Тест деформации и напряжения при сварке
Обновлено: 02.07.2024
1. В каком сварном соединении возможны большие деформации?
а) В тонкостенной конструкции с протяженными швами.
б) В стыковом соединении коротких незакрепленных труб.
в) В угловом соединении хорошо закрепленных пластин.
2. При каких условиях в сварной конструкции возможны большие напряжения?
а) При сварке стыковых соединений.
б) При сварке пересекающихся стыковых швов.
в) При сварке нахлесточных соединений.
3. При каких условиях в жесткозакрепленной конструкции напряжения будут больше?
а) При сборке с большим зазором.
б) При сварке с малой скоростью.
в) В обоих случаях.
4. Когда при газовой сварке напряжения выше?
а) При сварке с большой скоростью.
5.Когда при газовой сварке напряжения выше?
а) При сварке пламенем большей мощности.
б) При сварке с большой скоростью перемещения горелки.
в) При сварке без зазора.
6.В каком материале при одинаковом нагреве напряжения будут больше?
а) В низкоуглеродистой стали.
б) В высоколегированной стали.
7.Выберите правильный порядок наложения швов:
8. На каком рисунке показан обратноступенчатый способ сварки?
9.Как вы предупредите стягивание зазора при сварке?
а) Жестко закрепите деталь.
б) Поставите больше прихваток.
в) Выполните и то и другое.
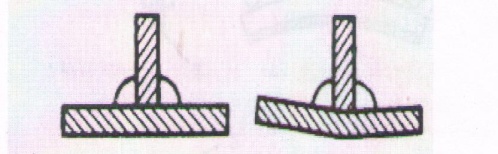
10.Как вы уменьшите поперечные деформации полки таврового соединения?
| вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ответ | а | б | в | б | а | б | в | а | б | а |
ПМ 02. Тема «Технология газовой сварки»
Выбрать правильный ответ:
Сварной шов при газовой сварке защищается с помощью:
1) газового пламени;
2) нет защиты;
3) обмазки.
Выбрать правильный ответ:
Металл прогревается быстрее, если пламя направлено к поверхности под углом:
1) 90 град.
2) 60 град.
3) 30 град
Выбрать правильный ответ:
Как зависит диаметр (d) присадочной проволоки для сварки левым способом от толщины свариваемого металла (б)?
1) d=б
2) d=б/2
3) d=б/2+1
Выбрать правильный ответ:
Какие марки присадочных проволок применяют при сварке низкоуглеродистых сталей?
1) проволока марки Св-08
2) проволока марки Св- 10А
3) проволока марки Св- 13 ХМА
Вставить пропущенные слова:
Устройства, защищающие ацетиленовые генераторы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки называются «предохранительными затворами».
Установить соответствие между определением и изображением: (1-2, 2-3, 3-1)
Пламя, которое получают тогда, когда в горелку на один объем ацетилена подают от 1,1 до 1,3 объема кислорода
НАУГЛЕРОЖИВАЮЩЕЕ ПЛАМЯ
Пламя, которое получается, когда в горелку на один объем ацетилена подается один объема кислорода.
ОКИСЛИТЕЛЬНОЕ ПЛАМЯ
Пламя, которое получают, когда в горелку на один объем ацетилена подают 0,95 и менее объема кислорода.
НОРМАЛЬНОЕ ПЛАМЯ
Вставить пропущенные слова:
Аппарат, предназначенный для получения ацетилена посредством разложения карбида кальция водой – «ацетиленовый генератор».
Установите правильную последовательность при зажигании горелки (цифры 1-7) (2,6,5,3,1,7,4)
1) Открыть вентили горелки и установить рабочее давление газов в соответствии с толщиной металлов (в среднем кислород~4 кгс/см2, ацетилен~1кгс/см2). Сразу закрыть вентили.
2) Вначале нужно удалить воздух из шлангов по очереди (иначе остаток воздуха в шланге с ацетиленом может спровоцировать обратный удар): для этого на несколько секунд открыть кислород – закрыть, после этого на несколько секунд открыть ацетилен и закрыть.
3) Завернуть на шлангах хомуты
4) Отрегулировать пламя, уменьшая или увеличивая подачу ацетилена, при открытом кислородном вентиле.
5) Присоединить ацетиленовый шланг
6) Присоединить кислородный шланг и проверить горелку на разряжение в ацетиленовой трубке.
7) Открыть на ¼ кислородный, а затем на 1 оборот ацетиленовый вентиль горелки, далее поджечь пламя.
Выбрать правильный ответ:
Какой длины могут шланги для газов по максимуму, для того чтобы удалить баллоны дальше от мастерской?
До 30-40 метров
До 10-20 метров
До 5-10 метров
Выбрать правильные ответы:
К основным параметрам режима газовой сварки относятся: (1,3,4,6)
Мощность сварочного пламени
Давление кислорода
Угол наклона присадочного материала и мундштука горелки
Диаметр присадочного материала
Марка флюса
Скорость сварки.
Бучинская Ирина Владимировна
ПМ.06 ТЕРМИТНАЯ СВАРКА
5. Сущность процесса термитной сварки
6. История развития производства термита и термитной сварки рельсов
МДК 05.01 Техника и технология газовой сварки (наплавки)
5. Химические свойства ацетилено-кислородного пламени.
6. Виды пламени, его тепловые характеристики
МДК 02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
5. Методы предупреждения сварочных деформаций
6. Сварка меди. Особенности
53. Достоинства и недостатки кислородной резки
МДК 07.01 Техника и технология сварки ручным способом с внешним источником нагрева деталей из полимерных материалов
5. Основные пластмассы для сварных конструкций
6. Методы получения изделий из пластмасс
Определите, в каком из вариантов правильно указано процентное содержание чистоты кислорода по объему в баллоне при газовой сварке и резке металлов.
Вариант 1. При газовой сварке и резке металлов применяют газообразный технический кислород трех сортов: первый сорт характеризуется чистотой не ниже 99,7% по объему; второй сорт — не менее 99,5%; третий сорт — не ниже 99,2%.
Вариант 2. При газовой сварке и резке металлов применяют газообразный технический кислород трех сортов: первый сорт характеризуется чистотой не ниже 55,5% по объему; второй сорт — не менее 55,3%; третий сорт — не ниже 55,0%.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.014)
Тест по технологии на тему: "Металлургические процессы при сварке. Деформации и напряжения" (сварщик, 1 курс)
1. Какой химический элемент не оказывает существенного влияния на качество сварного шва?
2. Что такое окисление металла?
а) взаимодействие кислорода с металлом
б) взаимодействие марганца с металлом
в) взаимодействие азота с металлом
г) взаимодействие кремния с металлом
3. Что такое рафинирование металла?
а) процесс восстановления металла из окислов
б) процесс добавления в металл специальных примесей для придания металлу шва определенных свойств
в) процесс очищения металла шва от вредных примесей: серы и фосфора
г) неоднородность металла шва по химическому составу
в) смешанный газ
5. Модификаторы — это…
а) специальные добавки, которые вводят в металл шва для улучшения его структуры
б) тип сварочных флюсов
в) специальные добавки, которые вводят в металл шва для удаления из него вредных примесей
г) легирующие элементы
6. Что называется кристаллизацией металла шва?
а) переход металла шва из твердого состояния в жидкое
б) неоднородность химического состава отдельных кристаллов в металле шва
в) неоднородность металла шва по химическому составу
г) переход металла из жидкого состояния в твердое
7. Что называется зональной ликвацией?
а) различие химического состава периферийной зоны и центральной части металла шва
б) неоднородность химического состава зоны термического влияния
в) неоднородность химического состава отдельных кристаллов
г) нет верного ответа
8. Зона термического влияния — это…
а) зона перекристаллизации
б) зона физико-механических изменений
в) область нагрева
г) область проплавления
9. Опишите участок нормализации ЗТВ, его механические свойства.
Контрольная работа
«Металлургические процессы при сварке»
1. Какой химический элемент оказывает существенное влияние на качество сварного шва?
д) углекислый газ
2. Что такое раскисление металла?
б) восстановление металла шва из оксида
3. Что такое легирование металла?
4. Углекислый газ — это…
5. К раскислителям относятся:
а) углерод и кислород
б) кислород и марганец
в) кремний и азот
г) марганец и кремний
6. Что называется ликвацией?
б) однородность химического состава отдельных кристаллов в металле шва
7. Что называется дендритной ликвацией?
8. Старение металла — это…
а) процесс изменения структуры с течением времени
б) процесс физико-механических изменений
в) процесс изменения структуры вследствие изменения температуры
г) процесс изменения состава металла
9. Опишите участок рекристаллизации ЗТВ, его механические свойства.
Ключ к тесту
1 вариант
Охватывает металл, нагреваемый в процессе сварки от температуры несколько выше линии критических превращений до температуры ниже 1000 о С. На этом участке происходит образование мелкозернистой вторичной структуры. Механические свойства металла шва на участке нормализации обычно выше свойств основного металла в его исходном состоянии.
2 вариант
Наблюдается при сварке стали, подвергшейся пластической деформации (прокат). На этом участке в интервале температур 450-700 о С наблюдается некоторое измельчение зерен, что не изменяет механических свойств ЗТВ металла.
«Деформации и напряжения»
1. Что называют силой, отнесенной к единице площади сечения тела?
2. δ= P / F . В данной формуле P – это:
б) действующее усилие
в) площадь поперечного сечения детали
3. Деформации могут быть:
г) все ответы верные
4. В зависимости от характера и объемов распределения напряжения бывают:
5. Напряжения, которые сосредоточены в пределах кристаллических зерен металла, называются:
а) напряжения 1-го рода
б) напряжения 3-го рода
в) напряжения 2-го рода
г) напряжения 4-го рода
6. Деформации, приводящие к изменению размеров всего изделия, называют:
7. Что является основной причиной возникновения напряжений и деформаций при сварке:
а) литейная усадка
б) неравномерное нагревание металла
в) структурные и фазовые превращения
8. Какие напряжения принято обозначать знаком «-»?
9. Какой вид термической обработки применяют для снятия сварочных напряжений после сварки:
10. Наиболее эффективным способом уменьшения напряжений является:
1. Что называют изменением размеров или формы тела под действием приложенных к нему сил?
2. δ= P / F . В данной формуле F – это:
3. Если размеры и форма тела восстанавливаются после прекращения силового воздействия, то такая деформация называется:
4. В зависимости от продолжительности существования напряжения бывают:
5. Напряжения, которые сосредоточены в пределах кристаллической решетки, называются:
6. Деформации, приводящие к изменению размеров отдельных участков изделия, называют:
7. Что не относится к основным причинам возникновения напряжений и деформаций при сварке:
г) механические свойства металла
8. Какие напряжения принято обозначать знаком «+»?
9. Какой вид механической обработки применяют для снятия остаточных напряжений после сварки:
10. Отпуск как способ уменьшения напряжений бывает:

Курс повышения квалификации
Профессиональные компетенции педагога в рамках Федерального закона «Об образовании в Российской Федерации» №273-ФЗ от 29.12.2012

Педагогические основы деятельности учителя общеобразовательного учреждения в условиях ФГОС

Основы общей и педагогической психологии в деятельности педагога образовательного учреждения

«Домашнее обучение. Лайфхаки для родителей»
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 937 174 материала в базе
Другие материалы
Вам будут интересны эти курсы:
- Курс профессиональной переподготовки «Маркетинг: теория и методика обучения в образовательной организации»
- Курс повышения квалификации «Основы местного самоуправления и муниципальной службы»
- Курс повышения квалификации «Технология и организация кухонь народов мира: особенности и традиции»
- Курс повышения квалификации «Психолого-педагогическое сопровождение при подготовке к конкурсам профмастерства WorldSkills Russia»
- Курс профессиональной переподготовки «Организация маркетинга в туризме»
- Курс профессиональной переподготовки «Организация деятельности помощника-референта руководителя со знанием иностранных языков»
- Курс профессиональной переподготовки «Черчение: теория и методика преподавания в образовательной организации»
- Курс повышения квалификации «Учебная деятельность по предметной области «Черчение»: основы предмета и реализация обучения в условиях ФГОС»
- Курс профессиональной переподготовки «Корпоративная культура как фактор эффективности современной организации»
- Курс повышения квалификации «Финансовые инструменты»
- Курс профессиональной переподготовки «Осуществление и координация продаж»
- Курс профессиональной переподготовки «Организация маркетинговой деятельности»
Оставьте свой комментарий
- 11.05.2017 1302
- DOCX 19.1 кбайт
- Оцените материал:
Настоящий материал опубликован пользователем Могильная Дарья Александровна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
60 минут
«Музыкальная деятельность и одаренность ребенка. Выявление уникальных способностей»
53 минуты
Подготовка обучающихся к участию в Всероссийском физкультурно-спортивном комплексе «Готов к труду и обороне»
67 минут
«Наставничество в образовании как управление траекторией развития обучающихся»
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Тесты по теории сварки и резки металла
- Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла?
- Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. электрической дуги;
3. газового пламени.
6. Сварным швом называется:
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. неразъемное соединение, выполненное сваркой;
4. участок сварного соединения, образовавшийся в результате кристаллизации электрода.
7. Стыковым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. электрические процессы;
2. загрязнение металла шва вредными примесями;
3. окисление металла шва;
4. раскисление металла шва;
5. ионизация воздуха;
6. рафинирование металла шва;
7. термоэлектронная эмиссия.
9. Степень механизации процесса ручной дуговой сварки:
10. В какой зоне сварного шва часто возникают трещины?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах », « Металлургические процессы при сварке»
1. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления?
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. сварка взрывом;
2. автоматическая под флюсом;
3. Дуговая сварка осуществляется под действием:
4. Сварной шов в газовой сварке защищается с помощью:
1. газового пламени;
5. Кто изобрел электрическую дугу?
6. Сварным соединением называется:
1. неразъемное соединение, выполненное пайкой;
2. разъемное соединение, выполненное сваркой;
3. неразъемное соединение;
4. неразъемное соединение, выполненное сваркой
7. Тавровым соединением называется:
1. окисление металла шва;
2. механические процессы;
3. раскисление металла шва;
4. легирование металла шва;
6. загрязнение металла шва вредными примесями;
7. рафинирование металла шва.
9. Степень механизации процесса газовой сварки:
10. В какой зоне металл наиболее хрупкий?
В каком сварном соединении возможны большие деформации?
1.Деформация — это:
а) изменение размеров и формы тела при внешнем воздействии;
б) изменение напряжения и тока в электрической цепи при сварке;
в) только такое изменение размеров и формы тела, которое может быть получено в результате правки после сварки.
Как изменяются размеры детали при нагреве?
а) Размеры детали увеличиваются.
б) Размеры детали уменьшаются.
в) Размеры детали не изменяются.
3. Причиной возникновения деформаций при сварке является:
а) неравномерный нагрев и охлаждение свариваемой детали;
б) нерациональная сборка детали под сварку;
в) неправильно проведенная термообработка детали после сварки.
Зависят ли величины деформаций после сварки от размеров свариваемых пластин?
б) Нет, не зависят.
в) Зависят, если свариваются пластины разной ширины.
5. Каким способом можно уменьшить сварочные деформации при сварке пластин встык? а) Путем правильного выбора взаимного расположения спариваемых деталей с учетом последующейдеформации от сварки. б) Нельзя уменьшить.
в) Путем нагрева определенных зон металла.
Сварочные деформации при сварке плавлением возникают
В каком сварном соединении возможны большие деформации?
а) В тонкостенной конструкции с протяженными швами. б) В стыковом соединении коротких незакрепленных труб. в) В угловом соединении хорошо закрепленных пластин.
8. Неизбежные причины сварочных напряжений и деформаций:
а) Неправильная разделка кромок. б) Тепловая усадка металла. в) Неправильно выбранный диаметр электрода. г) Нарушение геометрических размеров сварных швов. д) Неравномерный нагрев. е) Структурные изменения металла шва и околошовной зоны. ж) Неверно выбран порядок наложения швов. з) Низкая квалификация сварщик.
9. Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это:
а) Когда деформированное соединение обрабатывают на прессе или кувалдой. б) Перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой. в) Перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки.
10. Определите:
1.Неизбежные 2. Сопутствующие причины сварочных деформаций и напряжений по описанию:
а) Неправильное решение конструкции сварного соединения (близкое расположение швов, неправильная разделка кромок, частое пересечение швов и т.д.).
б) Неравномерный нагрев. в) Применение устаревшей техники и технологии сварки, неверно выбран диаметр электрода, не соблюдается режим сварки, неверно выбраны способы наложения швов, низкая квалификация сварщика.
г) Тепловая усадка швов. д) Структурные изменения металла шва и околошовной зоны. е) Нарушение геометрических размеров сварных швов.
11. Определите по рисункам деформации от:
1.Продольной усадки. 2. Поперечной усадки.






ж
Критерии оценок тестирования:
Эталон
10 - 1 – в, г, д; 2 – а, б; е;
11 - 1 – а, в, г, е; 2 – б, д, ж.
К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может - неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся неправильные решенная конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. п.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. п.
Сварочные напряжения и деформации
Процесс сварки плавлением сопровождается нагреванием металла сварочного соединения, который претерпевает структурные и химические изменения. Различают три зоны соединения: зону наплавленного металла, зону термического влияния сварки и зону основного металла. Зоной термического влияния называют прилегающий к шву участок основного металла, в котором происходят структурные фазовые изменения вследствие нагрева до температуры выше 720 о С. Глубина этой зоны при ручной сварке приблизительно равна 3…6 мм, при автоматической – 2…4 мм.
Обязательным условием сварки является поддержание температуры расплавленного металла шва (стали) в интервале 1500…1600 о С.
Внутренние сварочные напряжения в сварных швах и соединениях возникают в результате линейной усадки наплавленного металла из-за неравномерного нагрева свариваемого металла и изменения объема металла при изменении его структуры. При сварке участки, окружающие место сварки, сопротивляются развитию температурных деформаций, подвергаясь сжатию. Во время затвердевания и последующего охлаждения объем металла шва уменьшается – происходит линейная усадка, но, так как он уже жестко связан с основным металлом, его усадка вызывает появление внутренних напряжений. Чем больше объем наплавленного металла, тем больше внутренние напряжения и деформации.
Величина силы сжатия определяется температурным удлинением при нагреве Δl, равном:
Δl = αlΔt,
где α = 0,000012 о С –1 – коэффициент линейного расширения для стали при t ≈ 20 о С;
Δt = t2 – t1 – разность температур до и после нагрева элемента;
l – первоначальная длина элемента.
При сварке встык двух листов стыковым швом за один проход возникают не только продольные, но и поперечные сварочные напряжения и деформации (рис. 10.11). Эпюру продольных напряжений σy можно представить как комбинацию эпюр, получающихся при наплавке шва на кромку каждого листа.
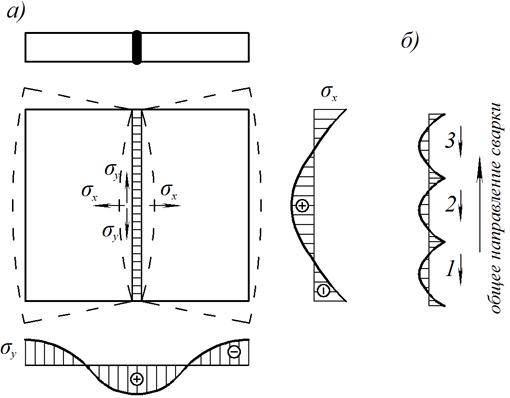
Рис. 10.11.Сварочные напряжения при соединении листов встык:
а – эпюры сварочных напряжений; б – уменьшение сварочных
напряжений обратно-ступенчатой сваркой
Поперечные напряжения σx возникают вследствие неодновременного (последовательного) наложения сварного шва по длине стыка.
Ввиду того, что сварной шов соединяет оба листа по прямой линии, создается препятствие их выгибу (штриховые линии) и возникает эпюра поперечных сварочных напряжений σx.
Для уменьшения поперечных сварочных напряжений может быть применен обратноступенчатый способ сварки, при котором шов накладывается отдельными участками, при чем направление сварки на каждом участке обратно общему направлению наложения шва.
Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений в направлении стыка (рис. 10.12). При разогреве в начале сварки детали свободно удлиняются и сближаются между собой. После наложения шва они соединяются в сближенном состоянии. При остывании шов и детали стремятся сократиться, однако концы их закреплены, из-за чего в деталях возникают большие растягивающие напряжения, способные разорвать изделие.
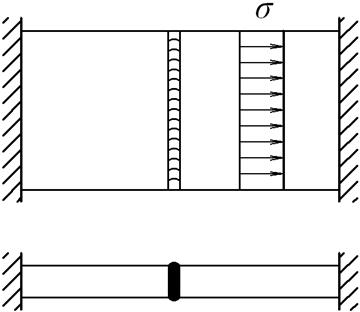
Рис. 10.12. Сварочные напряжения при
В соединениях угловыми швами также возникают сварочные напряжения и деформации. В накладываемом листе нахлесточного соединения развиваются однозначные напряжения по краям и разнозначные в середине (рис. 10.13, а). Если лист узкий, т.е. швы находятся на небольшом расстоянии друг от друга, то существенно возрастают поперечные напряжения σx.
В самих швах тоже возникают поперечные усадочные напряжения, поскольку жесткость свариваемых листов препятствует свободному сокращению шва при остывании. Внутренняя часть шва при этом оказывается растянутой, а поверхностный слой, остывающий быстрее, – сжатым (рис. 10.13, б). В многослойном угловом шве (как, впрочем, и стыковом) каждый последующий слой при остывании сжимает предыдущий, отчего усадочные напряжения уменьшаются (рис. 10.13, в).
Влияние сварочных напряжений и деформаций на качество и работу конструкций.Деформации и напряжения, образующиеся при сварке, по-разному влияют на работу конструкций. Это влияние может быть как существенным, так и незначительным, как отрицательным, так и положительным.
Если временные внутренние растягивающие деформации металла шва превышают его пластические свойства при кристаллизации, то образуются недопустимые дефекты типа горячих трещин.
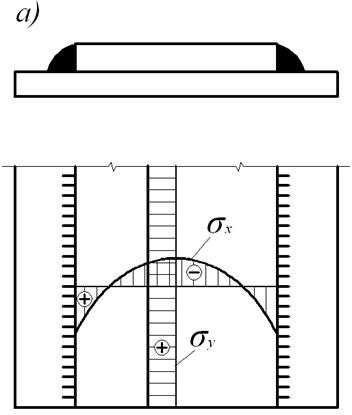
Рис. 10.13. Сварочные напряжения в угловом шве:
а – эпюры сварочных напряжений; б – однослойная сварка;
в – многослойная сварка
Остаточные сварочные деформации, как правило, ухудшают работу конструкций, приводя к отклонениям от проектных размеров. Искажение размеров элементов сварных конструкций затрудняет в некоторых случаях последующую сборку, приводя к дополнительным дорогостоящим операциям по исправлению конструкций. Однако иногда остаточные сварочные деформации могут иметь положительное влияние на работу конструкций. Например, серповидность двутавровой балки можно использовать как начальный строительный подъем.
Укорочение элементов конструкций от сварки требует изготовление деталей и узлов сварных конструкций несколько больших размеров. Величина, на которую увеличиваются размеры конструкции, называется припуском и определяется либо расчетом, либо опытным путем.
Влияние сварочных напряжений на прочность соединения. Многолетний опыт сооружения и эксплуатации стальных сварных конструкций показал, что прочность их при статической и динамической нагрузках в большинстве случаях не зависит от наличия остаточных напряжений. При остаточных напряжениях линейного характера, совпадающих по знаку с напряжениями от нагрузки, может измениться величина усилий, вызывающих местный переход напряжений за пределы текучести и появление пластических деформаций. По достижении в наиболее напряженных точках конструкции предела текучести дальнейший рост напряжений прекратится, так как произойдет перераспределение напряжений на прилежащие зоны металла. Этим обеспечивается высокая прочность сварных соединений.
При плоском однозначном поле сварочных напряжений (например, средняя зона двух листов, сваренных встык, испытывающих растяжение в двух направлениях) они препятствуют развитию пластичности при суммировании сварочных и силовых напряжений и могут вызвать хрупкое разрушение изделия. Их неблагоприятное воздействие усиливается источниками концентрации напряжений вследствие дефектов сварного шва. Особенно опасны сварочные напряжения, появляющиеся при сварке толстых изделий, так как в этом случае распределение остаточных напряжений носит объемный характер, еще более затрудняющий влияние пластичности материла на выравнивание напряжения.
Остаточные сварочные деформации, влияя на геометрическую форму конструкций и их элементов, иногда снижают их несущую способность. Такие деформации, как искривление продольной оси элементов, работающих на сжатие, грибовидность полок балок и колонн, коробление стенок балки и колонны (под действием сжимающих сварочных напряжений возникают в стенке так называемые хлопуны) могут значительно снизить значение критических нагрузок, вызывающих потерю устойчивости конструкции.
Размер остаточных деформаций зависит от технологии сборочно-сварочных работ и конструктивной формы. Последняя может иметь решающее значение, поэтому в процессе конструирования должны быть заранее известны характер ожидаемых деформаций и их ориентировочные размеры.
Читайте также: