Thermoplast p24us1vkadx инструкция по применению сварочный аппарат
Обновлено: 19.05.2024
Аппарат для электромуфтовой сварки «БАРБАРА-USB-Компакт»
Аппарат для электромуфтовой сварки “Барбара Компакт USB” – это поливалентный термопласт типа “моноблок” французской компании “J.SAURON S.A.”, предназначенный для электромуфтовой сварки газовых и водопроводных полиэтиленовых труб в трубопроводные системы при помощи электросварных фитингов.
Аппарат для электромуфтовой сварки “Барбара Компакт USB” поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемх уровнях напряжения и силы тока, что обеспечивает возможность использовать аппарата с электросварными фитингами разных производителей диаметром от 16 до 1600 мм.
Технические характеристики:
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3000 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15ºС до +45ºС,
- Защита IP54,
- Внутренняя память – 970 циклов записей – протокол/квитанция,
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – USB флеш носитель,
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
| Артикул | Наименование | Цена с НДС [руб/шт]* | Корзина |
| EFWBusb | Сварочный аппарат “БАРБАРА-USB-Компакт” (16-1600мм)(с проток.) | 393 750,00 |
Сварочный аппарат “ОНДИН-Компакт”
Сварочный аппарат “Ондин Компакт” является поливалентным термопластом типа “моноблок”, обеспечивающий электромуфтовую сварку полиэтиленовых трубопроводов при помощи деталей с закладными нагревателями без регистрации параметров сварки или возможностью хранения протоколов.
Параметры проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контроля технологического процесса сварки. Аппарат подсоединяется к генератору или к обычной электросети (источник питания: ~220 В, 50-60 Гц).
Термопласт типа “моноблок” – это сварочный аппарат в едином корпусе, который состоит из:
- микропроцессорного блока управления;
- электронного блока мощности;
- понижающего трансформатора.
Термопласт Ондин Компакт поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами (фитингами с закладными нагревателями) разных производителей.
Технические характеристики “ОНДИН-Компакт”
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3200 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15оС до +45оС,
- Защита IP 54,
- Без внутренней памяти (для модели без системы протоколирования),
- Внутренняя память – 970 циклов записей – протокол/квитанция (для модели с системой протоколирования),
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – ГАЛЕ,
- Нержавеющий корпус;
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
| Артикул | Наименование | Цена с НДС [руб/шт]* | Корзина |
| EFWBOk | Сварочный аппарат “ОНДИН-Компакт” (16-1200мм)(без проток.) | 292 500,00 | |
| EFWBOkpr | Сварочный аппарат “ОНДИН-Компакт” (16-1200мм)(с проток.) | 337 500,00 |
Электромуфтовый сварочный аппарат “Е-Мануель”
Сварочный аппарат для электромуфтовой сварки Эмили Мануэль или “Е-Мануель”, французской компании “J.SAURON S.A.”, предназначен для сварки полиэтиленовых трубопроводов, транспортирующих воду или газ, при помощи полиэтиленовых фитингов с закладными электронагревателями (электросварных фитингов).
Электромуфтовый сварочный аппарат “Е-Мanuel” имеет тип “моноблок”, т.е. имеет единый корпус, который состоит из: микропроцессорного блока управления, электронного блока мощности, и понижающего трансформатора. Благодаря единому блоку электромуфтовый сварочный аппарат “Е-Мануель” мобилен, его можно подсоединить к любой розетке 220 В, 50-60 Гц, или к мобильному генератору.
Сварочный аппарат для электромуфтовой сварки “Е-Мануель” вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами разных производителей диаметром от 16 до 1200 мм.
В аппарате используется ручной ввод параметров сварки. Благодаря наличию жидкокристаллического дисплея, вся вводимая в аппарат информация, отображается на нем, что позвояет контролировать прохождение этапов сварочного цикла.
Паспорт и инструкция по эксплуатации содержани е
1. Назначение.
Аппарат "Протва" предназначен для обеспечения и контроля электромуфтовой сварки полиэтиленовых трубопроводов систем газоснабжения, водоснабжения и технологических трубопроводов при помощи деталей с закладными нагревателями.
Конструктивно аппарат состоит из микропроцессорного блока управления, электронного регулятора напряжения и понижающего трансформатора.
Аппарат «Протва» регулирует напряжение и ток на клеммах электросварного фитинга (фитинга с закладным нагревателем), обеспечивая последний необходимым количеством энергии для правильного плавления полиэтилена и надежного сваривания контакта фитинг – труба. Аппарат позволяет работать с различными уровнями напряжения и тока, что обеспечивает возможность использования фитингов разных производителей как российских, так и зарубежных.
Информация о параметрах фитингов и параметрах сварочного цикла находится в штрих-коде фитинга и вводится в аппарат автоматически при помощи считывающего устройства, что исключает возможность неверного ввода данных оператором. Аппарат «Протва» позволяет также использовать ручной ввод данных параметров фитингов и сварочного цикла.
Дискретность изменения выходного напряжения, В …………………………….………. 0.1
Диаметр свариваемых муфт, мм ………………………………………………….………. 20 - 630
Отклонение напряжения от заданной величины, % .……………………….…. не более +,- 2
Погрешность индикации выходного напряжения, % ……………… не более +,- 2
Максимальный ток нагрузки, А ……………………………………………………………. … 100
Погрешность индикации тока, (% от максимального значения)………….…… не более +,- 2
Диапазон задания времени нагрева, с …………………………………………….….… 1 - 9999
Дискретность задания времени нагрева, с ……………………………………….…………. … 1
Отклонение времени нагрева от заданной величины, с ………………….…….. не более 0.1
Диапазон сопротивлений применяемых закладных нагревателей, Ом ……………. 0,2 - 20
Погрешность часов реального времени (с за сутки) ………………………….. не более +,- 10
Используемый штриховой код ……………………………………………….….. Interleaved 2 of 5
Число сварочных циклов, одновременно хранимых в памяти ……………….…………… 780
Время хранения информации в памяти, лет ………….…………………………. не ограничено
Время установления рабочего режима, с …………………….…..……………………….…. 30
Погрешность датчика контроля температуры отгружающего воздуха, С ……………… +,- 1
Рабочий диапазон температуры окружающей среды, С ……………….……………. -15 - +40
Напряжение питания, В …………………………………………………………………. 190 – 242
Предельно допустимое кратковременное напряжение питания
Допустимое время действия предельно допустимого напряжения питания
Частота питающей сети, Гц …………………………………………………………………. 47 - 63
Потребляемая мощность при максимальной нагрузке, КВт …………………. не более 4.5
Режим работы аппарата …………………………………………. повторно-кратковременный
Габаритные размеры, мм …………………………………………………………. 270 х 350 х 270
Масса аппарата с защитной рамой, кг ………………………………………….. .. 18
Средняя наработка на отказ, ч …………………………………………………….. не менее 500
Средний срок службы, лет …………………………………………………….…….… не менее 10
3. Комплектность.
Комплект поставки соответствует указанному в таблице 1.
Считыватель штрихового кода.
Программное обеспечение Protva Memory Reader.
Нуль-модемный кабель DB9F-DB9F.
Сумка для переноски.
4. Свидетельство о приемке.
Аппарат для сварки полиэтиленовых труб "Протва" номер _________ признан годным к эксплуатации.
Дата выпуска _______________________
Представитель ОТК _________________
Свидетельство о продаже
Организация __________________________________________
Дата продажи _______________________
Представитель_______________________
5. Гарантии изготовителя.
Гарантийный срок эксплуатации аппарата устанавливается 12 месяцев со дня ввода в эксплуатацию или по истечении гарантийного срока хранения.
Гарантийный срок хранения аппарата - 10 месяцев со дня приемки ОТК.
Безвозмездный ремонт или замена аппарата в течение гарантийного срока эксплуатации производится при условии соблюдения потребителем правил эксплуатации, транспортирования и хранения.
Срок службы аппарата - 10 лет.
Адрес изготовителя: 121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
Ежегодная проверка, гарантийное обслуживание и ремонт производится по адресу:
имеющие элементарные познания в области электротехники и знающие устройство и правила эксплуатации данного аппарата;
отчетливо представляющие себе все опасности при работе с электротехническими установками;
знающие правила техники безопасности;
знающие правила пользования защитными средствами;
знающие правила оказания первой помощи и умеющие практически оказывать первую помощь пострадавшему.
корпус аппарата должен быть обязательно соединен с корпусом электроагрегата (источником питания) и заземлен;
запрещается производить какие бы то ни было ремонтные и регулировочные работы с электрической частью аппарата в полевых условиях, касаться незащищенными частями тела неизолированных токоведущих элементов при включении аппарата в сеть;
запрещается наступать на соединительные кабели;
аппарат должен устанавливаться на сухое рабочее место;
не допускается попадание воды внутрь аппарата.
УСТАНОВКА ПАРАМЕТРОВ
СВАРКА
ПЕЧАТЬ
ПЕРСОНАЛЬНЫЙ КОМПЬЮТЕР
включить аппарат.
подключить нагрузку к аппарату, клеммные наконечники сварочного кабеля надеть на штыри фитинга.
выбрать необходимый режим работы.
нажать кнопку "СТАРТ", аппарат произведёт проверку подключенного к аппарату фитинга (если параметры были заданы посредством считывания штрихкода) и качества соединения, после чего выдаст на экран соответствующую надпись (контакт нормальный или нет).
Если контакт нормальный - повторно нажать кнопку "СТАРТ", при этом начинается процесс сварки и запускается таймер отсчета времени сварки.
УСТАНОВКА ПАРАМЕТРОВ;
СВАРКА;
КОРРЕКЦИЯ ВРЕМЕНИ;
ПЕЧАТЬ;
ПЕРСОНАЛЬНЫЙ КОМПЬЮТЕР.- “VALID” – позволяет подтвердить текущий этап и перейти к следующему;
- “STOP” – позволяет отменить текущий этап и вернуться к предыдущему;
- стрелки “вверх” и “вниз” – позволяют выбрать конкретный параметр или ввести его значение;
- стрелки “влево” и “вправо” – позволяют перемещать курсор по экрану.
- характеристики источника питания (~230В, 50-60Гц);
- при применении удлинителя, правильность соотношения сечения используемого кабеля и его длины;
- осуществить внешний осмотр с точки зрения механических повреждений;
- кабели и разъемы.
- “USB KEY” – при использовании USB флеш накопителя;
- “MEMO SAURON” – при использовании памяти “СОРОН”.
Источник тока
Устройство подачи проволоки
Блок жидкостного охлаждения горелки (опция)
Шланг-пакет
Сварочная горелка
Обратный кабель
Транспортная тележка
Источник тока
Обратный кабель
Горелка TIG с клапаном подачи газа
Источник тока
Обратный кабель
Сварочный кабель с электрододержателем- имя оператора;
- страна;
- организация;
- дата;
- уровень;
- язык;
- контроль.
- производитель фитинга;
- тип фитинга;
- диаметр;
- используемое напряжение для сварки – знаки 13-14;
- сопротивление закладных нагревателей (спиралей) – знаки15-17;
- время (длительность) сварки – знаки 19-21;
- контроль.
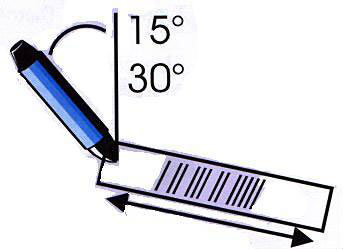
- поставить карандаш на белое поле (код можно считать справа налево, либо слева направо);
- угол наклона считывающего карандаша к плоскости штрих-кода от 15° до 30°;
- провести карандашом по всему штрих-коду, сильно не нажимать, как будто чертите слабую линию (примерно 0,5 секунды);
- в случае если с первого раза не удалось считать штрих-код, необходимо несколько раз повторить операцию.
- INNO EURO PLAS SIMO
- ALDY FRIA SLP VULC
- ALPH FUSA STGW
- C.P. +GF+ RMP
- DURA GIRP UPO
- проверить концы труб на отсутствие недопустимых повреждений, слишком большой овальности или кривизны;
- очистить полости труб от грунта, снега, камней и других посторонних предметов;
- обрезать концы труб под прямым углом;
- зачистить с помощью специального инструмента (ручного скребка или торцовочной оправки) свариваемые концы труб;
- обезжирить с помощью специальных салфеток свариваемые концы труб и при необходимости внутреннюю поверхность фитинга;
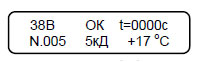
- заданное напряжение, подаваемое на фитинг;
- время, оставшееся до окончания сварки;
- номер стыка, свариваемого на этом аппарате;
- количество тепловой энергии, переданной фитингу;
- температура наружного воздуха, при котором начиналась сварка.
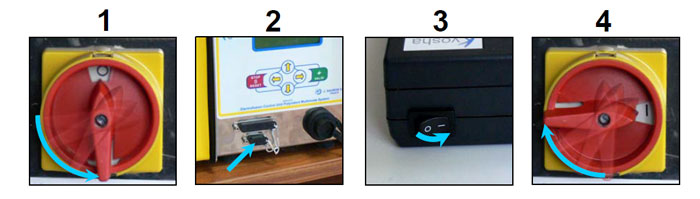
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к последовательному порту аппарата принтер;
- Включить принтер;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
- параметры напряжения источника питания;
- приветствие и выбора языка;к
- онтроль программного обеспечения аппарата и вывод на экран его версии;
- отображение / установка даты и времени.
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к USB порту аппарата флеш накопитель;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
Телефон: (495) 440-01-32, (910) 413-95-81.
Через каждые 12 месяцев эксплуатации аппарата, а также после хранения свыше 12 месяцев на складе производится проверка аппарата в соответствии с технической документацией.
Извлеките прибор из упаковки, проведите внешний осмотр, очистите от пыли, проверьте комплектность и выдержите в эксплуатационных условиях в течение двух часов.
Меры безопасности при обслуживании аппарата.
При эксплуатации аппарата должны выполняться правила электробезопасности, т.к. на него подается напряжение, опасное для жизни человека. Обслуживающий и ремонтный персонал должен быть знаком и руководствоваться в работе документом «МЕЖОТРАСЛЕВЫЕ ПРАВИЛА ПО ОХРАНЕ ТРУДА (ПРАВИЛА БЕЗОПАСТНОСТИ) ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОУСТАНОВОК» ПОТ РМ 016-2001 РД 153-34.0-03.150-00
К обслуживанию аппарата и управлению во время работы допускаются лица:
Рис.1. Аппарат «Протва» вид спереди.
1. Корпус. 2. Защитный каркас. 3. Амортизатор. 4. Индикатор. 5. Кнопка «ПАРАМЕТР».
6. Кнопка «МЕНЬШЕ». 7. Кнопка «БОЛЬШЕ». 8. Кнопка «СТАРТ». 9. Кнопка «СТОП».
10. Выключатель сети. 11. Датчик температуры окружающего воздуха.
Рис.2. Аппарат «Протва» вид сзади.
1. Сетевой кабель. 2. Силовой кабель. 3. Клемма заземления.
4. Предохранитель 25А. 5. Предохранитель 0,16 А. 6. Разъём подключения персонального компьютера.
7. Разъём подключения принтера. 8. Чехол для фотооптического карандаша. 9. Фотооптический карандаш.
10. Сетевой выключатель. 11. Табличка с номером аппарата и годом выпуска. 12. Табличка кодов брака.
9. Порядок установки аппарата.
9.1. Перед установкой аппарата на рабочее место обслуживающий персонал должен ознакомиться с правилами эксплуатации.
9.2. Для удобства эксплуатации и обслуживания аппарат может быть установлен вертикально либо горизонтально на сухой ровной поверхности.
9.3. Запрещается размещать аппарат вблизи мощных источников электромагнитных полей.
9.4. Соединительные кабели должны прокладываться таким образом, чтобы исключить возможность их повреждения.
10. Подготовка аппарата к работе
10.1. Подсоедините клеммные наконечники сварочного кабеля к штырям фитинга.
10.2. Подключите защитное заземление к клемме заземления аппарата.
10.3. Подсоедините вилку сетевого кабеля к источнику электроэнергии 220В+-10% (47-60 Гц). Сеть должна иметь СОБСТВЕННЫЙ ЗЕМЛЯНОЙ ПРОВОД, должна быть оборудована розеткой с заземляющим контактом. Допустимая нагрузка сети зависит от диаметра свариваемых фитингов и должна быть в пределах 10 – 25 А,.
10.4. Проверьте правильность и надежность подключения аппарата.
10.5. Включите питание силовой сети аппарата.
10.6. При включении сетевого напряжения питания аппарат вырабатывает звуковой сигнал, а на экране индикатора загорается надпись "ГОТОВ".
10.7. Для считывания архива сварных соединений аппарат необходимо соединить соответствующим кабелем с принтером или персональным компьютером.
11 Порядок работы.
11.1. Перед началом эксплуатации аппарата назначается и инструктируется лицо, ответственное за состояние аппарата, в ведение которого передается аппарат.
11.5. Снять клеммные наконечники с муфты после остывания сварного соединения.
11.6. В процессе сварки полиэтиленовых труб большого диаметра и высокой температуры окружающей среды может произойти перегрев аппарата. Для предотвращения этого аппарат имеет встроенную тепловую защиту, которая запрещает старт следующего цикла сварки, если температура внутри аппарата больше 70С, при этом на индикаторе появляется надпись "НЕ ГОТОВ".
Рекомендуется при сварке фитингов большого диаметра делать технологический перерыв между сварками, равный времени остывания фитинга.
12. Эксплуатация.
12.1. Краткое описание программы.
Основной режим работы программы – режим опроса кнопок и ввода считывателя штрихового кода (ШК).
Когда программа обнаруживает одну из допустимых комбинаций кнопок или правильно прочитанный ШК, она начинает работать в соответствии с выбранным режимом. Во всех случаях выход из выбранного режима осуществляется нажатием кнопки «СТОП». Более подробно об этом будет сказано ниже.
Особенности программы в основных режимах работы аппарата.
Работа программы в режиме УСТАНОВКА ПАРАМЕТРОВ.
Установка параметров осуществляется вручную или автоматически. Вручную оператор устанавливает параметры (напряжение, время нагрева, цифробуквенный код сварщика, цифробуквенный код объекта, диаметр свариваемой муфты, тип муфты) – посредством кнопок. Автоматически параметры (напряжение, время нагрева, коэффициент коррекции времени нагрева, диаметр, тип, фирму изготовитель, сопротивление свариваемой муфты) – задаются посредством считывания ШК фотооптическим карандашом.
Максимальное время нагрева - 9999 с.
Код сварщика - 5 символов
Код объекта - 5 символов
Диаметр - 7 символов
Тип фитинга - 1 символ
Считывание ШК производится в основном режиме (на экране надпись «ГОТОВ»). Оптический карандаш нужно держать под углом 60-80º к плоскости этикетки с ШК, вести карандаш необходимо плавно, не отрывая от этикетки, со скоростью примерно 7-12 см/с. Правильное считывание ШК сопровождается звуковым сигналом и на экран выводится: название фирмы, сопротивление фитинга (Ом), напряжение нагрева (В), время нагрева (с) и диаметр (мм). Если далее нажать кнопку «СТАРТ», сварка будет производиться с автоматическим заданием параметров.
Работа программы в режиме СВАРКА.
В первой фазе сварки проверяется готовность аппарата и свариваемых элементов к сварке. Подается короткий импульс напряжения и измеряется сопротивление закладного нагревателя подключенного фитинга.
7
Краткое описание программы.
БРАК (01) – ток превысил значение 115 А,
БРАК (26) – сопротивление фитинга стало меньше 0,1 Ом.
В целом контроль процесса можно разделить на четыре стадии.
первые две стадии контроля длятся 11 секунд, за это время идет проверка способности аппарата обеспечить заданную сварку. Если вывод отрицательный, процесс останавливается, не повреждая муфту. Остановка процесса свидетельствует о том, что аппарат не может обеспечить заданных параметров и сварка может быть некачественной. Следует устранить причину остановки и повторить сварку вновь.
Остановка процесса сварки в течение первых 11 секунд, - это следствие недостаточной величины напряжения питания подведенного к сетевой вилке аппарата. Часто причиной может быть удлинитель с недостаточным сечением провода при сварке больших муфт или генератор, недостаточной мощности и т.д.
БРАК (11) – за первые 6 сек, напряжение превысило заданное на 5%,
БРАК (12) – за первые 6 сек напряжение ниже заданного на 5%.
БРАК (13) – за первые 11 сек, напряжение превысило заданное на 2%,
БРАК (14) – за первые 11 сек напряжение ниже заданного на 2%,
третья стадия контроля начинается с 12 секунды процесса и продолжается до конца сварки. В этом периоде контролируется качество заданных параметров. Процесс сварки может быть остановлен, по одной из следующих причин.
БРАК (21) – напряжение на 3 сек выросло более 5%,
БРАК (22) – напряжение на 3 сек упало более 5%,
БРАК (25) – сопротивление стало больше 20 Ом,
четвёртая стадия контроля начинается с середины процесса и продолжается до конца сварки. В этом периоде контролируется качество заданных параметров и условия процесса плавления полиэтилена в фитинге. Процесс сварки дополнительно может быть остановлен, по одной из следующих причин.
БРАК (23) – ток скачком вырос на 10%, сопротивление скачком выросло на 10%,
БРАК (24) – ток скачком упал на 20%, сопротивление скачком упало на 20%.
После завершения второй фазы, независимо от того, каков был результат, в архив записываются все необходимые данные о том, как проходила сварка.
Работа программы в режиме КОРРЕКЦИЯ ВРЕМЕНИ.
В этом режиме происходит коррекция минут, часов, даты, месяца и года.
Работа программы в режиме ПЕЧАТЬ.
В этом режиме на печать выдаются данные об одной или нескольких сварках. Данная программа работает с печатающим устройством, имеющим стандартный параллельный порт.
Работа программы в режиме ПЕРСОНАЛЬНЫЙ КОМПЬЮТЕР.
Рисунок 1 Рисунок 2
Режим УСТАНОВКИ ПАРАМЕТРОВ и КОДА СВАРЩИКА.
Выбор режима из состояния аппарата ГОТОВ осуществляется нажатием кнопки ПАРАМЕТР. (Рисунок 2)
перемещение курсора увеличение на 1
на одну позицию вправо значения цифры
уменьшение на 1
выход из режима
Режим СВАРКА.
Выбор режима из состояния ГОТОВ осуществляется нажатием кнопки СТАРТ, или считыванием штрихового кода на фитинге, в первом случае параметры считаются заданные вручную, во втором – автоматически.
а) Ручное задание параметров.
Характеристики и инструкция по работе БАРБАРА-USB-Компакт
Благодаря своей конструкции, типа “моноблок”, сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет единый корпус в который входит: микропроцессор блока управления, электронный блок мощности, понижающий трансформатор. Аппарат мобилен, его легко переносить при помощи специальной ручки, расположенной на верхней части корпуса, он подключается к любой розетке с переменным напряжением 220 В, 50-60 Гц или к генератору тока.
Сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет специальный сканер для считывания параметров сварки со штрих-кода, на котором производители электросварных фитингов зашифровывают информацию о параметрах сварочного цикла, напряжения, времени сварки, что обеспечивает безопасность, свойственную данному автоматизму, исключает возможность неверного ввода данных оператором.
Штрих-код, адаптируясь к параметрам выбарнным производителем, освобождает термопласт от необходимости совершенсвоваться с изменением, либо появлением новых фитингов. Помимо ввода параметров сварочного цикла с помощью штрих-кода, муфтовый сварочный аппарат “Барбара USB Компакт” позволяет использовать ручной ввод, доступ к которому может быть закрыт.
Конструкция и органы управления БАРБАРА-USB-Компакт
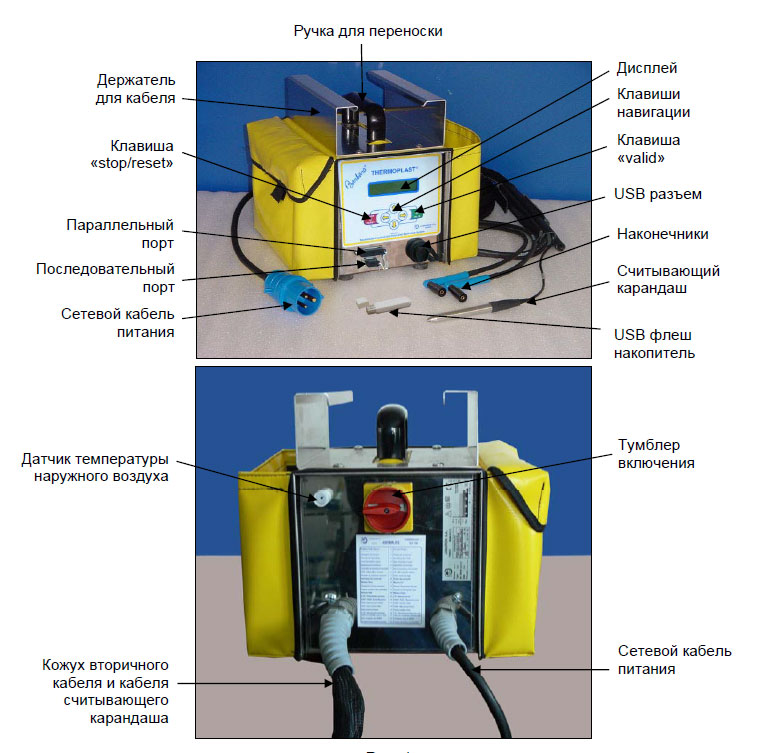
Термопласт Барбара Компакт USB выполнен в металлическом нержавеющем корпусе, защищенном чехлом желтого цвета (в последнее время аппараты поставляются без чехла, но в пластиковом ящике). На чехле имеются специальные карманы для хранения кабелей. Аппарат имеет сетевой кабель питания, вторичный кабель с наконечниками для подключения к фитингу, кабель оптического карандаша для автоматического ввода информации.
Ввод кабелей в корпус осуществляется через два гермоввода, которые находятся на задней панели аппарата и обеспечивают требуемую степень защиты корпуса и соединения. На задней панели также располагается тумблер включения аппарата.
На лицевой панели расположены ЖК-дисплей и клавиши управления. ЖК-дисплей представляет собой двухстрочный 20-ти разрядный индикатор, предоставляющий всю необходимую оператору информацию в доступном для него виде.
Управление дисплеем осуществляется при помощи следующих кнопок управления:
Подготовка аппарата к работе
Прежде чем подключить аппарат, следует проверить:
Прежде чем подключать сетевой кабель к источнику питания, убедитесь, что тумблер включения аппарата находится в положении ВЫКЛ.
При применении генератора, прежде чем перевести тумблер в положение ВКЛ следует подождать стабилизации режима работы двигателя.
Эксплуатация
Режимы работы аппарата
Для пользователя доступны три режима работы аппарата: РАБОТА, ПРОГРАМ-МИРОВАНИЕ и режим распечатки данных.
Режим ПРОГРАММИРОВАНИЕ предназначен для задания требуемых при эксплуатации рабочих параметров, которые хранятся в памяти аппарата и используются при каждом цикле сварки.
Режим РАБОТА является основным эксплуатационным режимом, в котором последовательно шаг за шагом вводятся параметры каждого этапа сварочного цикла и производится сварка.
Режим распечатки данных позволяет распечатать информацию по сваренным стыкам, хранящуюся в памяти аппарата или передать ее на персональный компьютер с помощью USB флеш накопителя.
Режим ПРОГРАММИРОВАНИЕ
Для входа в режим ПРОГРАММИРОВАНИЕ нужно:
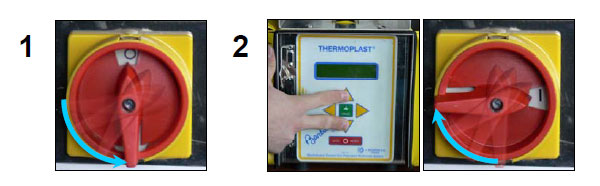
Порядок программирования аппарата Барбара Компакт USB.
При работе в режиме ПРОГРАММИРОВАНИЕ для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
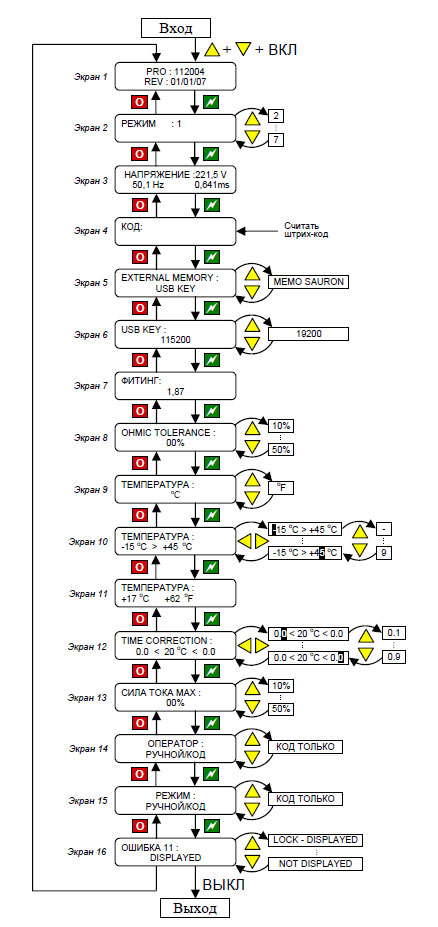
Экран 1. На дисплее отображаются дата производства аппарата (параметр PRO) и дата прохождения следующего тех. обслуживания (параметр REV).
Экран 2. Выбор сценария работы аппарата
Выбор режима происходит с помощью клавиш “вверх” и “вниз”.

Экран 3. Параметры переменного напряжения в сети.
На экране отображается значение напряжения в сети, частота и период колебания тока
Экран 4. Проверка считывания штрих-кода.
С помощью оптического карандаша считайте штрих-код. На экране отображается информация, считанная со штрих-кода
Экран 5. Тип внешней памяти.
На этом этапе с помощью клавиш “вверх” и “вниз” выбирается тип внешней памяти:
Экран 6. Скорость USB порта.
С помощью клавиш “вверх” и “вниз” выбирается скорость передачи данных через USB порт – 115200 бит/с или 19200 бит/с. Рекомендуется использовать скорость 115200 бит/с.
Экран 7. Сопротивление фитинга.
На экране отображается реальное измеренное сопротивление закладных нагревателей (спирали) фитинга.
Экран 8. Допустимый диапазон отклонения сопротивления фитинга.
С помощью клавиш “вверх” и “вниз” выбирается допустимый диапазон отклонения сопротивления фитинга считанного со штрих-кода от действительного сопротивления спирали фитинга. Диапазон отклонения указывается в процентном отклонении – от 0% до 50%. Рекомендуется использовать диапазон 10%.
Экран 9. Единица измерения температуры.
С помощью клавиш “вверх” и “вниз” можно выбрать единицу измерения температуры – в градусах Цельсия ( о C) или в градусах по Фаренгейту ( о F)
Экран 10. Диапазон рабочих температур наружного воздуха.
На этом этапе задается диапазон температур наружного воздуха (в соответствии с нормативными документами), при котором возможно производить сварочные работы. Если сварка производится при температуре наружного воздуха находящейся вне этого диапазона, аппарат выдаст ошибку №2 и не позволит производить сварку!
Для изменения значений температуры перемещайте курсор с помощью клавиш “влево” и “вправо” , выбирайте нужное значение с помощью клавиш “вверх” и “вниз”.
Экран 11. Отображение температуры наружного воздуха.
На экране отображается измеренная температура наружного воздуха в градусах Цельсия и по Фаренгейту.
Экран 12. Корректировка времени сварки.
На данном этапе устанавливаются два корректирующих время сварки коэффициента, в зависимости от температуры окружающего воздуха – один при температуре меньше 20 о C, второй – при температуре больше 20 о C. По умолчанию на заводе установлены нулевые значения коэффициентов.
Экран 13. Максимальная сила тока.
На данном этапе выставляется максимальная сила тока, выдаваемая аппаратом, в процентах от номинальной – 0%, 10%, 20%…50%.
Экран 14. Способ ввода данных оператора.
На данном этапе выбирается способ ввода данных оператора, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 15. Способ ввода параметров фитинга.
На данном этапе выбирается способ ввода параметров фитинга, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 16. Выбор режима работы аппарата при заполненной внутренней памяти.
На данном этапе выбирается режим работы аппарата при заполненной внутренней памяти (ошибка №11). Доступны следующие режимы:
“DISPLAYED” – аппарат отображает ошибку 11 и при этом позволяет проводить сварку, стирая первоначальные протоколы.
“LOCK” – “DISPLAYED” – аппарат отображает ошибку 11 и при этом блокирует возможность сварки.
“NOT DISPLAYED” – аппарат не отображает ошибку 11 и при этом производит сварку, стирая первоначальные протоколы.
Для выхода из режима ПРОГРАММИРОВАНИЯ необходимо выключить аппарат, переведя тумблер включения в положение ВЫКЛ.
Данная инструкция поможет Вам ознакомиться с Вашим сварочным аппаратом. Внимательно прочитайте данную инструкцию, чтобы знать все многочисленные возможности и
AMIG-PM-350/500 имеет модульную конструкцию и может поставляться в разной конфигурации в зависимости от потребностей заказчика.
Рис. 5-1-1: Конфигурация системы
5-2 Основные блоки
5-3 Панель управления
Панель управления понятная и простая в настройке. Выбор режимов и параметров осуществляется различными кнопками, регулировка значений параметров – вращением регулятора.Внимание! Некоторые параметры и настройки могут oтличаться от описанных в инструкции, если аппарат имеет другую версию программного обеспечения. Внимание! Использование аппарата не по назначению может привести к травмам персонала или повреждению оборудования. Используйте аппарат только в соответствии с инструкцией.
Рис. 5-3-1: Панель управления
(1) Регулятор
Регулирует значения параметров. Выбранный параметр подсвечивается индикатором; затем, вращая регулятор, установите требуемое значение выбранного параметра.
Важно! Вращение по часовой стрелке уменьшает значение параметра, вращение против часовой стрелки - увеличивает. Вращение при нажатом регуляторе – ускоренная регулировка параметра.
(2) Кнопка выбора параметров F2
Нажимая эту кнопку, выберите регулируемый параметр сварки. Выбранный параметр подсвечивается светоиндикатором. Данная кнопка переключает следующие параметры:
- Регулировка длины дуги
- Номер канала памяти
Когда выбранный параметр и регулятор (1) подсвечены светоиндикаторами, значение выбранного параметра может быть отрегулировано регулятором (1)
(3) Кнопка выбора параметров F1
- Скорость подачи проволоки
Важно! Нажимайте F1 для выбора одного из параметров и далее регулируйте значение выбранного параметра регулятором (1).
При активном дистанционном регуляторе нажимайте F1 для выбора одного из параметров и далее регулируйте значение выбранного параметра регулятором силы тока подающего устройства или дистанционного регулятора.
(4) Кнопка вызова CALL
Вызывает записанный режим сварки. Подробное описание см. далее.
(5) Кнопка записи STORE
- Для входа в меню настроек или для записи режима сварки в память (в режиме job). Подробное описание см. далее
(6) Кнопка выбора диаметра проволоки
Для выбора диаметра сварочной проволоки.
(7) Кнопки выбора синергетической кривой
Для выбора синергетической кривой, комбинация свариваемый металл – защитный газ. OP1 означает углеродистую сталь, OP2 нержавеющую сталь, OP3 используется для обновления.
(8) Кнопка выбора режима работы горелки
Для выбора режима работы горелки.
Режим работы сварочной горелки
Рис. 4-3-2: Нажмите триггер Рис.4-3-3: Удерживайте триггер Рис. 4-3-4: Отпустите триггер
P03…….Подача газа перед сваркой
P05…….Ток старта
P07…….Время падения тока: Время падения силы тока с рабочего значения до тока заварки кратера
I………..Сварочный ток
P06…….Ток заварки кратера
P08…….Время сварки точки
P04…….Подача газа после сварки
P01…….Отжиг кончика проволоки- 2-тактный режим - 4-тактный режим
- Специальный 4-тактный режим (задается ток старта и заварки кратера)
Специальный 4-тактный режим
Режим сварки точками
(9) Кнопка выбора способа сварки
Для выбора способа сварки.
(10) Индикатор кнопки F2
Когда кнопка F2 активна, она подсвечивается светоиндикатором
(11) Канал памяти Job
Для вызова режима сварки, предварительно сохраненного в канале памяти Job. Подробное описание см. далее.
(12) Индикатор скорости сварки
Данный светоиндикатор означает, что правый дисплей показывает предварительно заданную скорость сварки (см/мин). Скорость подачи проволоки и сварочный ток задаются по функции «Размер катета» (20).
(13) Индикатор сварочного напряжения
Данный светоиндикатор означает, что правый дисплей показывает сварочное напряжение. На холостом ходе дисплей показывает предварительно заданное напряжение, в процессе сварки – действительное напряжение на дуге.
(14) Индикатор длины дуги
Для корректировки длины дуги (-5.0-+5.0) регулятором (1). Данный светоиндикатор означает, что правый дисплей показывает значение длины дуги.
- короткая длина дуги
0 средняя длина дуги
+ большая длина дуги
Важно! Пределы (-5.0-+5.0) означают, что при заданной скорости подачи проволоки сварочное напряжение задается -50%~+50% от среднего значения.
(15) Индикатор температуры
Эта функция для последующих версий ПО, на данный момент не работает.
(16) Индикатор динамики дуги
Для регулировки пиков тока при импульсной MIG/MAG сварке, пределы регулировки (-5.0-+5.0).
При синергетической MIG сварке регулирует динамику дуги при корокозамкнутом переносе метала, пределы регулировки (-5.0-+5.0).
- жесткая стабильная дуга
+ мягкая дуга без брызг
(17) Индикатор скорости подачи проволоки
Данный светоиндикатор означает, что левый дисплей показывает скорость подачи проволоки (м/мин). При регулировке скорости подачи проволоки все остальные параметры подстраиваются автоматически.
(18) Индикатор сварочного тока
Данный светоиндикатор означает, что левый дисплей показывает силу сварочного тока. На холостом ходу дисплей показывает предварительно заданное значение сварочного тока, в процессе сварки – действительную силу тока сварочной дуги.
(19) Индикатор толщины металла
Данный светоиндикатор означает, что левый дисплей показывает предварительно заданную толщину свариваемого металла (мм). Скорость подачи проволоки и сварочное напряжение при этом подсчитываются, исходя из заданной толщины металла.
(20) Индикатор размера катета
Данный светоиндикатор означает, что левый дисплей показывает предварительно заданный размер катета (мм). Скорость подачи проволоки и сварочное напряжение при этом подсчитываются, исходя из заданного размера катета.
(21) Индикатор кнопки F1
Данный светоиндикатор означает, что кнопка F1 активна.
(22) Индикатор режима CALL
Данный светоиндикатор означает, что активирован режим программирования CALL.
(23) Индикатор меню настроек
Электромуфтовая сварка
Электромуфтовая сварка фитинга аппаратом “БАРБАРА-USB-Компакт”
Аппарат переходит в режим РАБОТА при простом его включении. Этот режим является основным. Здесь происходит ввод параметров конкретного сварочного цикла для одного соединения элементов трубопровода и собственно процесс сварки фитинга. Последовательность и набор операций зависит от выбранного сценария (режима) работы аппарата в режиме ПРОГРАММИРОВАНИЕ
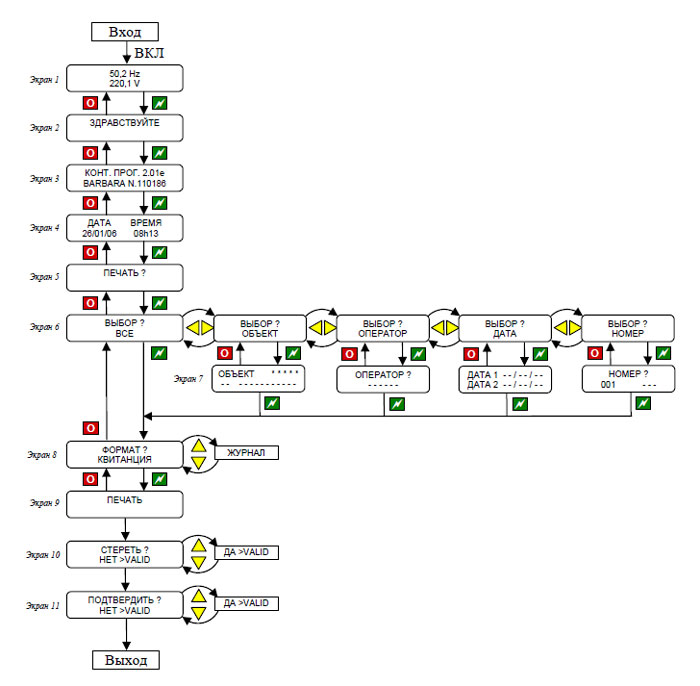
Ниже представлена схема экранных форм при работе аппарата в режиме 2.
При работе с аппаратом для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
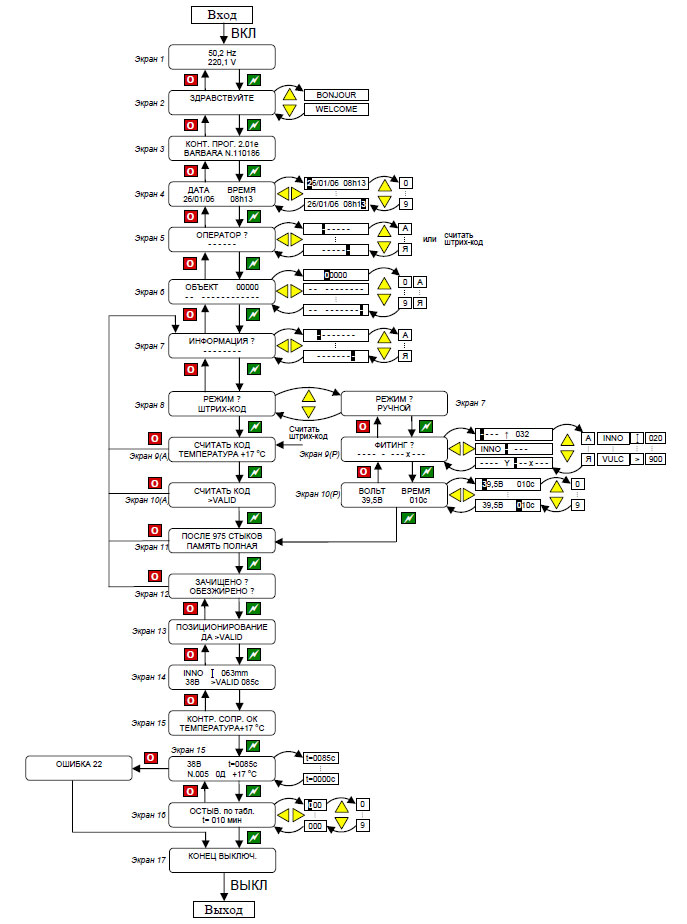
Экран 1. При включении аппарата на экране отображаются параметры напряжения источника питания – электросети или генератора.
Экран 2. Экран приветствия и выбора языка.
На данном этапе с помощью клавиш и необходимо выбрать язык, на котором в дальнейшем будет отображаться информация на дисплее. В аппарате предусмотрено три языка: русский, французский и английский
В зависимости от выбора сценария работы аппарата, экран приветствия и выбора языка может не появиться (режимы 4,5,6,7). Выбор языка возможен только в режимах 1, 2 и 3.

Экран 3. На данном этапе происходит контроль программного обеспечения аппарата и вывод на экран его версии. Также на экране отображается серийный номер аппарата.
Экран 4. Отображение / установка даты и времени.
На данном этапе происходит отображение текущих даты и времени. Также с помощью клавиш “вверх”, “вниз”, “вправо” и “влево” можно установить (изменить) дату и время.
Экран 5. Ввод идентификационных данных оператора.
Здесь вводятся идентификационные данные оператора (код оператора, либо фамилия и т.п.), который проводит сварку. Для этого отводится шесть символов.
Данные могут вводиться со штрих-кода (например, с личной магнитной карты оператора) или вручную с помощью клавиш “вверх”, “вниз”, “влево” и “вправо”, в зависимости от установок в режиме ПРОГРАММИРОВАНИЕ. Правила использования штрих-кода или магнитной карты указаны ниже.
Для автоматического ввода данных об операторе в аппарате предусмотрен ввод данных с 30-разрядного штрих-кода, стандартизированного нормами ISO. Такой штрих-код содержит следующую информацию:
Экран 6. Ввод данных об объекте.
Здесь вводятся данные об объекте (номер и название), на котором проводятся сварочные работы. Под номер отводится пять цифр, под название – два слова из двух и двенадцати символов. Данные вводятся вручную.
Экран 7. Ввод дополнительной информации.
Здесь вводится любая дополнительная информация по свариваемому стыку (например, тип фитинга: муфта, переход, отвод и т.п.). Для этого отводится восемь символов. Данные вводятся вручную.
Экран 8. Выбор режима ввода параметров фитинга и сварочного цикла.

На данном этапе с помощью клавиш и выбирается режим ввода данных фитинга и сварочного цикла – автоматический со штрих-кода, или вручную.
Ввод данных со штрих-кода
Для ввода параметров фитинга и сварочного цикла используется стандартизированный нормами ISO 24- и 26-разрядный штрих-код. 24-разрядный штрих-код. Он содержит следующую информацию:
Параметры сварочного цикла указаны в документе ISO TC 138 GT 9 N 153.

При считывании штрих-кода следует соблюдать следующие основные правила:
Если в результате выполнения указанных действий считать код не удалось, необходимо ввести параметры фитинга и сварочного цикла вручную.
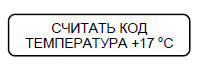
Экран 9(А). Считывание данных со штрих-кода и отображение температуры наружного воздуха.
На экране отображается температура наружного воздуха. Если она удовлетворяет нормам проведения сварочных работ, необходимо считать оптическим карандашом данные штрих-кода, руководствуясь вышеуказанными правилами использования штрих-кода. После удачного считывания штрих-кода на дисплее отображается экран 10(А) – подтверждение считанных данных.
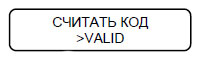
Экран 10(А). Подтверждение считанных данных.
Для подтверждения считанных данных и перехода к следующему этапу задания параметров сварочного цикла необходимо нажать клавишу
Ручной ввод данных
Если нет возможности ввести параметры фитинга и сварочного цикла со штрих-кода, то необходимо использовать ручной ввод.
При выборе ручного режима на дисплее отображается экран 9(Р) – ручной ввод параметров фитинга.
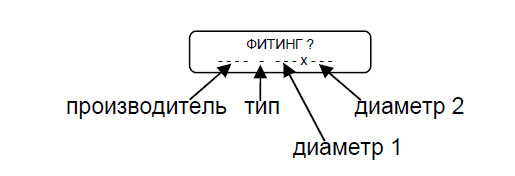
Экран 9(Р). Ручной ввод параметров фитинга.
На данном этапе вводятся три параметра фитинга: производитель, тип и диаметр.
1. Производитель. Есть возможность выбрать производителя из числа запрограммированных в аппарате семнадцати основных производителей фитингов: INNOGAZ, FRIATEC, UPONOR, GEORG FISCHER, ALDYL, SIMONA, DURAPIPE, FUSION, PLASSON, EURO STANDART и т.п.
На дисплее названия производителей представляются в сокращенном виде:
В случае если нужного производителя в списке нет, необходимо выбрать пункт с прочерками «—-» и ввести название производителя вручную.
2. Тип. Тип фитинга также выбирается из числа запрограммированных в аппарат. На дисплее типы фитингов представлены символами:
↑ : седловидное ответвление
I : муфта
] : заглушка
( : отвод
Y : переход (редукционная муфта)
Т : тройник
> : оболочка RAYTRANS
п : система Flip-Flop
3. Диаметр. Значение можно выбрать из числа запрограммированных в аппарате диаметров, либо ввести вручную, выбрав значение диаметра большее 315 мм.
Переход между вводом производителя, типа и диаметра фитинга осуществляется с помощью клавиш “влево” и “вправо”, а изменение параметров – с помощью клавиш “вверх” и “вниз”. Для подтверждения введенных параметров фитинга и для перехода к вводу параметров сварочного цикла нажмите клавишу “VALID”.
Экран 10(Р). Ввод параметров сварочного цикла.
На данном этапе вводятся напряжение, подаваемое на фитинг во время сварки, и время (длительность) сварки. Значение напряжения можно выбрать из списка запрограммированных, или ввести любое другое значение, изменив одно из стандартных.
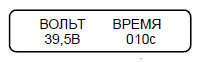
Для подтверждения введенных параметров сварки и для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 11. Информация об оставшейся свободной памяти в аппарате.
Барбара (Компакт) хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку. На данном этапе аппарат определяет объем свободной памяти и предоставляет информацию, насколько еще стыков ее хватит.
Информация представленная на экране говорит о том, что в память можно еще записать данные о 975 стыках.
Экран 12. Напоминание о необходимости проведения работ по подготовке свариваемых деталей.
На данном этапе необходимо подготовить задействованную в сварке поверхность труб и при необходимости фитинга:
Для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 13. Закрепление всего соединения в позиционере.
Аппарат напоминает, что на данном этапе происходит сборка, центровка и закрепление в позиционере труб и фитинга.
Экран 14. Контроль параметров и начало сварки.
Аппарат позволяет проконтролировать введенные параметры сварки (производитель, тип, диаметр фитинга, напряжение, подаваемое на фитинг и время сварки) и в случае согласия с ними начать процесс сварки.
Для перехода к сварке нажмите клавишу “VALID”.
Экран 15. Контроль сопротивления.
На данном этапе происходит контроль сопротивления закладных нагревателей фитинга и отображается температура наружного воздуха.
Экран 16. Отображение текущих параметров при сварке.
Во время процесса сварки на экране отображаются следующие параметры:
Для отображения текущих параметров, при которых происходит сварка, нажмите клавишу . При этом на экране отображаются реальные величины напряжения, силы тока и температуры наружного воздуха на данный текущий момент.
При успешном завершении сварки на экране появится надпись “ОК”.
При отмене процесса сварки с помощью клавиши “STOP”, аппарат выдает ошибку №22. В распечатку протокола также будет добавлена информация о преждевременном завершении процесса сварки.
Для перехода на следующий этап – этап остывания соединения – нажмите клавишу”VALID”.
Экран 17. Остывание соединения.
На данном этапе задается нормативное время остывания соединения из данных, считанных со штрих-кода на этапе задания параметров фитинга, либо вручную.
Для завершения процедуры сварки нажмите клавишу “VALID”.
Экран 18. Выключение аппарата.
Выключите аппарат с помощью тумблера включения, переведя его в положение ВЫКЛ.
Режим распечатки и передачи данных
Аппарат сохраняет в память информацию о параметрах проведенной сварки по каждому сварному стыку. Есть возможность получения этой информации в виде распечатки на бумаге, с помощью специального принтера, или передать ее на персональный компьютер с помощью USB флеш носителя.

Для распечатки хранящихся в памяти аппарата данных необходимо:
После этого аппарат, распознав подключенный принтер, переходит в режим распечатки данных, схема экранных форм которого представлена ниже.
Первые четыре экранные формы такие же, как и в основном эксплуатационном режиме РАБОТА:
Если не требуется изменять язык, дату или время, то нужно пропустить эти этапы, нажимая на клавишу “VALID”, и перейти к экрану 5.
Экран 5. Подтверждение печати.
Для подтверждения печати нажмите клавишу “VALID”.
Экран 6. Выбор способа поиска нужной для печати информации.
Поиск необходимых записей по стыкам можно осуществлять по одному из четырех параметров – по объекту, по оператору, по дате, по номеру стыка в аппарате, либо выбрать для печати информацию по всем стыкам.

Для выбора способа отбора записей используйте клавиши и , для подтверждения нажмите “VALID”.
Экран 7. Ввод информации для отбора записей.
Отбор записей по объекту
Введите информацию об объекте (номер и/или название), по которому желаете распечатать данные, используя клавиши “вверх”, “вниз”, “влево” и “вправо”.
Отбор записей по оператору
Введите идентификационную информацию оператора, данные по которому желаете распечатать.
Отбор записей по дате
Введите дату или диапазон дат, когда были сварены стыки, информацию по которым вы желаете распечатать.
Отбор записей по номеру стыка
Введите номер или диапазон номеров стыков, записи которых хранятся в аппарате, информацию по которым вы желаете распечатать.
Для подтверждения нажмите клавишу “VALID”.
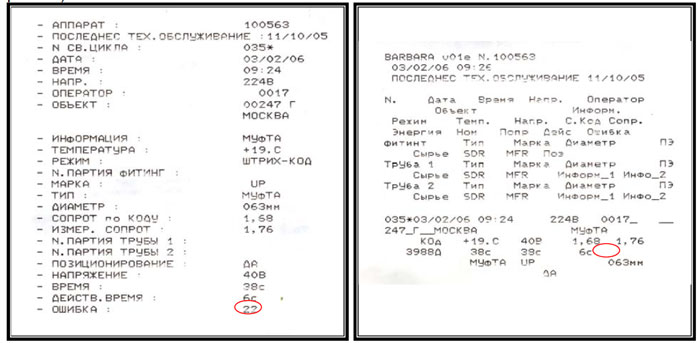
Экран 8. Выбор формы предоставления данных в распечатке.

Информация в распечатке может быть представлена в двух формах: в форме квитанции с подробной информацией по каждому стыку с описанием (слева) и в форме журнала с информацией по всем выбранным стыкам в краткой форме без подробного описания (справа).
С помощью клавиш “вверх” и “вниз” выберите необходимую форму представления данных и для начала печати нажмите клавишу “VALID”.
Экран 9. Печать
Во время печати на экране отображается надпись “печать”.
Экран 10. Обнуление памяти
После окончания печати аппарат предлагает стереть все записи в памяти.
При необходимости стереть все записи в памяти следует с помощью клавиш “вверх” и “вниз” выбрать слово “ДА” и нажать клавишу “VALID”. Все записи будут безвозвратно уничтожены!
Если происходит запрос на распечатку при отсутствии в памяти информации, аппарат выдает ошибку №14.
Если во время цикла сварки произошел сбой, номер соответствующей ошибки будет отражен в распечатке. Так, например, при преждевременной остановки процесса сварки, аппарат выдает ошибку №22. В распечатку протокола будет добавлена информация о преждевременном завершении процесса сварки.
Режим передачи данных на персональный компьютер
Предназначен для передачи протоколов сварки из внутренней памяти аппарата на персональный компьютер с помощью USB флеш накопителя.
Возможна несовместимость некоторых моделей флеш накопителей с аппаратом.
Для передачи данных необходимо:
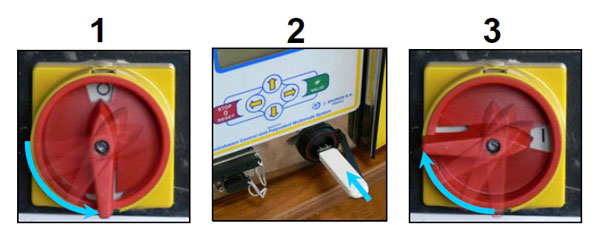
Схема экранных форм режима передачи данных.
После этого аппарат, распознав подключенный флеш накопитель (занимает несколько секунд), переходит в режим передачи данных, схема экранных форм которого представлена ниже.
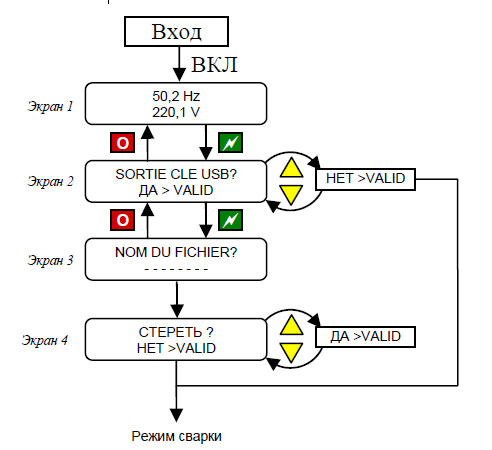
Для перехода к следующему этапу необходимо подождать несколько секунд, в течение которых аппарат распознает подключенный флеш накопитель, и нажать клавишу “VALID”.
В случае несовместимости флеш накопителя, аппарат переходит в обычный цикл задания параметров сварки.
Экран 2. Подтверждение передачи данных
Для подтверждения передачи данных выберите “ДА” и нажмите клавишу “VALID”, для отмены передачи выберите “НЕТ”.
Экран 3. Ввод имени файла.
На данном этапе необходимо ввести имя файла, который будет записан на флеш накопитель.
Экран 4. Обнуление памяти.
После окончания передачи данных аппарат предлагает стереть все записи в памяти.
Аппарат записывает на флеш накопитель файл формата *.csv. Для просмотра этого файла следует использовать программы, поддерживающие кодировку Кириллица DOS, такие как Microsoft Excel, Блокнот, настроенные на работу с файлами DOS, либо любые текстовые редакторы, работающие под операционной системой DOS.
При работе в операционной системе Windows допустимо, что не все русскоязычные символы будут отображаться правильно.
При записи файла сварочный аппарат не стирает информацию, находящуюся на флеш накопителе.
Читайте также: