Tig насадка к сварочному инвертору
Обновлено: 03.05.2024





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

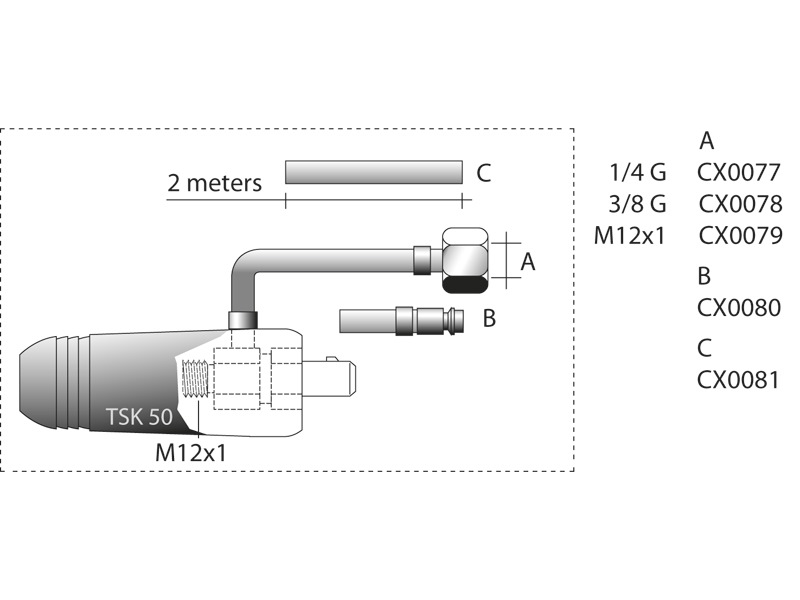
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Все о TIG-горелках

Знать всё о TIG-горелках необходимо любому сварщику. Требуется изучить особенности горелок для инвертора, сварочных вентильных и аргоновых моделей с евроразъёмом. Внимание необходимо обращать на продукцию фирмы «Сварог» и других производителей горелок.
Что это такое?
TIG-горелка — это устройство для сварки, подсоединяемое к сварочному аппарату. Процесс работы подразумевает подачу тока определённой величины. Обрабатываемый фрагмент прикрывается химически нейтральным газом, поэтому вероятность окисления сводится к нулю. Общий принцип не зависит от конкретной марки и даже модели. По умолчанию набор поставки включает так называемый шлейф (аргоновый шланг и кабель для передачи тока), но изредка встречаются модели без шлейфа – этот момент надо уточнять дополнительно.
Современные горелки:
отличаются качеством и надёжностью;
рассчитаны на эксплуатацию при очень высокой температуре;
могут подвергаться мощной электрической нагрузке, несмотря на скромную массу;



Сварка при помощи аргонного облака может производиться:
в частично автоматизированном режиме;
при полной автоматизации.
Разумеется, чем выше степень автоматизации, тем сложнее устроена конкретная сварочная горелка. Даже самые простые версии успешно держат электрод и подкачивают газ. Подобные устройства могут использовать водяной отвод тепла. Но это требует дополнительного оснащения.
Поэтому гораздо чаще встречаются системы с воздушным охлаждением.



Аргоновая горелка может относиться к вентильному типу, когда подача газа инициируется и регулируется при помощи специального крана. Альтернативное решение — использование особой кнопки. Часть конструкций оборудуется обоими средствами управления. Изготовители обычно используют разъёмы для инверторов конкретного типа. Необходимо тщательно заботиться о соответствии.
Трудности иногда возникают, когда горелку приобретают удалённо, так как не всегда в описании указывается её тип. В сложных случаях приходится перепаивать разъёмы. Внимание надо обращать на длину шлейфа. Чаще всего она составляет 4 м, изредка – 8 м. Другие длины встречаются крайне редко.
Системы с естественным отводом тепла пригодны лишь для коротких швов. Важным условием для их эксплуатации является использование тока максимум 200 А. Нарушение таких правил может приводить к чрезмерному разогреву. Жидкостное охлаждение помогает сварить очень длинный шов.
Сила тока при этом практически не ограничена.


Вентильная подача газа считается наиболее простым решением. Откручивание вентиля не вызывает никаких проблем. Многие такие модели пригодны для работы только с инвертором. Зажигание дуги инициируется обстукиванием проволоки о поверхность сварочного изделия. Вентильными горелками нельзя варить алюминий.
Модели с кнопочным управлением куда совершеннее. Переключатель чаще всего имеет несколько позиций, отвечающих за отдельные функции:
запуск сварочной дуги.
Подобные решения позволяют упростить использование и улучшают качество создаваемых швов. Устройства с вентилями и кнопками одновременно встречаются нечасто. Для начинающих пользователей они откровенно неудобны. Однако многие опытные сварщики предпочитают именно такую технику.
Её ценят за максимально широкие возможности регулирования.
Некоторые горелки оснащаются евроразъёмом. Это решение облегчает подключение модели. Однако стоимость его существенно выше, чем в модификациях со штекером. Основная область применения — профессиональная сварка в больших объёмах. Разница может касаться и того, как подаётся проволока для полуавтомата или для ручного сварочного аппарата.
Толкающий вариант подразумевает проталкивание проволоки сквозь специальный отсек. Тянущее исполнение — это протягивание присадки через особый канал внутри держателя. Ещё стоит предусматривать деление горелок:
по величине (мелкая, обычная, крупная);
жёсткому или гибкому гусаку;
степени наклона электрода;
виду подключения к сварочному рукаву;
исполнению концевика на рукаве.


Комплектующие
Популярные расходники:
аэрозоли с антипригарным эффектом;
спирали для сопел;
фиксаторы этих наконечников;
направляющие детали специального канала.
Достаточно часто используется стеклянное сопло для TIG-горелки. Продвинутые конструкции такого рода уменьшают расходование газа и позволяют работать даже в труднодоступных местах. Специальное стекло очень стойко к нагреву и служит достаточно долго. Газовая линза — это держатель цангового элемента. Разрядник для поджига можно сделать даже своими руками, используя в качестве основы промышленные устройства с рабочим напряжением от 900 до 1300 В.
Популярные модели
Востребованностью отличается Fubag TIG 17 DX25. Это современная вентильная горелка. Длина её шлейфа составляет 4 м. Прочие технические параметры:
ток не более 140 А;
охлаждение потоком воздуха;
длительность подключения не более 35% от общего времени работы.
Альтернативой можно считать FB TIG 18 от того же производителя. Шлейф этой горелки также достигает 4 м в длину. Такая модель рассчитана уже на силу тока до 320 А.
Благодаря жидкостному отводу тепла можно гарантировать включение до 100% времени.


Из продукции других марок обращает на себя внимание FoxWeld SRT-17V. Такая горелка также имеет четырёхметровый шлейф. Управление производится с помощью вентиля (кнопка не предусматривается). Наибольшая сила тока — 140 А. При переменном токе она уменьшается до 125 А, и надо учесть, что сечение электрода может составлять от 1 до 2,4 мм.
Что касается изделий популярной марки «Сварог», то среди них выделяется TECH TS 9. У этой горелки также четырёхметровый шлейф. Она рассчитана на силу тока 110 А. При этом сечение электрода составляет от 1 до 1,6 мм.
Длительность включения в сеть составляет не более 35% времени.


Существенно отличаются возможности устройства TS 26. Данная горелка оснащается уже шлейфом длиной 8 м. На неё можно подавать ток силой до 180 А. Допустимое сечение электрода 1-4 мм. Общая масса изделия составляет 4,8 кг.
Завершить обзор уместно на горелочном устройстве Kemppi FLEXLITE TX 165 G S 16M. На него возможно подавать ток до 160 А. С помощью такой модели возможно использовать электроды сечением не более 2,4 мм (из вольфрама). Охлаждение производится воздухом.
Предусмотрено наличие разъёма с 7 контактами; протяжённость шлейфа составляет 16 м.


Рекомендации по использованию
Перед подключением TIG-горелки на открытом воздухе требуется обеспечить защиту от ветрового потока. Большое значение имеет грамотная подготовка рабочей поверхности. Вести горелку под острым углом недопустимо — это сильно затруднит работу. В точке, где зажгли электрическую дугу, образуется отметка, которую придётся вычищать. Постоянный ток позволяет работать экономичнее и проваривать более глубокие швы.
На переменном токе темп работы будет меньше. Зато сменяться плюс и минус будут автоматически. Чтобы ускорить очистку от плёнки оксидов, необходимо подавать сильный ток обратной полярности. При использовании осцилляторов их питают током с напряжением 6 В. Вольфрамовые рабочие стержни предварительно затачивают.
Установка заточенных электродов на горелку производится с помощью цангового зажима. Оптимальный минутный расход аргона — 13 л. Опытные сварщики могут подбирать его индивидуально. Крепление массы производится либо на заготовке, либо на рабочем столе.
Работать надо так, чтобы от кончика электрода до обрабатываемой поверхности было минимум 0,3 см.
О том, как выбрать TIG - горелку, вы можете узнать из видео ниже.
Характеристики и выбор сварочных аппаратов для TIG-сварки
TIG-сварка широко используется при бытовых и производственных сварочных работах. Сокращение TIG произошло от слова Tungsten, что означает «вольфрамовый». Сварка TIG — это дуговой вид сварки с применением электрода из вольфрама. Сварочные аппараты с таким способом сварки имеют свои особенности. В данной статье пойдет речь о характеристиках устройств, лучших моделях, а также критериях выбора и настройке.

Особенности
Сварочные аппараты TIG работают посредством аргоно-договой сварки с использованием неплавящегося вольфрамового электрода. Если есть необходимость, то дополнительно используют прутки для формовки шва. В качестве защитного газа используется аргон с исключительными свойствами. При попадании в сварную ванну газ предотвращает окисление и появление пленки оксида. Сварочный шов получается ровным. Также стоит отметить, что аргон – один из недорогих газов, которые используют при сварке.
Принцип работы установок TIG ничем не отличается от устройств с методом ММА. При сварке между электродом и свариваемой заготовкой образуется дуга. Единственным отличием от метода ММА является подача газа в сварной рукав.
Аппараты для сварки имеют свой источник питания, в роли которого выступает инвертор. Работа устройства имеет свои отличия от обычных источников тока.
Ток из сети выпрямляется и преобразовывается, при помощи транзисторов делится на короткие участки.


TIG-инверторы оснащены бесперебойной подачей питания. Когда длина дуги розжига меняется, изменяется напряжение, когда в традиционных источниках питания изменяется сила тока. Это тоже является характерным отличием сварочных установок с TIG-сваркой.
Главные особенности установок:
- ровный, качественный шов;
- постоянный обдув газом;
- использование переменного и основного токов обратной полярности;
- настройка тока;
- использование присадочного материала для плавления более толстых заготовок;
- применение осциллятора для розжига;
- универсальность сварки подразумевает плавление любого металла;
- чистота и безопасность рабочего процесса;
- использование в узких и тесных рабочих условиях.


Рейтинг лучших моделей
Топ лучших моделей для аргоно-дуговой сварки открывает устройство Aurora Pro Inter 200 TIG/MMA. Особенности:
- ручная дуговая и аргоно-дуговая сварка;
- используется переменный и основной ток;
- напряжение — 220 В;
- напряжение холостого входа — 60 В;
- потребление мощности — 4,5 кВт;
- min и max ток сварки — 10 и 200 А;
- min и max диаметр электрода — 1,6 и 4 мм;
- наличие дисплея;
- длина проводов — 3 метра;
- защита класса IP 21;
- изоляция класса F;
- габариты — 30,2х32,8х49,8 см;
- масса — 20 кг.
СВАРОГ REAL TIG 200. Характеристики модели:
- работа на переменном и основном токах обратной полярности;
- возможность сварки методом MMA;
- min и max ток — 5 А и 160 А;
- частота тока до 250 Гц;
- режим сварки импульсом и регулировка импульсной частоты;
- высокая производительность;
- потребление мощности — 2,7 кВт;
- настройка времени подачи газа;
- подключение педали для более комфортного процесса.


СВАРОГ TECH TIG/200P AC-DC. Особенности аппарата:
- большое количество настроек и параметров;
- режимы AC, DC, Pulsec;
- max сила тока до 200 А;
- потребление мощности до 4,6 кВт;
- высокая производительность;
- установка времени подачи газа;
- высокая частота розжига дуги;
- опция горячего старта;
- регулировка частоты переменного и основного тока;
- наличие дисплея;
- прочная и надежная конструкция;
- габариты — 57х35х44 см;
- масса — 7, 8 кг;
- универсальная модель предназначена для использования профессионалами.


Оборудование Fubag INTIG/160DC. Свойства:
- min и max ток — 10 и 160 А;
- min и max размер электрода — 1,6 и 4 мм;
- мощность до 5600 Вт;
- простое интуитивное управление;
- дисплей для удобной настройки;
- регулировка частоты и скорости тока;
- установка времени продувки газом;
- режимы работы горелки — 2Т и 4Т;
- возможность принудительного охлаждения.
Устройства для TIG/MMA сварки NEON 201 AC/DC. Характеристики:
- максимальный ток до 200 А;
- min и max диаметр электрода — 1 и 4 мм;
- мощность до 6400 Вт;
- защита от перегрева;
- дисплей на передней панели;
- большое количество настроек;
- простое управление;
- напряжение холостого хода до 74 В;
- работа на переменном и основном токе;
- габариты — 32,2х19,4х44,4 см;
- масса — 14 кг.


WESTER TIG/220. Особенности модели:
- min и max сила тока — 10 и 220 А;
- min и max диаметр электрода — 1,6 и 5 мм;
- мощность до 9500 Вт;
- защита класса IP 215 от попадания пыли и влаги;
- холостое напряжение — 65 В;
- возможность плавления заготовок до 8 мм толщиной;
- сварка в TIG-MMA режимах;
- используется для работы с алюминием, бронзой, медью, сталью;
- удобная ручка для транспортировки;
- ЖК-дисплей;
- горячий старт;
- легкий и быстрый розжиг дуги;
- система охлаждения от перегрева;
- предотвращение налипания электрода к заготовке;
- регулировка мощности дуги;
- масса аппарата — 8 кг.


Устройство Solaris TIG/200 (TIG/MMA) для сварки обычным инвертором. Особенности:
- два режима работы;
- ровные качественные швы;
- сварка любых металлов, в том числе и тяжелых (сталь, никель, медь, титан);
- легкий и быстрый розжиг дуги благодаря режиму TIG HF;
- горелка оснащена кнопкой управления;
- опция PREGAS предварительно подает газ в сварочный рукав после нажатия клавиши на горелке;
- напряжение — 230 В;
- холостое напряжение — 72 В;
- потребление мощности — 3,2 кВт;
- min и max диаметр электродов — 1,6 и 4 мм;
- min и max сила тока — 10 и 200 А;
- мощность работы по звуку — 42 дБ;
- изоляция класса F;
- защита класса IP21S;
- габариты — 36х13,2х20,2 см;
- масса — 5 кг.
Сварочная установка Start 200/DC TIG Pulse. Особенности:
- работа в режимах TIG-MMA;
- сварка любых цветных металлов;
- импульсный режим;
- качественная сборка устройства;
- ровные, качественные швы;
- мощность сети до 230 В;
- возможна работы автономного генератора;
- система принудительного охлаждения защищает аппарат от перегрева;
- дисплей;
- большое количество параметров;
- простое управление.


Аппарат FOXWELD Saggio TIG/180DC PulseDigital 6000. Характеристики:
- работа в двух режимах;
- быстрый и легкий розжиг дуги;
- высокая производительность;
- функция режима импульса на основном токе;
- улучшенная стабилизация дуги на малых токах;
- дисплей и индикаторы на фронтальной панели для контроля процесса;
- цифровой индикатор, индикатор сети и перегрева;
- удобное управление и простые настройки.
Аппарат Elitech 200DC Pulse-188487. Свойства модели:
- максимальный ток до 200 А;
- мощность — 6000 Вт;
- профессиональное устройство для сварки в двух режимах TIG/MMA;
- импульсный режим;
- быстрый и легкий розжиг дуги благодаря опции HF;
- удобная панель управления с дисплеем;
- регулировка частоты переменного и основного тока;
- защита от перегрева;
- улучшенная система охлаждения.
Устройство HAMER TIG/200DC. Особенности:
- два режима сварки;
- используется для работы с цветными и твердыми металлами;
- min и max сила тока — 10 и 200 А;
- напряжение сети — 230 В;
- простая панель управления;
- легкая настройка параметров;
- большое количество опций для TIG-сварки;
- прочная и надежная конструкция;
- масса — 9 кг.
Аппарат ElandTors/200. Характеристики:
- min и max ток — 10 и 200 А;
- легкий и быстрый розжиг дуги;
- задержка газа при отключении дуги;
- анти залипание электрода;
- импульсный режим работы;
- возможность работа методом MMA;
- дополнительная комплектация расходными материалами;
- вес устройства — 9 кг.

Модель для TIG-сварки Tiger 210/AC-DC. Особенности:
- продвинутая модель с большим количеством параметров;
- работа на переменном и основном токах;
- сварка любых металлов;
- возможность работы на производственных автоматических линиях;
- опция компенсации перепада напряжения;
- максимальным диаметр электродов до 5 мм;
- вес — 8,5 кг.
Советы по выбору
Перед выбором сварочного оборудования необходимо определиться, где и при каких условиях будет использоваться аппарат. Выбрать устройство не составит труда, если опираться на следующие аспекты.
- При покупке следует обращать внимание на возможности оборудования TIG-сварки. Напряжение сети должно быть от 200 до 380 В.
- Несколько режимов для сварки переменным (AC) и основным (DC) током.
- Регулировка прямой и обратной полярности тока.
- Обязательное наличие импульсного режима сварки.
- В комплект к устройству должна входить горелка с собственной и стационарной системой охлаждения. Тип охлаждения — водяной.
- Наличие дисплея для более удобной настройки и контроля за процессом сварки.
- Двух- или четырехтактный режим сварки.
- Дополнительная возможность сварки методом GTA/MMA.
- Бесконтактный розжиг дуги будет нелишней опцией. Он пробивает промежуток дуги импульсом высокой частоты, при этом не касаясь поверхности.
- Наличие HF-осциллятора для быстрого розжига.
- Опция PREGAS позволяет предварительно подать газ и регулирует задержку обдува после отключения дуги.
- Дополнительная опция DownSlop плавно снизит отключение дуги, тем самым уменьшая кратер в конце сварного соединения.
- Опция Balance для регулировки полярности переменного тока.


Правила использования
Перед использованием аппарата необходимо очистить заготовки от пыли и грязи. Очищению подлежат боковые кромки детали и поверхность, где будет находиться сварной шов. Поверхность деталей обезжиривают.
Теперь своими руками подготавливают само устройство. Сперва необходимо установить редуктор на газовый баллон. После этого к редуктору подключают шланг подачи газа. Разъем горелки подсоединяют к минусовому входу. Кабель подключается к 5-пиновому разъему на фронтальной части оборудования.
Последним этапом является подсоединение провода массы к TIG-горелке.
Далее необходимо собрать горелку. Пошаговые действия:
- установить цанга держатель;
- в держатель устанавливается цанга;
- хвостик прикручивается не до конца;
- устанавливается сопло и электрод;
- настраивается вылет электрода;
- хвостик закручивается до конца.



После выполнения сборки горелки необходимо выставить расход газа.
Это делается исходя из условий работы и диаметра сопла. Для детали диаметром в 1 см рекомендуется расход газа 10 л/минуту. Затем можно переходить к настройке оборудования.
- Выставляется режим сварки TIG.
- Устанавливается время предварительной продувки аргоном — 0.5 сек.
- Настройка розжига — 25% от рабочего тока.
- Установка времени увеличения силы тока — 0,2-1 секунда.
- Установка тока. Настройка выполняется в зависимости от вида и толщины металла.
- Установка времени до тока заварки шва.
- Установка тока заварки шва в амперах.
- Установка времени продувки аргоном после работы.
Параметры выставлены, можно переходить к процессу сварки. Вести горелку необходимо справа налево. Если сварка выполняется без прутков, электрод размещают перпендикулярно поверхности детали. Присутствие присадочного материала подразумевает удерживание горелки под небольшим углом в 20 градусов относительно поверхности.
Обзор сварочного аппарата модели "Сварог" TECH TIG/200P AC-DC в видео ниже.
Читайте также: