Температурные напряжения при сварке
Обновлено: 18.05.2024
3. Избегать в конструкциях, особенно работающих при ударных нагрузках, вибрациях и низких окружающих температурах, скоплений большого количества сварных швов и их пересечений друг с другом, а также коротких швов замкнутого контура, так как в подобных местах происходит концентрация собственных напряжений.
4. Симметрично располагать ребра жесткости в конструкциях.
5. Ограничивать применение накладок и косынок.
6. Применять по возможности стыковые швы, так как они обеспечивают наименьшую концентрацию напряжений.
7. Использовать методы секционного изготовления конструкций с последующей сборкой и сваркой готовых узлов, а также применять штампованные и литые детали при сборке узлов сложной конфигурации. В этом случае уменьшается неблагоприятное влияние жестких связей между отдельными деталями, образуемых сварными швами.
8. Преимущественнее применять швы с глубоким проплавлением, а также полуавтоматическую и автоматическую сварку под флюсом и в защитном газе, обеспечивающих большую скорость сварки, требующих малых зазоров между листами и обусловливающих более равномерное остывание шва.
При полуавтоматической и автоматической сварке в защитных газах и порошковой проволокой возникают остаточные деформации меньшие, чем при ручной сварке покрытыми электродами.
9. Пользоваться сборочно-сварочными приспособлениями и кондукторами, обеспечивающими заданную точность сборки, получение швов равномерного сечения и соблюдение нужной последовательности сварки. Если зажимы кондукторов допускают перемещение деталей в результате усадки при сварке, то это снижает напряжения. При жестком закреплении деталей остаточные напряжения снижаются вследствие того, что в процессе сварки металл шва получает пластическую деформацию.
10. Правильно выбирать тепловой режим при сварке.
Сваривать жестко закрепленные детали встык нужно при меньших тепловых режимах и применять электроды, дающие пластичный наплавленный металл.
Если при сварке допускается свободное перемещение детали или основной металл склонен к закалке, то следует применять более мощный тепловой режим, что увеличивает объем разогреваемого металла и замедляет его остывание.
При сварке закаливающихся сталей или металла больших толщин, а также сварке при низких окружающих температурах следует с целью уменьшения скорости охлаждения после сварки и разности температур между нагретыми и холодными частями изделий применять предварительный или сопутствующий подогрев изделия или околошовной зоны.
Температура подогрева определяется свойствами металла и обычно составляет: для стали 400—600° С, чугуна 500—800°С, алюминия 200—270° С, бронзы 300—400° С. Низкотемпературный подогрев до 100—300° С нужен в случае сварки при низких окружающих температурах и трудносвариваемых сталей.

11. Соблюдать правильную последовательность наложения швов, при которой в свариваемых элементах, например листах, возможна свободная деформация. Например, при сварке листов настила (рис. 41, а) продольными и поперечными швами сначала выполняют все поперечные швы, соединяющие листы в полосы. После этого сваривают продольные швы, соединяющие полосы между собой. В этом случае листы могут свободно деформироваться в процессе сварки. На рис. 41, 6 цифрами показана правильная последовательность выполнения швов при сварке листов двутавровой балки.
Сваривать швы нужно на проход (при длине шва не более 300 мм) или от середины шва к его концам (при длине до 600 мм). В этом случае в середине шва возникают поперечные напряжения сжатия (рис. 42, а). Если вести сварку от концов шва к середине, то в средней части появятся поперечные напряжения растяжения (рис. 42, б), отчего в шве или околошовной зоне могут образоваться трещины.
Стремиться к наиболее равномерному распределению тепла по поверхности свариваемых листов. На рис. 43 показан рациональный (а) и нерациональный (б) порядок приварки ребер к настилу из листов толщиной 8 мм. На рис. 43, а сначала свариваются все продольные угловые швы с одной стороны ребер, сварка ведется обратно-ступенчатым способом. Затем сваривают поперечные швы, после чего швы с другой стороны ребер: сначала продольные, потом поперечные. Швы накладывают так, чтобы всегда сваривались наиболее остывшие участки настила, а вызываемые наложением соседних швов деформации уравновешивали бы друг друга. При способе сварки, показанном на рис. 43, 6 этот принцип не соблюдается, поэтому настил значительно коробится и объем работ, связанный с последующей правкой, примерно на 30% больше, чем при сварке по схеме, показанной на рис. 43, а.


13. При сварке металла толщиной свыше 14 мм выбирать наиболее целесообразный способ подготовки кромок. На рис. 44 показано влияние на выполнение шва симметричной Х-образной подготовки кромок при многослойной двусторонней сварке. Вследствие большего объема наплавленного металла при сварке второй стороны шва возникла угловая деформация. При сварке стыковых швов, чтобы предупредить коробление листов, применяют временные ребра жесткости из уголков (рис. 45, а), для тонких листов (до 6 мм) или из прямоугольных планок со скобами для более толстых листов (рис. 45, б). После сварки всего шва эти ребра жесткости срубаются, чтобы предупредить угловую деформацию швов.
При сварке тавровых соединений (рис. 45, в) приваривают временные распорки из уголка или тавра. Снижения поперечной усадки в стыковых швах можно достигнуть также уменьшением угла раскрытия кромок до 50° вместо обычно применяемого угла в 60°, а также применением V-образ-ной подготовки кромок с увеличенным до 3—5 мм затуплением. При этом придерживаются указанной цифрами последовательности наложения швов, которая почти полностью исключает угловые деформации (рис. 46). При V-образной подготовке кромок затупление занимает 1/3 толщины металла, а 2 /3 приходится на скошенную часть.

14. Металл большой толщины (свыше 20—25 мм) сваривать многослойным швом. В этом случае швы накладывают «горкой» (рис. 47, а) или «каскадом» (рис. 47, б). Заполнив горку, сварку ведут в обе стороны от нее короткими валиками тем же способом. При этом зона сварки все время поддерживается в нагретом состоянии, что обеспечивает более равномерное распределение тепла и уменьшение напряжений в металле.

15. Проковывать в случае необходимости каждый слой многослойного шва ударами пневмозубила с закругленным бойком. Последний слой проковке не подвергается. Однако этот способ трудоемкий, требует наличия пневмоинструмента, создает шум в цехе и поэтому может быть, использован только в отдельных случаях.
16. С целью уменьшения коробления листов швы длиной более 600 мм выполнять в обратноступенчатом порядке. Чем короче шов, тем меньше деформируется изделие. Длинный шов делят на участки длиной 150—200 мм с таким расчетом, чтобы каждый участок мог быть сварен одним электродом или целым числом электродов. Сварку ведут в порядке, указанном на рис. 48, начиная с начала шва, а длинные швы — с середины. В этом случае деформации, возникающие при наложении соседних коротких участков шва, будут иметь противоположное направление.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Термообработка сварных швов
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см | Радиационный, минуты | Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
Важно!
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
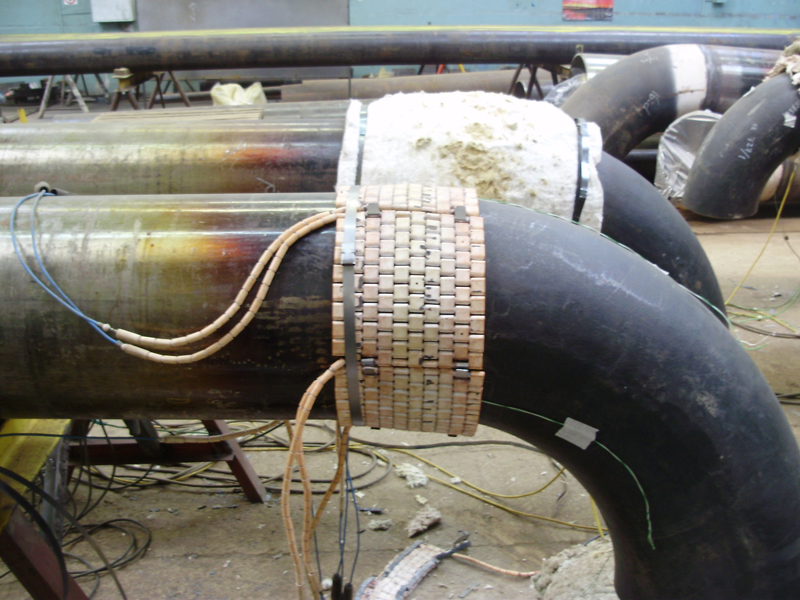
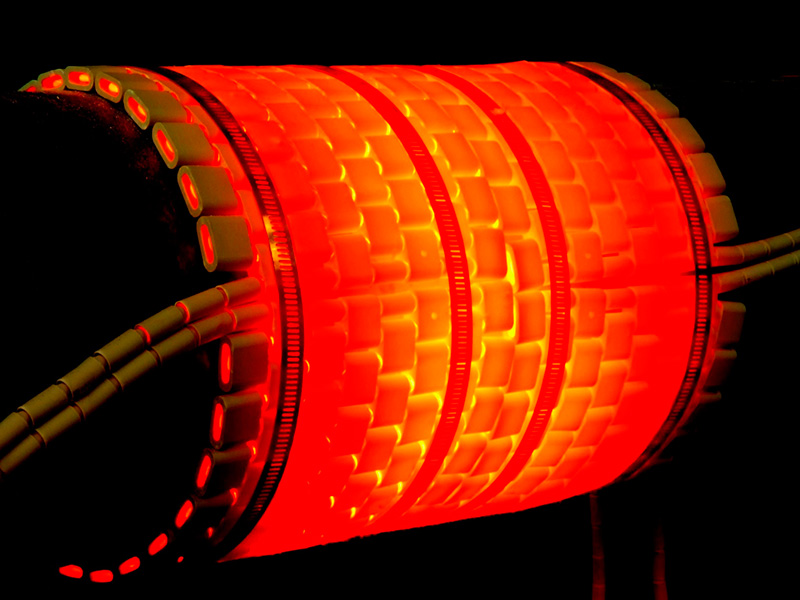
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Деформации и напряжения при сварке
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.

Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |

Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем - остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются - пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.

Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток - повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Деформации и напряжения, возникающие от неравномерного нагревания и охлаждения изделия, называются тепловыми, или термическими. Как известно, при нагревании все металлы расширяются, а при охлаждении — сжимаются. Незакрепленный участок металла, будучи нагрет и затем охлажден до первоначальной температуры, примет те же размеры, которые имел до нагревания.
Величина расширения металла зависит от температуры нагрева и коэффициента линейного расширения. Коэффициенты линейного расширения металлов следующие:
Допустим, что стержень 1, длина которого равна заштрихованной части (рис. 38, а), закреплен в жесткой рамке 2. Нагревание стержня вызвало бы его удлинение на длину А Б, если бы он мог свободно расширяться в рамке.

Так как стержень не может удлиняться, то он начнет оказывать давление изнутри на рамку, которая в свою очередь сжимает стержень с концов, вызывая в нем напряжения сжатия. Вследствие этого нагретый стержень, длина которого должна остаться без изменения, получит пластическую деформацию.
В сечениях I—I и II —II рамки возникнут напряжения растяжения, которые будут тем больше, чем выше температура нагрева стержня. Если взять толстый стержень и слабую рамку, то она может разорваться по сечениям I—I и II—И. Если рамка жестче и прочнее стержня, последний изогнется и примет положение, показанное на рис. 38, а штрихом.

При последующем охлаждении стержень, подвергшийся пластической деформации, стремится сократить свою длину на величину АБ В этом случае споротивление рамки вызовет в стержне напряжения растяжения и он может или разорваться или изогнуть рамку 2. Это же произойдет, если будем нагревать рамку 2 в сечениях I—I и II—11, оставляя стержень холодным.
На величину деформации влияет теплопроводность свариваемого металла: чем выше теплопроводность, тем равномернее распределяется тепловой поток и тем меньше деформация. Поэтому при сварке нержавеющих сталей, обладающих меньшей теплопроводностью и большим коэффициентом линейного расширения, деформации получаются большими, чем при сварке низкоуглеродистой стали. Алюминий же, обладающий более высоким коэффициентом линейного расширения, но значительно лучше проводящий тепло, дает при сварке меньшие деформации по сравнению с низкоуглеродистой сталью.
Термические напряжения при сварке возникают без воздействия внешних усилий. Такие напряжения в металле называются внутренними или собственными. Из собственных термических напряжений наибольшее значение имеют те, которые возникают во время охлаждения изделий (рис. 38, б). Если эти напряжения 1 действуют только вдоль шва, то они не влияют на прочность сварного соединения. Более опасны напряжения 2, действующие перпендикулярно оси шва (поперечные), так как они могут вызвать появление холодных трещин в шве и околошовной зоне. Если деформации и напряжения появляются в изделии только в процессе сварки и исчезают при остывании после сварки, они называются временными. Деформации и напряжения, которые сохраняются после сварки при полном охлаждении швов, называются остаточными. Когда металл обладает пластичностью и работает при статических нагрузках, остаточные напряжения практически не влияют на прочность сварной конструкции. Складываясь с напряжениями от рабочих нагрузок, общие напряжения вызывают пластическую деформацию металла и тем снимаются.
В толстом металле (более 40 мм) возникают объемные остаточные напряжения, действующие в трех взаимно перпендикулярных плоскостях. Такие напряжения наиболее опасны для прочности конструкции, так как вызывают хрупкость металла. При наличии концентраторов напряжений (надрезов, непроваров, трещин и пр.), низкой окружающей температуры и повышенной жесткости конструкции возникновение пластических деформаций затруднено и в данном месте может появиться хрупкое разрушение металла. Для устранения остаточных напряжений в этом случае применяют термообработку после сварки.
Остаточные деформации, если они выходят за пределы, допускаемые техническими условиями на изготовление данного изделия, требуют его правки после сварки.
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
Неравномерное нагревание металла. Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях.
Так, например, при сварке продольным швом двух листов, расположенных симметрично относительно оси шва (рис. 38, в), листы нагревают в средней зоне шириной b. При остывании шов от продольной усадки укорачивается с обеих сторон на величину Al, чему препятствуют наружные участки листов, менее нагретые. Вследствие этого в средней полосе после сварки возникнут напряжения растяжения ( + ), а в наружных полосах — напряжения сжатия (—), расположенные симметрично относительно шва. График этих напряжений показан на рис. 38, в, справа.
Усадка наплавленного металла. Усадкой называется уменьшение объема металла при переходе из жидкого состояния в твердое.

В результате усадки металла шва возникают растягивающие напряжения в соседних участках детали, которые вызывают в них соответствующие деформации. Различные металлы имеют разную усадку, обычно измеряемую в процентах от первоначального линейного размера: алюминий 1,7— 1,8, бронза 1,45—1,6, латунь 2,06, медь 2,1, сталь низкоуглеродистая литая 2,0, чугун серый литейный 0,7—0,8.
Напряжения, вызванные усадкой, возрастают до момента перехода упругих деформаций в пластические. Если металл недостаточно пластичен, деталь может дать трещину в наиболее слабом месте, каким иногда является зона термическго влияния. Напряжения от усадки являются также одной из причин горячих трещин, возникающих во время затвердевания металла шва.
При сварке происходит продольная и поперечная усадки. Если центр тяжести поперечного сечения шва не совпадает с центром тяжести сечения свариваемого элемента, то в результате продольной усадки возникает коробление в продольном направлении (рис. 39). Поперечная усадка дает угловые деформации, т. е. коробление листов (рис. 40) в сторону большего объема наплавленного металла. Поэтому при поперечной усадке листы будут коробиться вверх, в сторону утолщения шва. Если деталь закрепить, создав препятствие деформациям усадки, то в изделии появятся напряжения. При пластичном металле эти напряжения вызывают пластические деформации и не представляют опасности для прочности конструкции.
Величина деформации и связанных с ней напряжений зависит от величины зоны нагрева. Чем больший объем металла нагревается, тем сильнее будут деформации. Поэтому различные способы
сварки дают различную величину деформаций. Большая величина нагрева и деформации получается при газовой сварке кислородно-ацетиленовым пламенем, меньшая — при дуговой сварке металлическим электродом.
Размеры и положение швов также влияют на величину деформаций. Наибольшие деформации вызывают длинные швы, швы с большим сечением, а также швы, расположенные несимметрично относительно главных осей сечения свариваемого профиля. Чем сложнее форма детали, чем больше в ней различных швов, тем скорее можно ожидать появления деформаций и напряжений при сварке. При односторонней наплавке плоских деталей уменьшение глубины и площади проплавления основного металла резко уменьшает коробление изделия.
Искусственное охлаждение детали в процессе сварки уменьшает величину деформации.
Структурные превращения в металле. При изменении структуры металла происходит изменение размеров и взаимного расположения его зерен (кристаллитов), сопровождающееся изменением объема металла, что вызывает внутренние напряжения. Напряжения, возникающие вследствие изменения структуры металла, могут иметь практическое значение только при сварке легированных и высокоуглеродистых сталей, склонных к закалке.
При сварке низкоуглеродистой и низколегированной сталей, которые не закаливаются, возникающие от изменения структуры напряжения незначительны и не принимаются в расчет при изготовлении сварных конструкций.
ОСНОВНЫЕ МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ ПРИ СВАРКЕ
Для уменьшения деформаций и напряжений при сварке нужно руководствоваться следующими рекомендациями:
1. Применять такие марки электродов, которые дают пластичный металл шва.
2. Выполнять швы с меньшим количеством наплавленного металла, симметрично расположенные относительно центра тяжести сечения элемента; использовать прерывистые швы с расстоянием между ними не менее 30—40 мм.
Читайте также: