свариваемых поверхностей (и, возможно, присадочного материала) и создание сварочного давления.
Нагрев в данном случае осуществляется горячим газом, который имеет низкую теплопроводность. Для обеспечения приемлемо быстрого нагрева материала температуру газа (воздуха) подбирают значительно выше температуры пластификации соответствующего термопласта. Оптимальная температура нагретого газа зависит от формы и размеров свариваемых изделий (например, от толщины пленки), от времени нагрева (от формы потока газа и скорости продвижения фена) и пр. Для примера, рекомендованная температура сварки ПВХ ткани около 500°C (см.4.2), что как минимум на 300°C выше температуры начала термодеструкции ПВХ. А что если ПВХ ткань не гладкая, а рифленая? Таким образом, риск частичной термодеструкции материала при сварке феном выше, чем при других технологиях сварки.
Способ создания сварочного давления при сварке феном зависит от формы свариваемых изделий и применяемого сопла. Фактически, сварка горячим воздухом – это 4 различные технологии:
- Т.н. сварка присадочным прутком, отдельным от горелки (определение из DVS 2207-3). Сварка выполняется феном с простым круглым соплом, которое не имеет контакта со сварочным прутком. Если сварочный пруток (и, соответственно, свариваемые изделия) из жесткого материала, то сварочное давление можно обеспечить нажимом относительно холодной части прутка в направлении, перпендикулярном сварному шву (см.п.3.2). Такой метод применяется для сварки феном профилей, труб и листов из непластифицированного ПВХ, изотактического ПП, ПЭ высокой плотности и т.п.
- Сварка присадочным прутком, отдельным от горелки, но применительно к мягким материалам. Это технология сварки линолеума. Обеспечить сварочное давление при этой технологии можно только вдавливая нагретый сварочный пруток в подготовленную канавку специальным профильным роликом (см.п.3.3).
- Т.н. сварка нагретым газом ленточным швом. В русской интерпретации – прутковая сварка соплом быстрой сварки (см.п.3.4). Сварочный пруток подается в специальное входное отверстие сопла и успевает глубоко прогреться внутри него на пути к свариваемым деталям. Сварочное давление создается за счет прижима нагретого сварочного прутка носиком сопла.
- Технология сварки геомембран (определение из DVS 2225-1). Технология применима как для сварки гидроизоляционных мембран, так и для сварки ткани или пленки. Листы мембраны, ткани или пленки укладывают внахлест на жесткое основание, между слоями помещают плоское сопло фена. Сварочное давление создают, прикатывая верхний слой к нижнему мягким термостойким валиком (см.п.4.1).
Ни одна из технологий прутковой сварки не может обеспечить стабильное и точно нормированное сварочное давление. Следует добавить высокий риск перегрева материала при сварке феном, а также большую зависимости результата от человеческого фактора. Если сравнивать сварное соединение двух расположенных встык труб или листов, выполненное двумя разными технологиями – сваркой встык нагретым инструментом и сваркой нагретым газом, то нужно еще вспомнить, что фен обеспечивает только локальный нагрев; а это значит, что передняя часть шва всегда горячее задней, и это приводит к дополнительным напряжениям в готовом сварном соединении.
В связи с вышесказанным при стыковом расположении труб или листов прочность соединения, выполненного нагретым газом с присадочным прутком, оценивается не более чем в 60% прочности исходных изделий. По этой причине сварка труб феном допускается только если это не напорный трубопровод.
В случае сварки полиэтиленовой пленки, ПВХ ткани и т.п. материалов внахлест прочность соединения можно регулировать увеличением ширины шва. Однако здесь другая опасность: нагреву и частичной термодеструкции подвергаются не только непосредственно свариваемые поверхности, но и околошовные зоны – они и являются «слабым звеном». Это «звено» тем слабее, чем больше материал подвержен термодеструкции. Тем не менее, сварка нагретым газом с помощью строительного фена остается самой популярной технологией сварки ПВХ тканей и пленок при изготовлении или ремонте тентов, баннеров и пр.
2. Оборудование для сварки нагретым газом
Требования к сварочным фенам прописаны в Приложении 2 к DVS 2207-3 (Германия), а также в EN 13705:2004 (ЕС). В нашей стране ввод в действие ГОСТа на оборудование для сварки нагретым газом и экструзионной сварки запланирован на 2016г. Документ в первом приближении уже готов, на основании идентичного перевода EN 13705.
Самые существенные требования нормативов:
- Плавная регулировка мощности нагрева;
- Рукоятка из материала, стойкого к ударным и температурным нагрузкам;
- При установке сварочного сопла, которое создает серьезное сопротивление воздуху, поток воздуха должен оставаться достаточным для технологии сварки нагретым газом;
- В случае перегрева выше порогового значения (например, при перекрытии потока воздуха) система защиты должна отключать нагрев;
- Нагрев должен включаться только если включена подача воздуха. Нагрев должен отключаться без отключения подачи воздуха.
Эти формальные требования проводят границу между сварочными фенами и термопистолетами, которые еще называют термовоздуходувками.
 |
| Термопистолеты/Термовоздуходувки |
Сварка нагретым газом применяется для строительных, технических и промышленных целей. Кроме сварки, мощные сварочные фены имеют широкое применение: отжиг старой краски, термоусадка, пайка и распайка и пр. Чтобы подчеркнуть отличие сварочного фена от термопистолета, термовоздуходувки или фена для волос, сварочный фен называют строительным феном, техническим или промышленным феном. Это неофициальная терминология, не закрепленная нормативными документами.
Поскольку строительные и технические фены рассчитаны на большие объемы профессиональной работы, кроме перечисленных нормативных требований, они имеют еще следующие отличия от термопистолетов и термовоздуходувок:
Производители предлагают строительные, технические и промышленные фены в виде трех групп оборудования:
- Ручные фены;
- Автоматизированные сварочные аппараты;
- Стационарные промышленные нагреватели газа.
2.1. Ручные строительные и технические фены
EN 13705:2004 и прототип ГОСТ разделяют ручное оборудование для сварки нагретым газом на 2 отдельных группы – оборудование с внешней подачей воздуха (газа) и оборудование со встроенным нагнетателем воздуха. Схема строительного фена с внешней подачей воздуха формально включает рукоятку, нагревательный элемент и корпус нагревателя, шланг подачи воздуха и кабель электропитания. Схема фена строительного со встроенным нагнетателем отличается тем, что не включает шланг, зато включает собственно нагнетатель.
 |
| Схемы строительного фена |
При любой схеме строительные фены, как правило, рассчитаны на нагрев воздуха до температуры в пределах 700°C. На этот пороговый уровень настроено устройство защиты, отключающее нагрев.
Основные технические характеристики встроенного нагнетателя воздуха – максимальное создаваемое давление и максимальный поток. А фактический поток воздуха зависит от совокупного сопротивления потоку, прежде всего в нагревателе и в установленном сопле. Производитель рассчитывает таким образом, что если никакое сопло на фен не установлено, поток будет максимальным, тогда даже при настройке мощности нагрева на максимум пороговая температура воздуха никогда не будет достигнута. А если установлено самое маленькое для этого фена сопло, поток снизится, и при максимальной мощности нагрева пороговая температура достигается легко. Тут уже нужно крутить ручку настройки нагрева, чтобы достичь требуемой температуры воздуха.
Существуют фены с обратной связью по температуре и с автоматическим регулятором температуры воздуха, а не мощности нагрева. Однако следует понимать, что такой регулятор способен поддерживать стабильной только температуру воздуха в месте установки датчика. А не температуру воздуха на выходе из сопла, которая сильно зависит от установленного сопла.
Так или иначе, первое, что нужно точно понять перед покупкой – для чего нужен строительный фен. В зависимости от целевого применения строительного фена радикально отличаются его основные параметры – максимальная мощность нагрева (т.е. мощность нагревательного элемента), поток воздуха (сопротивление потоку в нагревателе) и посадочный диаметр для сопел.
- Небольшой поток и мощность нагрева (около 1,5 кВт) – для прутковой сварки (сварка ПВХ профиля, сварка труб или листов, сварка линолеума). Технология сварки тента или баннера внахлест – очень ограниченно, небольшим плоским соплом, для ремонта тента своими руками. Сменные сопла для таких технологий сварки имеют посадку Ø32 мм.
- Посадка для сопел Ø32 мм, но поток больше и, соответственно, мощность нагрева выше (в районе 3 кВт) – идеально для технологии сварки ПВХ ткани или полиэтиленовой пленки своими руками. Оговорка «своими руками» означает, что для профессиональной сварки тентов или баннеров лучше все-таки использовать автоматизированные аппараты сварки нагретым газом.
- Самый большой поток воздуха, широкий выход из нагревателя с посадкой Ø50 мм для сопел, высокая мощность нагрева – это вообще, как правило, не для сварки. Широкий пучок горячего воздуха используют для быстрого и равномерного прогрева больших поверхностей: для снятия напряжений после прутковой сварки, для отжига краски и т.п. Тем не менее, широкие плоские сопла для сварки ПВХ пленки и ткани внахлест для таких фенов тоже предусмотрены.
Специфическое применение строительного фена может формировать предпочтения к конструкции нагнетателя воздуха. На примере фенов FORSTHOFF:
Коллекторный двигатель по определению имеет меньший ресурс, чем асинхронный, поскольку графитовые щетки постоянно трутся о контактный коллектор, стираются сами и изнашивают коллектор. За счет высокоточной сборки коллектора и тщательной балансировки ротора производителям удается довести ресурс щеток до более чем полутора тысяч часов работы, а ресурс коллектора (а значит, ротора целиком) – до 2-3 комплектов щеток.
У асинхронного мотора другая проблема – его удельная мощность на единицу объема и массы мотора несколько меньше, чем у коллекторного. Т.е. при одинаковой мощности асинхронный мотор обычно чуть крупнее. Для ручного оборудования это серьезный недостаток. Для устранения этого недостатка производители используют улучшенную (и более дорогую) схему расположения обмоток, снижающую рассеивание магнитного потока.
Если с помощью строительного фена предполагается выполнять прутковую сварку, т.е. мощность нагревателя 1,5 кВт оптимальна, то потребитель может выбирать между двумя схемами построения строительного фена – нагреватель со встроенным нагнетателем воздуха или легкий компактный нагреватель с внешней подачей воздуха через шланг.
 |  |
| Встроенный нагнетатель воздуха | Внешняя подача воздуха |
Аппарат со встроенным нагнетателем представляет собой вполне законченную функциональную единицу и удобен для работы в полевых условиях.
Аппарат без нагнетателя воздуха рассчитан на подачу газа от внешнего источника – баллона со сжатым азотом или др. газом, мобильного нагнетателя воздуха, переносного компрессора или заводской сети сжатого воздуха.
Достоинства:
- Незаменимость для сварки азотом или др. газом;
- Возможность тщательной фильтрации и осушения газа перед нагревом;
- Малый вес и габариты;
- Полное отсутствие вибрации.
- Если работа строительным феном затрагивает большую площадь (например, сварка линолеума), таскать за собой шланг с нагнетателем может оказаться неудобно;
- Минимальный работоспособный комплект (аппарат без нагнетателя плюс мобильный нагнетатель воздуха) обходится заметно дороже, чем аппарат со встроенным нагнетателем.
2.2. Автоматизированные аппараты для сварки нагретым газом
EN 13705:2004 и прототип ГОСТ называют автоматизированные аппараты «Оборудованием для непрерывной сварки рулонных материалов», таким образом конкретизируя их область применения. Схема такого оборудования включает тележку с электрическим приводом, строительный фен с нагнетателем воздуха, кабель электропитания, при необходимости комплектуется катушкой для присадочного материала. Упоминание о катушке сделано в связи с тем, что к рулонным материалам относят не только пленки и ткани, свариваемые нахлесточным швом, но и линолеум, который сваривается встык мягким шнуром.
Автоматизированные аппараты реализуют ту же технологию сварки линолеума, ПВХ ткани или полиэтиленовой пленки, что и ручные строительные фены. Но позволяют выжать из технологии весь ее потенциал за счет того, что выдерживают на постоянном уровне не только температуру воздуха, но и сварочное давление и скорость движения (т.е. время нагрева каждой точки материала).
 |  |
К недостаткам автоматизированного оборудования для сварки нагретым газом можно отнести:
- неудобство или невозможность выполнения мелких нестандартных работ, например, ремонт тентов путем приварки заплат;
- узкую специализацию аппаратов; специализацию можно расширить сменным навесным оборудованием, но ведь с другим обвесом – это по сути другой автоматизированный аппарат.
2.3. Стационарные промышленные нагреватели газа
Промышленные нагреватели газа предназначены для использования в технологических линиях. В связи с этим схема промышленных нагревателей газа чаще всего предельно проста – нагревательный элемент с крепежом. Нагнетатель воздуха не предусмотрен, предполагается подача газа или воздуха от внешнего источника. Даже шнур питания оборудован не вилкой, а контактами для стационарной коммутации.
 | 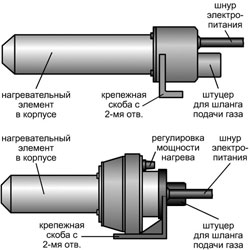 |
| Промышленные нагреватели | Схема пром. нагревателей |
Некоторые модели нагревателей снабжены регулятором мощности нагрева. Иногда – еще и защитным экраном нагревателя.
На нагреватель можно устанавливать любые сопла и таким образом использовать горячий воздух (газ) для самых разных целей, в т.ч. не связанных со сваркой.
Инструмент для сварки линолеума: обзор аппаратов и их комплектаций
Решить проблему стыков отдельных полос линолеума можно различными способами. Многие из них не требуют особых навыков или специфического оборудования. Но для коммерческого покрытия наиболее подходящим методом является горячая сварка. Именно она позволяет получить ровную однородную поверхность. При ее осуществлении не обойтись без специального набора для сварки линолеума. Выясним, какие инструменты должны в него входить, какой комплект предпочесть и во сколько он обойдется.

Что содержит набор для горячей сварки?
Для спайки швов коммерческого линолеума используются ручные, полуавтоматические или автоматические устройства. Последние две разновидности значительно упрощают процесс сварки швов, однако и стоят очень недешево. Приобретают такие машинки, как правило, крупные строительные фирмы, выполняющие большой объем заказов. Мелкие подрядчики и мастера-одиночки предпочитают пользоваться ручным аппаратом для сварки линолеума. При умелом обращении он способен обеспечить необходимое качество стыков, при этом цена его значительно ниже.
Минимальный набор предметов, входящий в комплект для горячей сварки линолеума:
- (паяльник). Обязательно наличие регулировки температуры. Обычно сварка осуществляется при температуре 300–400 °С, но расширенный диапазон нагрева будет нелишним.
- Насадка для сварочного прутка. В большинстве случаев используется шнур диаметром 5–6 мм, поэтому и насадка должна иметь именно этот размер.
- Специальный резак или рустовка. Нужен для подготовки необходимого профиля шва перед сваркой.
- Нож серповидной формы. С его помощью удаляются излишки застывшего прутка.
- Специальные салазки для ножа. Позволяют сделать первичную подрезку шнура качественно и быстро. С ними лезвие будет легко скользить по поверхности покрытия. Соблюдать одинаковый угол наклона на протяжении всей длины шва без этого приспособления очень затруднительно.

Оборудование для сварки может включать и другие полезные дополнения. Например, нож для подрезки шнура, специальный валик для прокатывания или пробковую доску с закругленными углами. Последняя служит для разглаживания линолеума в труднодоступных местах. Конечный состав комплекта мастер определяет для себя сам.
Какой набор выбрать?
Даже ручной инструмент, предназначенный для сварки линолеума, стоит недешево. Поэтому к выбору надо отнестись ответственно. Предпочтение следует отдавать проверенным производителям. Нелишним будет и ознакомится с отзывами пользователей или посоветоваться со знакомыми, занятых в сфере строительных услуг. Для разового применения имеет смысл взять комплект инструментов в аренду.
Рынок предлагает большой ассортимент наборов, включающих аппарат для сварки и приспособления к нему. Целесообразным будет рассмотреть некоторые из них: продукцию фирм Gerat, Leister и PHENOM.
Gerat 30150
Является одной из самых популярных моделей на российском рынке. В комплектацию набора для сварки линолеума Gerat 30150 входят следующие предметы:
- Термический фен Tornado мощностью 1600 Вт.
- Насадка стандартная, диаметр – 5 мм.
- Серповидный нож и салазки для быстрой первичной подрезки.
- Специальный резак для создания нужного профиля шва перед соединением.
- Прикаточный ролик, позволяющий удобно поместить пруток между соединяемыми фрагментами.
- Стальной чемодан, обеспечивающий удобство при хранении и транспортировке.

Преимущества набора для сварки линолеума Gerat 30150:
- Возможность продолжительного непрерывного использования фена за счет применения термостойкого металла в конструкции сопла.
- Трехметровый сетевой кабель позволяет работать на значительном расстоянии от розетки.
- Температура нагрева плавно регулируется при помощи поворота рукоятки.
- Малый вес фена по сравнению с аналогами.
- Защита от перегрева.
Цена на этот набор от разных поставщиков колеблется в пределах 51–54 тыс. рублей.
Leister Triac S
Продукция известной швейцарской фирмы Leister славится своей надежностью. От предыдущего набора комплект от «Ляйстер» выгодно отличается стоимостью: она составляет 33–35 тыс. рублей. Но следует учесть, что в комплект поставки входит только сам фен и пластиковый чемодан. Все насадки и необходимые инструменты придется докупать отдельно. Для удобства производитель скомпоновал комплекты в зависимости от вида работ.

Так, в набор для горячего соединения коммерческого линолеума входят:
- Стандартная насадка.
- Насадка для быстрого сваривания покрытия.
- Резак, которым расшивают швы.
- Нож в форме месяца и дополнительная насадка для него.
Специалисты отмечают следующие преимущества этого набора:
- Защитная трубка, снабженная системой охлаждения.
- Электроника предохраняет от перегрева.
- Простота в обслуживании: есть возможность менять щетки по мере необходимости. При критическом износе щеток двигатель сварочного пистолета отключается автоматически.
- Хорошее обеспечение запасными частями и расходными материалами на территории России.
- Высокая эргономика фена.
PHENOM
Российский аналог популярных западных моделей. Уступает им в надежности, но выигрывает по стоимости: она составляет 21 тыс. рублей. В набор включены:
- Строительный фен.
- Насадка для быстрой сварки прутком.
- Специальный резак для обработки швов.
- Традиционный серповидный нож и салазки к нему.

Собирается эта российская разработка на китайском предприятии. Производитель тщательно следит за качеством выпускаемых изделий. К отличительным чертам этих приборов можно отнести полную взаимозаменяемость с западными брендами, присутствие специального светодиода, следящего за температурой нагревательного элемента.
Процесс горячей сварки стыков линолеума
Прежде надо еще раз отметить, что этот процесс применим только для коммерческого линолеума. Бытовой вариант напольного покрытия просто не выдержит температуры нагрева.
Солидная стоимость сварочного оборудования и сложность работы привели к тому, что ее очень редко выполняют своими руками. В подавляющем большинстве случаев горячая сварка производится профессионалами.
Перед началом операции линолеум должен быть надежно приклеен к полу. Затем выполняются следующие манипуляции:
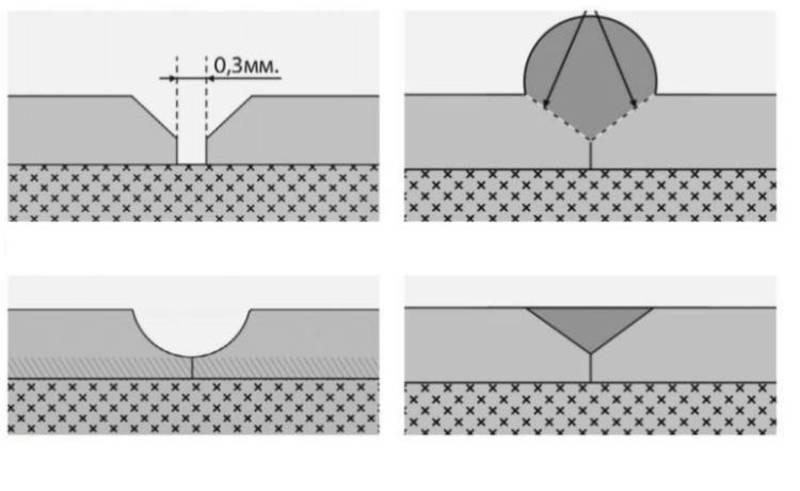
- При помощи резака, входящего в комплект, или рустовки со шва снимается фаска. Получившаяся канавка в виде трапеции тщательно очищается от мусора и пыли.
- Фен прогревается до рабочей температуры. Предварительно он снабжается требуемой насадкой. вставляется в насадку, сопло на несколько секунд прижимается к шву. После чего начинается медленное движение фена вдоль линии соединения. Оно должно быть не слишком быстрым и не слишком медленным. Расплавленный полимер должен немного выступать из канавки.

- Подрезку шнура при помощи серповидного ножа осуществляют в два этапа: сразу, пока пруток еще горячий, и после его окончательного остывания.
Как правило, стык заполняют двумя отрезками прутка, составляющими чуть больше половины длины шва. Укладку начинают вести от стен и стыкуют посередине. Более удачный вариант – наложение шнуров друг на друга в незаметном месте, например под стационарной мебелью.

После завершения работ получается ровное, однородное и герметичное покрытие, способное прослужить многие годы.
Сварка инфракрасным излучением
Существует еще один метод склеивания стыков линолеума путем нагрева, без использования шнура, – сварка инфракрасными лучами. Для нее применяются специальные аппараты, представляющие собой нагревательный утюжок, например «Улитка-03» и «Пилад-1000».

Устройство этого типа нагревает кромки материала до полужидкого состояния инфракрасными лампами. Аппарат вручную перемещается вдоль шва, и стык заделывается разогретым материалом при участии расположенных внизу прибора перемычек, специального формующего элемента и прижимного ролика. Метод подходит только для ПВХ линолеума.
Горячая сварка линолеума: особенности технологии

Одним из популярных и быстрых вариантов обустройства чистовой отделки пола является уклада линолеума. Подобрав подходящую ширину материала, можно создать бесшовную поверхность. В случае настилания покрытия в большую комнату приходится стыковать два или три полотна. В статье речь пойдёт о том, как правильно осуществить горячую сварку линолеума.
Способы формирования швов линолеума
При выборе способа спайки учитываются, прежде всего, физические свойства линолеума. Так как напольное покрытие выпускается в нескольких видах, то и характеристики у них разные. При выборе материала нужно выяснить, к какому классу он относится:

Специалисты выделяют три основных способа формирования швов линолеума:
• стыковка краёв с помощью паяльника (подходит для покрытия бытового класса);
• спаивание стыка горячим методом (применяется для коммерческого класса);
• соединение полотен холодной сваркой (используется для линолеума любого вида).
Справка! Способ с применением паяльника подходит для соединения стыков на небольшом участке покрытия. Получить длинный ровный шов таким методом очень сложно.
Особенности технологии горячей сварки
Метод горячей сварки применим для жесткого линолеума, что характерно для покрытий коммерческого класса. Обычно таким изделием застилают пол в помещениях с большой проходимостью. Соответственно площадь их немаленькая, поэтому возникает необходимость в укладке нескольких полотен, которые соединяются швом. Сделать его можно, используя специальный строительный фен для пайки.

Агрегат представляет собой компактный корпус с насадкой, через которую проходит присадочный шнур. Именно благодаря его расплавлению осуществляется стыковка двух краёв линолеума. При грамотном подходе и использовании качественных расходных материалов, а также профессиональных инструментов, можно получить прочное соединение, обладающее высокой эстетичностью.
Процесс работы по созданию шва на стыке полотен линолеума состоит из следующих действий:
• на очищенную основу настелить полотна напольного покрытия (если поверхность имеет изгибы и заломы, нужно выдержать материал в таком виде 2-3 суток для адаптации и выравнивания);
• если площадь укладки большая, следует приклеить линолеум к стяжке на специальный клей (применяются разные способы фиксации полотен – в местах стыковок и по всей плоскости);

• после просушки клеевой смеси в месте планируемого шва прорезать канавки (параметры: глубина – 2/3 толщины материала, ширина – немного меньше сечения присадочного шнура);
• с помощью пылесоса очистить рабочую поверхность от пыли и остатков обрезки;
• отмерить и отрезать нужную длину присадочного шнура, она должна равняться длине шва;
• заложить конец провода в насадку фена;
• включить инструмент, прогреть его до 350-400 градусов, и начать вести сопло вдоль намеченного шва, благодаря термическому воздействию провод начинает расплавляться и заполнять канавку, образуя возвышающийся над поверхностью шов;

• не давая рубцу остыть, аккуратно срезать выступающую часть наплавления;
• после полного застывания необходимо отшлифовать вдоль шва мелкие выступы и изъяны.
Справка! Линолеум, который настилается из нескольких полотен, лучше приклеить к черновому полу. Сделать сварку на плавающем покрытии достаточно сложно.
Чтобы достичь незаметного соединения полотен линолеума, нужно в процессе работы пользоваться фигурным ножом, фрезой и другими профессиональными инструментами, облегчающими трудоёмкость сварки. Выполняя наплавление, стоит контролировать скорость перемещения сопла фена.
Ещё одна важная деталь в горячем методе пайки – подбирать присадочный шнур следует в цвет напольного покрытия. Испортить внешний вид обработки может не только кривой шов, но и контрастность наплавления.
Инструмент
Для получения качественного и эстетически привлекательного шва необходимо подготовить набор инструментов.
• Фигурный нож, фреза.
• Ножницы с изогнутыми лезвиями (ими хорошо удалять излишки наплавления).
• Специальный фен, оснащённый терморегулятором, который даёт возможность контролировать температурный рабочий режим. Профессиональное оборудование может разогревать расходный материал или поверхности до 700 градусов.
• Насадки для фена.

Какие сложности могут возникнуть
Первоначальное ознакомление с технологией горячей сварки может ввести в заблуждение неопытного человека, создав представление о простоте формирования невидимого шва в линолеуме. Однако профессионалы утверждают, что некоторые сложности всё-таки есть.
• Прежде всего, это инструмент. Для получения качественного соединения понадобится не подручные приспособления, а профессиональная техника. Главной скрипкой в монтажном оркестре играет фен. Мощное оборудование приобрести для стыковки краёв напольного покрытия при одноразовом использовании нереально, его стоимость стартует от 20 000 рублей. Как вариант взять фен в аренду.
• Приобрести сварочный шнур также непросто ввиду ограниченности торговых точек, осуществляющих реализацию специализированных материалов.
• Отсутствие навыков и опыта работы с технически сложным оборудованием часто провоцирует порчу напольного покрытия. Поэтому рекомендуется прибегнуть к услугам профессионалов.
Чтобы качественно уложить линолеум с формированием незаметных швов рекомендуется освоить технологию, предварительно потренировавшись на ненужных обрезках напольного покрытия.
Посмотрите видео «Сварка линолеума»
Технология горячей сварки линолеума: инструмент и материалы
Линолеум привлекает высокими эксплуатационными характеристиками, приятной ценой, долговечностью, обилием вариантов дизайна. Однако если отрез рулона не покрывает весь объем помещения и приходится совмещать несколько кусков, картину портят швы. Даже при самой качественной и профессиональной укладке в местах соединения материала он начинает задираться. Устранить этот неприятный момент, создав цельную поверхность, поможет холодная или горячая сварка линолеума.

Виды сварки: в чем разница?
Варианты соединения линолеумных стыков:
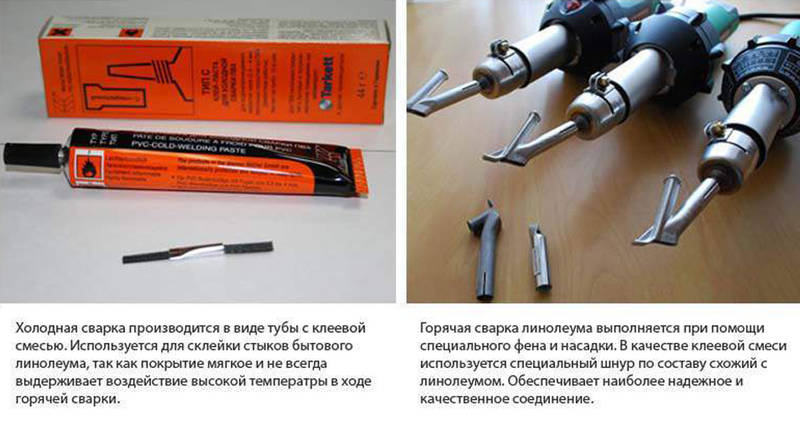
- . Выполняется с применением специального клея, который расплавляет края полотен, которые при высыхании объединяются в единое целое. Используется преимущественно для избавления от неэстетичных стыков, появляющихся в процессе укладки бытового линолеума. В зависимости от величины зазора и разновидности материала используются клеи типов «А», «С» и «T». Этот метод подходит для восстановления поврежденного покрытия.
- Горячая. Роль сварочного инструмента исполняет строительный фен, нагревающий в процессе работы материал до 350–400 °С. Из-за высокой стоимости и сложности осуществления редко используется в домашних условиях, применяется для соединения коммерческого линолеума в общественных и производственных помещениях с высокой проходимостью.

Решая, каким способом сварить линолеум нужно опираться на особенности покрытия, сложность и геометрию мест соединения.
Специфика выполнения горячей сварки
Горячая сварка для линолеума подразумевает создание герметично закрытого шва. Чтобы соединение было гарантированно ровным, полосы покрытия укладываются внахлест, разрезаются острым ножом по линии.
Сваривание следует начинать после надежного крепления линолеумного материала клеевым составом к полу. Из-за необходимости быстрого выполнения процедуры от мастера требуются некоторый опыт и сноровка. Обрезка и шлифовка стыковочного шнура выполняются еще до его остывания, иначе полученная поверхность будет выглядеть непрезентабельно. Обычным паяльником, как по старинке, в данном случае не обойтись.

- Высокая герметичность полученного соединения.
- Большая надежность, чем при холодном сваривании.
Ограничением на выполнение такого склеивания является возможность использования лишь для жестких типов покрытий, декоративная привлекательность которых не будет уменьшаться под воздействием повышенных температур. Обычно это коммерческий линолеум, в том числе на войлочной основе. Также к недостаткам относят необходимость использовать специализированный инструмент.

Инструменты и материалы
Кроме самого напольного покрытия вам потребуются:
- , схожий по составу с линолеумом. Под влиянием высокой температуры кромка расплавляется, происходит проникновение жгута в материал. Для гарантии качественного результата приобретать шнур следует в специализированных магазинах.
Шнур (пруток) для сварки Использование шнура под цвет покрытия
- , снабженный терморегулятором для контроля температуры нагрева. Качественные модели термофенов могут разогревать воздух до 600–700 °С.
- Специальные насадки для фена.
- Пазовая стамеска.
- Серповидный нож. Можно заменить ножницами с дуговидными лезвиями. Инструмент используется для удаления излишних наплавлений.

При отсутствии опыта «общения» с термофеном рекомендуется отдать предпочтение холодной сварке, которая подходит как для бытового, так и для коммерческого линолеума.
Технология процесса горячей сварки
- Выполняем тщательную укладку материала, так, чтобы получился равномерный шов минимальной толщины. Стамеской расширяем стык, готовя с ее помощью канавку для последующей укладки шнура.
- Используя мощный пылесос, тщательно очищаем место будущего стыка от мусора.
- Устанавливаем на фен специальную насадку.
- Заправляем сварочный пруток, после чего подключаем инструмент и нагреваем до 350–400 °С.
- Наконечником строительного фена вжимаем шнур в сделанный ранее паз. Образование монолитного соединения отнимает пару секунд.
- Аналогично заполняем всю стыковочную линию. При правильно выбранной скорости плавление шнура и заполнение канавки будут происходить равномерно.
- Завершив сваривание, удаляем излишние наплавления, используя серповидный нож и специальные насадки, предназначенные для обрезки шнура.
- Тщательно следим за удалением наплавлений. Чтобы не деформировать поверхность полотна, насадка устанавливается параллельно напольному материалу.
- Убрав излишки шнура, приступаем к процессу шлифовки шва. С этой целью используется наждачка «нулевка», наклеенная на деревянный брусок.

Для понимания принципов выполнения горячей сварки рекомендуем посмотреть обучающее видео.
Ожидаемые сложности
Ознакомившись с основными этапами горячего соединения линолеума, можно решить, что данный процесс является очень простым мероприятием. Однако профессионалы указывают на некоторые сложности:
- Малая распространенность сварочных шнуров. Реализация такого стройматериала осуществляется в ограниченном количестве торговых точек.
- Специализированный инструмент (термофен) имеет высокую стоимость (от 20 тыс. руб.). Для разовых процедур разумней взять его в аренду.
- Вероятность порчи покрытия из-за незнания принципов работы оборудования, отсутствия практического опыта.
Учитывая вышесказанное, подытожим: новичкам браться за выполнение горячей сварки своими руками, без помощи специалиста не рекомендуется, даже после просмотра обучающих видео. Ведь без должного опыта, приобретаемого годами, есть риск просто испортить напольное покрытие.
Читайте также: