Температура воздуха для сварки
Обновлено: 20.09.2024
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
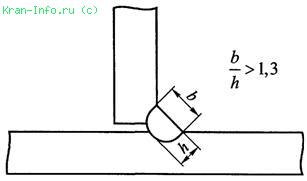
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Сварка при низких температурах
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Зима – не помеха для сварки
Сварочные работы уже давно не считаются привилегией исключительно профессионалов. В настоящее время такой способ соединения металлов активно используется и в быту. При этом все большую популярность приобретают сварочные инверторы. Это вполне объяснимо: они легкие, компактные, удобные в эксплуатации и обеспечивают отличное качество швов. Чаще всего сварочные работы проводятся в теплое время года. Можно ли делать это при отрицательных температурах? Попробуем разобраться.

Сварочные работы зимой
Влияние температуры на процесс сварки металлов
Низкие температуры действительно оказывают влияние на процесс сварки. Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения. Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %. Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
При низких температурах повышается отвод тепла от зоны сварки. Это ухудшает проплавление кромок соединяемых элементов и может привести к образованию еще одного серьезного дефекта – непровара. Дополнительную опасность несет конденсация влаги на электродах или металле. Вода является источником водорода, который способствует образованию пор в швах. Кроме того, при низких температурах ухудшаются показатели пластичности сталей и механических свойств швов.
Все приведенные выше факты правдивы, но они в полной мере проявляются при экстремально низких температурах (от -40 °С и ниже). Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С. Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С. Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Самая низкая температура поддерживается в открытом космическом пространстве. Она составляет -273 °С, но даже в таких условиях возможно выполнение сварочных работ. Впервые они были проведены в 1984 году советскими космонавтами С. Савицкой и В. Джанибековым. Для этой цели использовался специально созданный аппарат электронно-лучевой сварки.
Влияние температуры на сварочный инвертор
Низкие температуры могут влиять не только на металлы, но и на сварочные инверторы. Одним из главных врагов такой техники является влага. Ее появление внутри аппарата может привести к закорачиванию электронных компонентов и их выходу из строя. Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Точка росы
В этой связи важно вспомнить о понятии точка росы. Фактически это максимальная температура поверхности, при которой на ней появляется влага в виде конденсата. По-другому это утверждение можно перефразировать так: если поверхность холоднее точки росы, то конденсат на ней выпадет. Данная величина не является постоянной и напрямую зависит от влажности. Чем она выше, тем ближе точка росы к фактической температуре. Например, в душе при стопроцентной влажности зеркало запотевает при комнатной температуре. Обратная ситуация в герметичном оконном стеклопакете. Там влажность близка к нулю, поэтому конденсата не наблюдается никогда.
В сварочном инверторе влага может конденсироваться только в одном случае: если он постоял какое-то время на морозе, а затем попал в более теплое помещение. В такой ситуации его категорически запрещается использовать сразу. Инвертор должен постоять полтора-два часа, чтобы его температура сравнялась с температурой окружающей среды, а появившийся конденсат испарился. Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Как выполнять сварочные работы в морозы?
В целом сварочные работы при температуре не ниже -10 °С можно выполнять обычными бытовыми инверторами без каких-либо отрицательных последствий для качества швов, прочности соединений или работоспособности самой техники. При более сильных морозах следует использовать полупрофессиональные или профессиональные модели, специально предназначенные для эксплуатации при низких температурах. Они комплектуются электронными элементами, устойчивыми к холоду.
Дополнительно следует выделить несколько мероприятий, которые рекомендуется выполнять при проведении сварочных работ в зимний период:
- По возможности избегать пересечений сварных швов и резких переходов толщин металла.
- Сварочные работы начинать с швов, дающих максимальную усадку (стыковых).
- Минимизировать объем наплавленного металла.
- Во время работы сварочный ток увеличивать на 10-15 % и одновременно примерно на такую же величину уменьшать скорость перемещения электрода.
- По возможности начинать и заканчивать сварку на выводных планках.
- Тщательно зачищать кромки свариваемых элементов.
- Вместо прихваток использовать, например, струбцины или другие аналогичные приспособления.
- Применять не склонные к образованию пор типы электродов, обеспечивающие высокую пластичность швов: Э50А, Э46А или Э42А с основным покрытием. Перед использованием их необходимо тщательно прокалить.

Инверторы для сварки зимой
Влияние отрицательных температур на сварщика
Отрицательные температуры могут влиять не только на металлы или технику, но и непосредственно на сварщиков. Трудоспособность в таких условиях снижается, а значит, возрастает риск появления дефектов. Оптимальным способом избежать подобной ситуации является использование специальной зимней защитной одежды. Не меньшего внимания заслуживают сварочные маски.
Наибольшей популярностью в настоящее время пользуются «хамелеоны». Их главным элементом является светофильтр. Он состоит из нескольких слоев жидких кристаллов и поляризационных пленок. Светофильтр реагирует на интенсивность светового излучения и срабатывает автоматически. Для затемнения ему необходимо не более 0,001 секунды. Этого вполне достаточно для надежной защиты глаз от губительного воздействия ультрафиолетового излучения, возникающего во время сварки.
Время срабатывания светофильтра «хамелеона» увеличивается при уменьшении температуры окружающей среды. При -5 °С оно составляет уже не 0,001 с, а 0,005-0,009 с. Как правило, такие маски предназначены для использования при температуре не ниже -10 °С. В этом случае они гарантируют надежную защиту глаз. При более низких температурах светофильтр может попросту не успевать срабатывать.
Заключение
Таки образом, зима вовсе не является преградой для выполнения сварочных работ. При температуре до -10 °С для этой цели вполне подойдут обычные бытовые инверторы. Для организации сварочных работ в более сильные морозы необходимо приобретение специализированной техники.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Особенности сварки зимой
Сварочные работы в промышленности, строительстве, коммунальном хозяйстве и в быту выполняются не только в теплое время года, но и при минусовой температуре. Сварка зимой имеет свои особенности и должна производиться с соблюдением определенного ряда требований. Поговорим о том, что может затруднять работы и каковы условия получения качественного результата при ММА-сварке с использованием электродов.
В чем трудности зимней сварки

Главный вопрос, встающий перед сварщиком в зимний период: как обеспечить нужное качество шва в условиях минусовых температур? Холод непосредственно влияет на сварочные процессы, и это выражается в следующем.
- При низких температурах металл шва остывает и кристаллизуется значительно быстрее.
- Вследствие этого неметаллические включения, содержащиеся в сварочной ванне, не успевают перейти в состояние шлаковой корки и частично остаются в металле.
- Также из металла шва не успевает выйти весь водород и другие газы. И то, и другое приводит к появлению в нем пор и кристаллизационных трещин.
- Интенсивный отвод тепла от зоны сварки становится причиной плохого проплавления кромок: металл не заполняет полностью соединение, результат – непровар шва.
- Конденсат на поверхности деталей или стержней также приводит в тому, что в процессе сварки в металле образуется больше водорода, соответственно вырастают риски образования пор.
Сварка зимой на улице осуществляется с использованием электродов, которые сводят образование пор к нулю, обеспечивая высокую ударную вязкость и пластичность металла.
Холод может негативно влиять и на работу инвертора. Однако такое воздействие ограниченно и проявляется только с одной стороны.
Какие электроды используются для зимней сварки
Для выполнения работ применяются электроды, наплавляемый металл которых имеет низкий температурный интервал хрупкости и не склонен к образованию межкристаллитных трещин. В соответствии со СНиП П-23-81 «Стальные конструкции» для работы с конструкциями, которые эксплуатируются в условиях низких температур, используются электроды следующих типов:
- Э42А, Э46А – для сварки низкоуглеродистых сталей;
- Э46А, Э50А, Э60, Э70 – для соединения деталей из низколегированных сталей.
В ряду широко применяемых марок – УОНИ-13/65 (Э60), УОНИ-13/45A (Э46А), УОНИ-13/45, ЦУ-6, ОЗС-2 (Э42А), УОНИ-13/55 (Э50А), АНП-2 (Э70) и некоторые другие. Это электроды с основным покрытием, которые обеспечивают высокую ударную вязкость в условиях отрицательных температур.




Некоторые рекомендации по сварке зимой
Температура хранения электродов в помещении не должна опускаться ниже 15°C. На открытое место сварки их нужно доставлять в герметичной таре. Перед использованием требуется обязательная прокалка, температура которой указывается производителем на упаковке.
- Перед выполнением работ свариваемые детали очищаются от снега и льда, негативно влияющих на работу аппарата и качество шва (способствуют выделению водорода и образованию пор в металле). Кромки тщательно зачищаются от ржавчины, окалины и загрязнений.
- При морозе от -20°C детали необходимо прогреть до 120–160 °C в месте соединения на ширину до 100 мм по обе стороны будущего сварного шва. Сделать это можно с помощью пропановой или газокислородной горелки. Посредством электронной контактной термопары или термокарандаша можно проверить, нагрелся ли металл до нужной температуры.
- В предварительном прогреве не нуждаются свариваемые детали из меди, алюминия, хромоникелевых сталей, поскольку эти металлы и сплавы отличаются крайне невысоким критическим температурным интервалом хрупкости.
- Зимняя сварка выполняется на постоянном токе обратной полярности.
- ММА-сварка деталей из углеродистой стали толщиной до 30 мм может выполняться, если температура воздуха не ниже -20°C. Тот же температурный показатель допустим, если свариваются изделия из низколегированной стали толщиной до 16 мм. Если речь идет о более толстых деталях, температурный порог должен быть выше – до -10 °C, а в ряде случаев и до 0 градусов.
- Рекомендуется выполнять сварку на повышенных (на 10–15%) токах, при этом скорость движения электрода лучше снизить примерно на такие же показатели.
- По возможности в условиях низкой температуры следует избегать сварки деталей с резким переходом их толщин в зоне проваривания. Также лучше не сваривать детали (за исключением рядовых конструкций) с пересечением сварных швов или с их большим скоплением из-за рисков хрупкости будущей конструкции.
Минусовые температуры могут оказывать свое негативное влияние и на работоспособность самого сварщика, поэтому для выполнения работ в промышленных условиях необходима специальная зимняя экипировка.
Об использовании инверторов в зимнее время
Практически любой инвертор, включая аппараты бытового назначения, способен обеспечить качественную сварку при температуре до -10 °C. Если аппарат хранился до этого в теплом помещении, в условиях такого умеренного холода качественному устройству, как правило, не наносится никакого вреда, оно не теряет работоспособности.
Напротив, если сварку необходимо продолжить в отапливаемом помещении, сварочный аппарат не рекомендуется включать сразу после его переноса из холода в тепло. Лучше продолжить работы через 2–3 часа – после того, как внутри него испарится конденсат.
Если вы не уверены в качестве влагозащитного покрытия электроники платы – сразу включать инвертор однозначно не стоит.
Приборами бытового назначения не рекомендуется сваривать детали при более низких температурах. Для этого применяется профессиональная техника, которая может варить на морозе – вплоть до -40. -50 °C (температура указывается в паспорте аппарата). Электронные компоненты в ней рассчитаны на безотказную работу в границах указанных значений.
Электроды МЭЗ для зимней сварки
В каталоге Магнитогорского электродного завода представлен широкий выбор электродов МЭЗ для выполнения сварочных работ зимой. Продукция сертифицирована и аттестована Национальной ассоциацией контроля сварки (НАКС). Электроды МЭЗ для работы при минусовых температурах широко используются на объектах партнеров предприятия – ПАО «Газпром», группы «Алроса», ОАО «Туполев», ПАО «Татнефть» и других организаций.
Читайте также: