Тиг сварка с углекислотой
Обновлено: 18.05.2024
Сварка TIG в углекислоте необходима, когда осуществляется стыковка заготовок из разных металлов и сплавов, или когда толщина листа составляла менее 1 мм.

Развитие технологий вызвало появление новых изделий, выполненных из стали, цветных металлов и сплавов. Но, наряду с преимуществами, возникла технологическая трудность по получению прочного неразрывного соединения. Необходимо стыковать заготовки из разных металлов и сплавов друг с другом или толщина листа составляла менее 1 мм. Для совершения таких операций применяется сварка TIG в углекислоте.
Что такое TIG-сварка
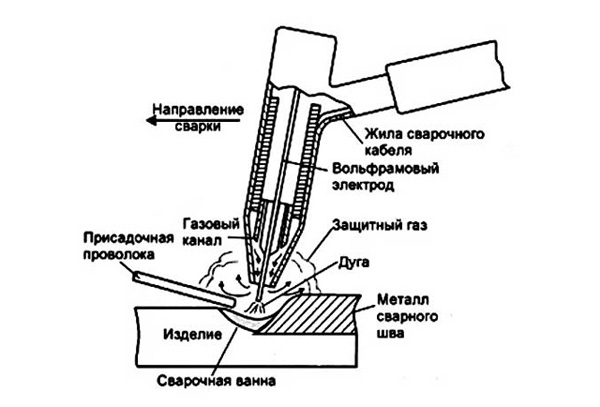
Это сварочные работы неплавящимся электродом в облаке газа. Для создания зоны общего или местного нагрева используется графитовый или вольфрамовый электрод. Температура плавления стержней значительно выше, нежели обрабатываемого материала. Защиту от кислорода воздуха обеспечивают инертные или активные газы.
Преимущества

Распространению способа способствовал ряд неоспоримых возможностей:
- соединение между собой разнородных металлов;
- надежная защита сварной ванны от внешней среды;
- стабильность показателей электродуги;
- высокое качество шва;
- возможность надежно сваривать лист металла толщиной до 0,8 мм (автомобильный);
- снижение местного нагрева и разрушения кристаллической решетки соединяемого металла.
Применяемые защитные газы
- Инертные. Самый применяемый — аргон (Ar) или гелий (He). Не оказывают химического влияния на обрабатываемые металлы.
- Активные. Углекислый газ (CO2), азот (N2) или смеси газов: аргон-кислород, аргон-водород, аргон-азот, аргон-углекислота. Оказывают активное влияние на химический состав сварочной ванны.
Использование среды защитных газов позволило:
- Визуально контролировать процесс образования шва — отсутствует препятствие в виде флюсового шлама.
- Повысить производительность.
- Уменьшить зону нагрева, снизить вероятность структурных преобразований кристаллической решетки металла.
- Механизировать и автоматизировать процесс сварки.
Один из самых доступных и дешевых — углекислый газ.
Характерные особенности метода

При нормальных условиях CO2 — это бесцветный газ без запаха и вкусовых ощущений. При небольших концентрациях безвреден, не ядовит, не взрывоопасен. Тяжелее воздуха, — плотность 1.98 кг/м³. Хорошо растворяется в воде.
Расфасовывается в баллоны 10, 20 или 40 литров. Газ в баллоне находится под давлением в жидком состоянии. Из 1 кг жидкой углекислоты получается около 505 литров газа. В промышленный 40-литровый баллон входит примерно 25 кг жидкого СО2.
Углекислый газ при высоких температурах оказывает окисляющее воздействие на металл ванны. Дополнительная реакция — науглероживание. Сильнее поддаются окислительным реакциям активные металлы: цирконий, титан, алюминий. Снизить воздействие помогает выбор определенного режима сварки.
Перед применением баллон с газом выдерживают в вертикальном положении — влага, содержащаяся в емкости, стекает на дно. Далее, углекислый газ через осушитель и редуктор направляется в зону сварки.
Функции редуктора с регулятором:
- поддерживать заданное давление;
- регулировать подаваемые объемы газа;
- измерять расход газа в единицу времени.
Возможности редуктора характеризуются:
- Предельный пропуск газа — определяет количество углекислоты, которую способен пропустить прибор в единицу времени.
- Предельное давление — показывает верхнее значение рабочего давления, до которого возможно преобразование внутренних параметров баллона.
СОВЕТ. Перед покупкой баллона необходимо определить возможности и оказываемые услуги заправочных станций. Далеко не все оборудованы для наполнения баллонов емкостью 10 или 20 литров.
Виды сварочных аппаратов

Основные — сварочный выпрямитель и сварочный инвертор. Первый прибор относится скорее к промышленному оборудованию и стоит в 2-4 раза дороже второго.
Инвертор — источник образования и питания электродуги. Принцип действия основан на преобразовании характеристик электрического тока посредством трансформатора и электронного блока, построенного на силовых транзисторах.
Аппарат, собранный по схеме инвертора, отличается от других силовых источников:
- меньшими габаритными размерами;
- улучшенные динамические показатели электродуги;
- повышение КПД;
- снижение фактора разбрызгивания расплавленного металла;
- возможность плавно менять параметры и режимы работы.
Инвертор способен производить сварку:
- MMA — электродуговая сварка электродами с покрытием в ручном режиме. Осуществляется на постоянном (DC) или переменном (AC) токе.
- MIG/MAG — сварочный процесс в облаке защитного газа с использованием специальной проволоки.
- TIG — процесс соединения деталей посредством электродуги и неплавящимся электродом в среде инертных или активных газов. Режим постоянного тока используется для стыковки сталей, переменный — алюминия.
Особенность сварки в среде углекислоты
При использовании неплавящегося электрода сварочный процесс осуществляется электродугой прямого или косвенного действия. В первом случае соединение осуществляется расплавлением основного металла стыкуемых деталей. Во втором — в зону действия дуги подается присадочная проволока.
Применение постоянного тока, в силу особенности сварочного процесса, приводит к падению мощности электродуги, нарушается устойчивость. При работе с легкоплавкими и активными металлами (алюминий, титан) происходит образование защитной тугоплавкой окисной пленки. Это приводит к нарушению нормального сварочного процесса, кромки оплавляются с трудом, шов не формируется.
Применение переменного тока (за счет периодической смены направления) позволяет создать очищающий эффект. В полупериоде происходит разрушение защитной пленки из оксидов и нитридов.
Сварка тиг углекислым газом в режиме постоянного тока применяется при прямой полярности. В этом случае большее количества тепла высвобождается на заготовке, приводя к ее оплавлению. Шов можно выполнять в любых пространственных положениях.
Преимущества ТИГ сварки аргоном

Сварка аргоном ТИГ представляет собой обособленную разновидность технологии аргоновой сварки и, согласно техническому переводу аббревиатуры Tungsten Insert Gas (TIG), обозначает ее как методику ручной электродуговой сварки в среде инертного газа аргона неплавящимся электродом из вольфрама.
Стоит обратить внимание! Иногда в технических описаниях и названиях сварочных аппаратов можно встретить и такое сокращенное название технологии аргоновой сварки неплавящимся вольфрамовым электродом как WIG, что в переводе с немецкого Wolfram Inert Gas полностью соответствует обозначению TIG.
Технология тиг сварки аргоном

В основе метода сварки аргоном TIG лежит электрическая плазменная дуга, которая является источником высокотемпературного тепла, необходимого для расплавления свариваемого металла в среде инертного газа аргона, но с неподвижным вольфрамовым электродом. По своей сути является гибридом электродуговой сварки в среде инертного газа в части нагрева и газопламенной сварки в части подачи сварочного материала.
Сварочные аппараты простой аргоновой сварки и сварки TIG по принципам работы являются практически одинаковыми, поэтому первые можно вполне считать универсальными. Различие этих аппаратов и методик лежит в устройстве сварочной горелки (уместней было бы здесь употреблять слово держатель, но так уже принято). В случае с TIG сваркой вольфрамовый электрод закреплен в конструкции горелки неподвижно, имея возможность лишь для регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
Сам процесс аргоновой TIG сварки основан на высокотемпературной плазме, которая образуется за счет прохождения больших электротоков между электродом и свариваемым металлом, образуя так называемую сварочную ванну. Для образования шва в сварочной ванне вполне хватает кромок основного материала в случае достаточной толщины или при наложении листов металла друг на друга. А вот для сваривания тонкостенных деталей и особенно встык необходимо дополнительно вводить присадочную проволоку, как правило, полностью идентичного состава свариваемому металлу.
Для того, чтобы такой процесс электросварки проходил без осложнений, используют среду инертных газов. Хотя в названии и звучит слово аргон, но вполне возможно применение и других инертных газов или специальных смесей. Так, для сварки вертикальных поверхностей и материалов толщиной более 5 мм рекомендуют применять смесь аргона и гелия. А вот в «домашних» условиях нередко используют более дешевые, так называемые активные смеси газов. Например, углекислый газ или азот, правда это уже существенно влияет на качество сварного шва.
И так же, как и для простой аргоновой сварки, так и для ТИГ метода, необходимо тщательно подготавливать свариваемые поверхности путем механической зачистки и обезжиривания. Здесь можно порекомендовать использовать в процессе подготовки различные фирменные антипригарные жидкие составы типа спреев или травильных кислот.
Области применения
Благодаря своей технологичности и высокому качеству — сварка TIG значительно потеснила традиционные методики сварки. Она нашла широкое применение в таких отраслях, как химическая, теплоэнергетическая, нефтеперерабатывающая, а для отдельных видов промышленности, к которым относятся авиационно-космическая, пищевая и автомобилестроительная, стала основной технологией сварки.

Аргоновую сварку TIG применяют для практически всех видов металлов и их сплавов, но чаще всего используют для соединения деталей и узлов:
- высокоуглеродистых легированных сталей,
- нержавеющих сталей,
- меди,
- латуни,
- бронзы,
- титана,
- алюминия и его сплавов.
А также технология TIG незаменима для сваривания деталей, состоящих из разных металлов или сплавов путем наплавления более «мягкого» материала на более тугоплавкий.
Преимущества и недостатки TIG технологии
- сварку всех марок сталей, цветных металлов и их сплавов;
- высокую устойчивость электродуги, вне зависимости от опыта сварщика;
- возможность получения сварного шва как с применением присадочной проволоки, так и полностью без нее, т. е. с долей основного материала от 0 до 1;
- возможность изменения свойств и геометрических параметров сварного шва за счет угла наклона горелки и скорости подачи или профиля и марки присадочной проволоки;
- отсутствие пор и трещин в структуре свариваемого металла;
- способность сваривать различные по составу металлы, добиваясь при этом высокого качества соединения.
При всех своих преимуществах TIG технология имеет и ряд существенных недостатков:
- небольшая скорость сварки, низкая энергоэффективность и невысокий кпд;
- высокая относительная стоимость единицы сварного шва;
- необходимость применения дополнительных устройств для начального возбуждения сварочной дуги;
- качество сварки очень чувствительно к сквозняку или ветру;
- при большой толщине свариваемого металла или при продолжительной работе горелка аппарата требует дополнительного охлаждения.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.

Для выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Хотя при сварочных работах неплавящимся электродом он по идее не должен расходоваться, но все же постепенно, пусть и очень медленно, но он «тает». Это происходит за счет постоянного испарения частиц вольфрама при воздействии высокотемпературной электродуги, а вот интенсивность процесса его износа напрямую зависит от силы установленного тока и толщины свариваемого металла.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
Тиг сварка с углекислотой


Это сварочные работы неплавящимся электродом в облаке газа. Для создания зоны общего или местного нагрева используется графитовый или вольфрамовый электрод. Температура плавления стержней значительно выше, нежели обрабатываемого материала. Защиту от кислорода воздуха обеспечивают инертные или активные газы.
Преимущества
Распространению способа способствовал ряд неоспоримых возможностей: соединение между собой разнородных металлов; надежная защита сварной ванны от внешней среды; стабильность показателей электродуги; высокое качество шва; возможность надежно сваривать лист металла толщиной до 0,8 мм (автомобильный); снижение местного нагрева и разрушения кристаллической решетки соединяемого металла.
Для TIG-метода используются защитные газы:
1. Инертные. Самый применяемый — аргон (Ar) или гелий (He). Не оказывают химического влияния на обрабатываемые металлы.
2. Активные. Углекислый газ (CO2), азот (N2) или смеси газов: аргон-кислород, аргон-водород, аргон-азот, аргон-углекислота. Оказывают активное влияние на химический состав сварочной ванны.
Использование среды защитных газов позволило: визуально контролировать процесс образования шва — отсутствует препятствие в виде флюсового шлама.; повысить производительность; уменьшить зону нагрева, снизить вероятность структурных преобразований кристаллической решетки металла; механизировать и автоматизировать процесс сварки.
При нормальных условиях CO2 — это бесцветный газ без запаха и вкусовых ощущений. При небольших концентрациях безвреден, не ядовит, не взрывоопасен. Тяжелее воздуха, — плотность 1.98 кг/м³. Хорошо растворяется в воде. Расфасовывается в баллоны 10, 20 или 40 литров. Газ в баллоне находится под давлением в жидком состоянии. Из 1 кг жидкой углекислоты получается около 505 литров газа. В промышленный 40-литровый баллон входит примерно 25 кг жидкого СО2.
Углекислый газ при высоких температурах оказывает окисляющее воздействие на металл ванны. Дополнительная реакция — науглероживание. Сильнее поддаются окислительным реакциям активные металлы: цирконий, титан, алюминий. Снизить воздействие помогает выбор определенного режима сварки. Перед применением баллон с газом выдерживают в вертикальном положении — влага, содержащаяся в емкости, стекает на дно. Далее, углекислый газ через осушитель и редуктор направляется в зону сварки.
Функции редуктора с регулятором: поддерживать заданное давление; регулировать подаваемые объемы газа; измерять расход газа в единицу времени.
СОВЕТ. Перед покупкой баллона необходимо определить возможности и оказываемые услуги заправочных станций. Далеко не все оборудованы для наполнения баллонов емкостью 10 или 20 литров.
Основные — сварочный выпрямитель и сварочный инвертор. Первый прибор относится скорее к промышленному оборудованию и стоит в 2-4 раза дороже второго.

Аппарат, собранный по схеме инвертора, отличается от других силовых источников: меньшими габаритными размерами; улучшенные динамические показатели электродуги; повышение КПД; снижение фактора разбрызгивания расплавленного металла; возможность плавно менять параметры и режимы работы.
Инвертор способен производить сварку:
1. MMA — электродуговая сварка электродами с покрытием в ручном режиме. Осуществляется на постоянном (DC) или переменном (AC) токе.
2. MIG/MAG — сварочный процесс в облаке защитного газа с использованием специальной проволоки.
3. TIG — процесс соединения деталей посредством электродуги и неплавящимся электродом в среде инертных или активных газов. Режим постоянного тока используется для стыковки сталей, переменный — алюминия.
При использовании неплавящегося электрода сварочный процесс осуществляется электродугой прямого или косвенного действия. В первом случае соединение осуществляется расплавлением основного металла стыкуемых деталей. Во втором — в зону действия дуги подается присадочная проволока.
Применение переменного тока (за счет периодической смены направления) позволяет создать очищающий эффект. В полупериоде происходит разрушение защитной пленки из оксидов и нитридов. Сварка тиг углекислым газом в режиме постоянного тока применяется при прямой полярности. В этом случае большее количества тепла высвобождается на заготовке, приводя к ее оплавлению. Шов можно выполнять в любых пространственных положениях.
TIG сварка
Многие люди слышали словосочетание ТИГ сварка и даже видели результаты ее работы, но не все знают, что именно представляет собой данное понятие. TIG сварка – это процесс соединения металла путем общего или местного нагрева, в котором используется не плавящийся вольфрамовый электрод, дуга которого защищена инертным газом. Это обеспечивает весьма высокое качество получаемого шва, так как инертный газ дает отличную защиту от воздействия внешних факторов.

ТИГ сварка металла
Область примененияБлагодаря своему высокому качеству, TIG сварка получила довольно широкую область применения. Чаще всего ее используют там, где нужна высокая ответственность. Это может быть строительная сфера, так как несущие металлоконструкции высотных зданий и прочих сооружений должны обладать высоким запасом прочности. Сюда же можно отнести мастерские по ремонту, в том числе и автомобилей. Данным способом могут проводиться практически все виды сварочных работ, но с учетом того, что он обходится дороже, чем обыкновенная ручная дуговая сварка, то в экономических целях его применяют преимущественно для сложных работ.
ПреимуществаВысокую популярность сварка ТИГ металла приобрела благодаря следующим преимуществам:
- Возможность соединять разнородные металлы, сохраняя высокий уровень качества;
- Надежная изоляция от негативных условий окружающей среды;
- Отсутствие нарушения в кристаллической решетке свариваемого металла;
- Стабильное горение дуги.
Помимо положительных качеств тут имеются еще и свои минусы:
- Сварка методом TIG оказывается неэффективной, если работа проводится на сквозняке или ветру, так как сила ветра может попросту сдувать газ;
- Если производится процесс соединения при дуге большой мощности, то горелку приходится периодически охлаждать;
- TIG сварка дает высокое ультрафиолетовое излучение, особенно, если в качестве инертного газа используется гелий.
Аргонодуговая сварка TIG, а также прочие ее разновидности являются уникальным сочетанием, которое объединяет в себе нюансы ручной дуговой и газовой сварки. Здесь не используются электроды с покрытием, так как основной защитой тут выступает инертный газ. Это объединяет данный метод с газовой сваркой, но основной силой, дающей нужную температуру, здесь выступает электрическая дуга. Покрытые электроды не используются по той причине, что покрытие не дает должный уровень защиты, а в отсыревших электродах может быть скопление водорода, что навредит шву. Вместе этого используется сварочная проволока без покрытия. Не плавящийся электрод нужен для розжига дуги.
Сначала сварщик подает газ с горелки и поджигает его. Затем зажигается электрическая дуга и сразу подается проволока, которая находится в газовой среде. Так как обе руки у мастера заняты, подает расходный материал автоматическая система, которая может регулировать скорость подачи проволоки.

Схема сварки методом ТИГ
Технология сваркиTIG сварка проводится на постоянном токе с прямой полярностью. Чтобы получить соединение высокого качества, требуется обеспечить точную сборку стыка и смещение точек не было выше, чем это допускается по технологии. Аргон чаще всего применяется для изделий толщиною до 5 мм, а для более толстых деталей нужна газовая смесь аргона с гелием или чистый гелий.
«Важно!
Чтобы повысить качество сварки, процесс совершают при минимальных режимах.»

Выбор тока для сварки методом TIG
Химический состав присадочной проволоки должен соответствовать основному металлу. Сам процесс соединения выполняется без перерыва и недопустимо выводить проволоку из защитной зоны газа. Если случился вынужденный перерыв, то следует перекрывать предыдущую зону шва на 1-2 см. защитный газ прекращается подаваться из горелки только через 10 секунд после окончания горения дуги. Это призвано сократить риск окисления поверхности.

Непрерывный процесс сварки методом ТИГ
Данная технология позволяет получить шов, в котором хорошо формируется обратный валик, вне зависимости от пространственного положения. Это отлично подходит при сварке трубопроводов. Если предстоит работа с большой толщиной металла, то сварка аргоном TIG применяется только для корневого шва. Дальнейшая наплавка производится иными способами. Если зазор между трубами составляет до 0,5 мм, то корневой слой сваривается без присадочного материала. После того как будет заварен кратер в конце, то горелка отводится в сторону, противоположную направлению шва.
Подача инертного газа производится за 20 секунд до начала сварки. Во время сварки горелка перемещается с правой стороны на левую, а присадочный материал движется навстречу движению. Амплитуда колебания вольфрамового неплавкого электрода составляет около 3 мм, а если нужно делать несколько слоев наплавки, то в последующих она увеличивается до 7 мм.
Комплект для TIG сварки включает в себя электроды от 2,4 до 3,2 мм. Сила тока регулируется от 90 до 150 А. Все характеристики определяются согласно заданным режимам сварки.
Ошибки при TIG сваркеОдной из основных ошибок является быстрое сгорание вольфрамового электрода. Это может случиться из-за выбора режима обратной полярности, недостаточному расходу газа, некорректно подобранному диаметру электрода и так далее. Основными причинами устранения являются подбор правильных режимов сварки, а также выбор качественных расходных материалов.
Также может случиться загрязнение шва вольфрамом. Оно появляется из-за того, что электрод попадает в сварочную ванну и плавится там. При слишком малом диаметре он может плавиться и без попадания в ванну. Чтобы решить данную проблему, нужно выбирать правильное положение сварки и соответствующий диаметр электрода.
Шов плохого качества случается при недостаточном снабжении сварочной ванны газом, из-за чего получается слабая защита.
Техника безопасности
В данном случае нужно соблюдать правила как газовой, так и электробезопасности. Баллон с инертным газом должен стоять на расстоянии 5-10 метров от источника пламени и легко возгораемых предметов. Он должен находиться в вертикальном положении и закреплен от падения. Обязательно нужно проверять шланги перед использованием. При работе нужно использовать средства индивидуальной защиты.
Заключение
Сварка ТИГ углекислым газом и прочие ее разновидности является одной из самых востребованных разновидностей соединения металла. Это обусловлено высоким качеством получаемых швов. Несмотря на трудоемкость и дороговизну процесса, технология активно применяется в профессиональной сфере, где к соединениям выдвигается большая ответственность.
Читайте также: