Тигпен для сварки своими руками
Обновлено: 16.05.2024
валера1963, схем разных уйма. Даже где то в архиве есть подробная схема с печаткой RE-165D. Хотелось бы все же без осциллятора обойтись. Где то читал, что большая вероятность инвертор спалить. Раз уж можно безконт. поджиг сделать без осцил. Хотелось бы узнать по подробнее.
ressirv,Перый раз слышу о безконтактном поджиге без осциллятора. Во всех TIG аппаратах осц. присутствует.
Не вижу ничего такого.
welderman, Давайте ссылку. Обсудим.
Не забываем, что есть аппараты МИГ/МАГ, ММА с функцией ТИГ и там нет осцилляторов, а только контактный поджиг.
Миротворец, безконтактный поджиг без осциллятора. Но ведь на самом деле есть аппараты с функцией TIG!
Хотя возможно осциллятора и нет, но есть какой нибудь возбудитель дуги который без разрядника, что то вроде УВК-7
ressirv,Независимо есть разрядник или нет, осциллятор вырабатывает ВВ импульсы от 4 до 7Кв. А иначе как дугу зажечь и УВК-7 не исключение. То, что Вы хотите еще не изобрели.
валера1963, я хочу зажигать дугу бесконтактным способом! Хотел купить УВК-7 но цена за предельная! Много инфы по RE165D вот думаю собрать.
ressirv,К RE-165D нужен ВВ фильтр и защитный конденсатор, без этих (прибамбасов) дугу не зажжете. На фото ВВ фильтр. А вообще этот осц. для транса с синхронизацией (для алюминия вообщем).
Прикрепленные изображения
ressirv,А какая разница в осцилляторе для инвертора и транса? Все эти (жуткие) устройства предназначены для поджига (стабилизации) дуги. Вот Вам схема (проще и надежней) не знаю. ПРС-251 (он же ТИР-251).
Для инвертора можно осциллятор попроще, несинхронизированный. Для трансформатора для сварки люминя нужен синхронизированный - основная разница. Без разрядника осциллятор сложен, дорог, геморроен. Маломощный осциллятор плохо поджигает, особенно при длинных сварочных проводах.
Всем привет!Вот схемка осциллятора для инвертора,я его собирал для своего самодельного сварочного аппарата,нормально работает,может кому пригодится,дроссель на выходе обязателен,колечко К 45 с таким же количеством витков,нужны дополнительно кондёры,варистор,для защиты сварника.
Вдогонку,в инверторах используется просто Осциллятор,он поджог дугу и выключился,в трансформаторных Осциллятор - стабилизатор,он поджог дугу и её стабилизирует т.е.постоянно работает,им нужна правильное подключение к силовой части(синхронизация).
Прикрепленные файлы
Такое дело ребята, приобрёл я для себя в гараже поварить сварочный инвертор Сварог PRO MIG 200 Synergy, аппарат имеет дополнительные функции MMA и TIG сварки, но основная его работа это MIG, да и варю в основном кузова автомобилей, недавно приобрёл аргоновую горелку, баллон с аргоном и подключил к аппарату для проверки, настроек конечно для аргоновой сварки маловато, но работать можно, даже запаял медную трубку на газовом КГИ. Аппарат не имеет осциллятора и приходилось постоянно чиркать вольфрамовым электродом о поверхность детали, вот и назрел вопрос: Возможно ли приспособить осциллятор к этому аппарату самому? Собрать самодельный или лучше купить готовый, если готовый то какой фирмы и как его правильно подсоединить? Если кто сталкивался с подобной задачей расскажите пожалуйста как решали. Может вообще и заморачиваться не стоит с этим.
Доброго времени суток! Может кто подскажет? Нашёл в Китае вроде платка осциллятора готовая для какого то аппарата! Возможно ли её подключить к инвертору? Я так понимаю туда дроссель на один из выводов инвертора ( первичку) шинкой намотать и тонким проводом вторичку к осциллятору.
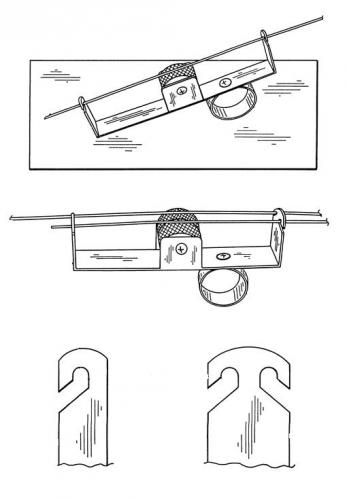
Tig PEN. приспособа для подачи присадочного прутка
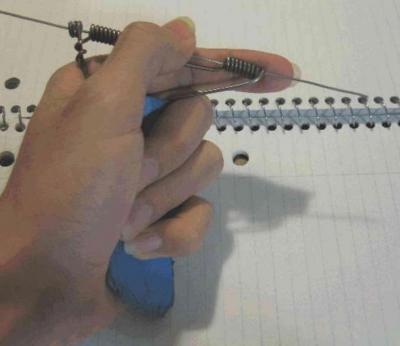
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
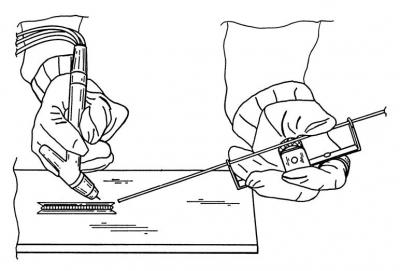
Да, спасибо. очень наглядно. Над заметить, на листе таки кончик погуливает, но зато в реальной ситуации,в родном 'окопе,' на 'бруствер' оперся.. все в цель))) Варить, так понимаю будем справа на лево?
Попадались мне анимашки, по методикам ручной подачи присадки,там другое движение, перетащу тож сюда, пусть будет в куче, глядишь кому и пргодится
По части приспособы,сдается мне, что в оригинальном варианте, у неё задачи поскромнее,не такие маштабные, точные, аккуратные.. работына небольших толщинах.
Присадкой толщиной в палец, на токах за 200 ампер, нафик такой прицел. Эт как у советского министра обороны:Точность наших ракет 100 метров, а воронка от них 300 метров, так что вероятность попадания в цель 100% ))
В реальной ситуации до такого вылета не доходит , да и скорость подачи не так высока , но если такое случается ( варить через зазор противоположную часть трубы ) , то или опора на прихватку используется , или на кромку , равно как и с подачей - или таким диаметром быстро подаёшь , или ( если зазор велик ) больший берёшь .
По поводу роликов со способами . На камеру можно как хочешь изобразить , но в реальной ситуации - чем проще , тем эффективнее и , зачастую , все "жонглёры" во время работы все финты оставляют в стороне . Для души можно поизгаляться , но когда метры отлетают , то не до выпендрёжа . Это как и с рисунком электродом .
Константин , оно само собой получается , потому что если только толкать , то кручения нет . Я уже над этим не зацикливаюсь , крутится или нет - идёт и идёт .
И справа налево , и снизу вверх , и сверху вниз (слева направо утратил навык за ненадобностью )
BelaZZ , Минут двадцать крутил пруток. Всё хорошо, но как только попадал на кривой участок, стопор.
Присадка нужна ровная, это единственный минус
sanec ,Абсолютно верно . Если попадается гнутая ( редко , но бывает ) , дохожу до изгиба , переворачиваю и с другой стороны гоню .
Сегодня забежал в мастерскую на пол часика. ну где ж ты горелкой не потыкаешь. подсадили блин на накоркотик маньяки.
Вот обещанный эскизик, для желающих приобщится ( пока близкий к оригиналу, (как я его понял ) )
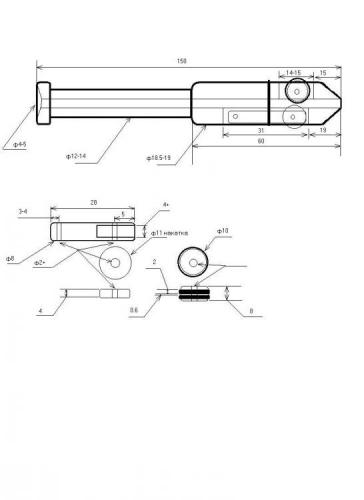
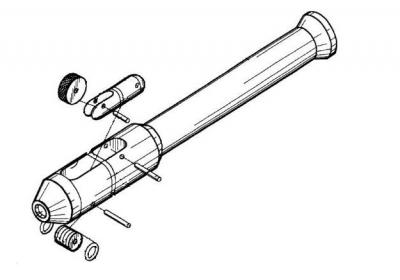
И для наглядности, картинки как он выглядит по задумке авторов.


Еси чо..мои доделки там не значительные, не требуют изменения конструкции
и не нужно никаких сложных устройств. из куска проволоки делается. кто-то на форуме уже такое делал вроде, но найти не могу.
Больше TIG PENисов хороших и разных



А вот ещё от любителей воевать комфортно
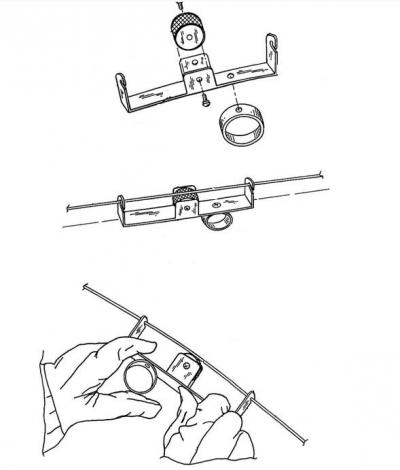
Простенько и со вкусом
BelaZZ ,Спасибо, тезка! Только вот начальство не всегда закупает пруток, а привезут катушку 2-ки . сам нарубил, выровнял и варишь- виляет она безбожно.
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
То что пруток крутится , ни на что не влияет - от этого ни тепло , ни холодно . Можно пальцем его просто толкать (когда в крагах варю , то именно так это и происходит )
Когда только начинал "аргонить" , то перебрал кучу всяких одёжек для рук . Сейчас , с высоты прожитых лет , вспоминаю эти поиски удобного с улыбкой . Когда умеешь , то и в рукавицах сделаешь стык . А приблуды - неплохое подспорье , но не преминет подвернуться ситуация , когда механизмы сыграют злую шутку .
Удовольствие от высокого качества длится дольше чем радость от
Ну и я свою технику подачи внесу и так меня учили аргонщики СССР .
Американская ну не как мне не нравится , а может все зависит от индивидуального "устройства" пальчиков каждого аргонщика .
Америка ну крайне не удобно
Ну и я и с Форсажем отработали в паре.
Валер - мастер! Я такого способа ещё не видел. То же попробую. Думал, что сегодня с прокрутом испытаю, но опять москвичи нам подгадили: завтра от них проверка приезжает и сегодня мы весь день страдали ПХД. Но завтра испытаю уже два способа. Лишь бы москвичи не задержались в наших пенатах .
С растройства сваял еще одну,)) по мотивам той смешой трубочки. гораздо лучше, ест всё.
Завтра попробую отфотить
Спасибо за видео. Постараюсь научиться. Очень понравилось. Пруток не гуляет
Нее. кино эт не моеUstas_ ,Огромный плюс за Вашу работу - собрать воедино все ухищрения "тиговцев" - на первых шагах это многим "облегчит" задачу ( в кавычках , потому что вопрос очень спорный ) . Ничто , поверьте на слово , ничто не заменит ручную подачу в "динамичном" сварочном процессе . Слишком много вводных , которые все эти "фичи" сведут на "нет" . Что самое обидное , разочарование будет горьким .
Нуу, работа не большая, в основном всё делается за 5 минут на коленке.. Мне самому было интересно, заодно с народом поделился.
Что касается 'облегчения', устройства эти конечно не панацея, но определенную пользу они могут принести, как на стадии обучения, так и в процессе выполнения каких монотонных однотипных работ, причем на базе этих закарючек, можно легко соорудить адаптер под свою руку. ручная подача, эт конечно святое, но на мой взгляд, одно другому не помеха.
Думающий спец, сходу раЗберется, какую технику ( внесения присадки) удобней использовать в данном конкретном случае. чтоб легче и качественней делать свою работу..
Чтобы новичкам правильнее понять, что такое подача проволоки вручную, наверное недостаточно просто посмотреть пару движений, но лучше сразу одеть "КРАГИ", попробовать как проволока "легко и просто" поддается твоим манипуляциям в крагах, ну и выбрать себе пару реалистичных вариантов. Да и не забыть, что в рабочей позе, с горелкой в одной руке и с присадкой в другой, все действие будет происходить вокруг маленькой расплавленной ванночки с очень близко расположенным кончиком вольфрама, в который нельзя попадать присадкой, а также нельзя выводить кончик присадки из под газовой защиты, плюс еще на практике попробовать какая скорость подачи потребуется от своих рук.
Аргонщики "СССР" наверное любили варить в вязанных, плотно облегающий и гибких перчатках - в этом случае можно себе позволить разные выкрутасы, а если надеть "американские" сварочные краги , пусть даже специально мягкие для TIG-а, то кроме просто удержания проволоки, без подачи, останется только пара "американских" вариантов.
1. Первый вариант - "Просто удержание" присадки, без проталкивания ее вперед, самый простой вариант для начинающих, самый точный и самый "недолгоиграющий";
2. Второй вариант- "Традиционная подача" присадки, - передний конец присадки удерживается между указательным и средним пальцами, а задний - в "ямке" между большим пальцем и ладонью (на видео показано стрелкой). Подача может осуществляться различными комбинациями движений, как просто проталкиванием задней части большим пальцем, так и вместе с вытягиванием передней указательным и средним, в общем зависит от удобства и навыков;
3. Третий вариант - "Хват указательным пальцем" (почему-то он так его назвал, наверное не знал что это "хват аргонщиков СССР" ), - передняя часть присадки зажимается между безымянным и средним пальцем (или мизинцем), а задняя - между большим и указательным, он не сильно хорошо им владеет, да и не удобный это вариант в крагах, наверное.
4. Четвертый вариант - "Хват Кейна" (типа по имени сварщика, который хорошо варит этим способом в Интернетах) - передняя часть прихватки зажимается между большим и безымянным пальцем, а задняя - между указательным и средним, подача осуществляется естественным способом - перехватом между двумя парами пальцев.
В вязанных перчатках (или без ), очень аккуратным и удобным может быть такой вариант подачи:
Самодельная горелка для аргоновой сварки(TIG)

Сразу за блоком охлаждения поступило желание заиметь TIG горелку CK-130 superflex. Посмотрел цены, не обрадовало… курс гривны к доллару не мал, поэтому цена выходит раза в 2 выше нежели моей китайской водоохлаждаемой 18 горелки… а еще и доставка.
Прикусив губу хотел уж было ожидать "лучших времен", но характер и желание иметь нечто подобное взяло верх. В итоге родилась идея.
Теперь от самой идеи к реализации.
В первую очередь нужно было определить размер и токовую нагрузку самой горелки. Выбор пал на среднюю серию, это 17 горелка (SR-17), вот она в моей руке с газовой линзой уже

Горелка куплена, дальше нужна трубка, в которой будет проложена силовая жила, плюс по которой будет идти газ — аргон. Причем трубка то не любая должна быть, а гибкая, даже очень гибкая. Пошел на рынок, обсмотрел все варианты, от РТИ до ПВХ… все не так, все не то… разочарованный пришел домой… полез в интернет в поисках силиконовой трубки.
Силиконовая трубка оказалась тем что нужно, но цена ее была, которую мне озвучили на одной фирме, мягко говоря неподьемной — 400 грн./м., а длину рукава я планировал около 8 м.
Но на этом руки не опустились, начал смотреть форумы, обьявления, и вот — джекпот. На одной из площадок обьявления я нашел человека, который взялся мне под заказ сделать силиконовую трубку, да еще и цена ну ОЧЕНЬ обрадовала, а когда изготовитель узнал зачем мне это, он еще и скидку сделал, потому как сам любит варить аргоном, так сказать коллега по цеху).
После 2 примерок и проб вылетела вот такая трубка в типоразмере 11х1,7мм

Трубка Очень гибкая, вот видео —
Следующим препятствием на пути стал выбор силовой жилы. По сечению определился сразу — 16 мм2, поскольку внутренний диаметр силиконового шланга — 8 мм + еще и продуваться он должен был быть. 16 мм2 с головой под эти задачи. Термостабильность меди на таком напряжении на 1 мм2 — 18А. Выходит 16 квадрат могут переварить около 280А. Такие токи нам не нужны, предполагается варить этой горелкой на токах до 120А, а дальше — уже есть 18 горелка.
Так вот, сечение это хорошо, а вот гибкость… это тоже не простая задача, как оказалось. На рынке отыскал только кабели КГ и забугорный акустический… толщина одной жилки у них оказалась 0,25 мм, что много! Большой гибкостью кабель не обладал. Не хотелось гибкость трубки упереть в гибкость жилы. Выход был очевиден — кабель ПЩ. Долго пришлось поискать, все норовят продать от 5 кг, и ценник не мал, и такой обьем мне ни к чему… в итоге мне продали добрые люди 1,5 кг, что есть около 9м.

Это ИМЕННО то что нужно! По-другому и не сказать… не пожалел ни копейки, ни минуты, которую потратил на поиск материалов. Общая картина складывалась чудесно!
Ну а дальше нудная работа — все это подружить
Через трубку протаскиваю капроновую нить, привязываю ее посредством узла веретено к ПЩ и протаскиваю. Вот несколько фото процесса
Cварочный полуавтомат Своими руками

В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
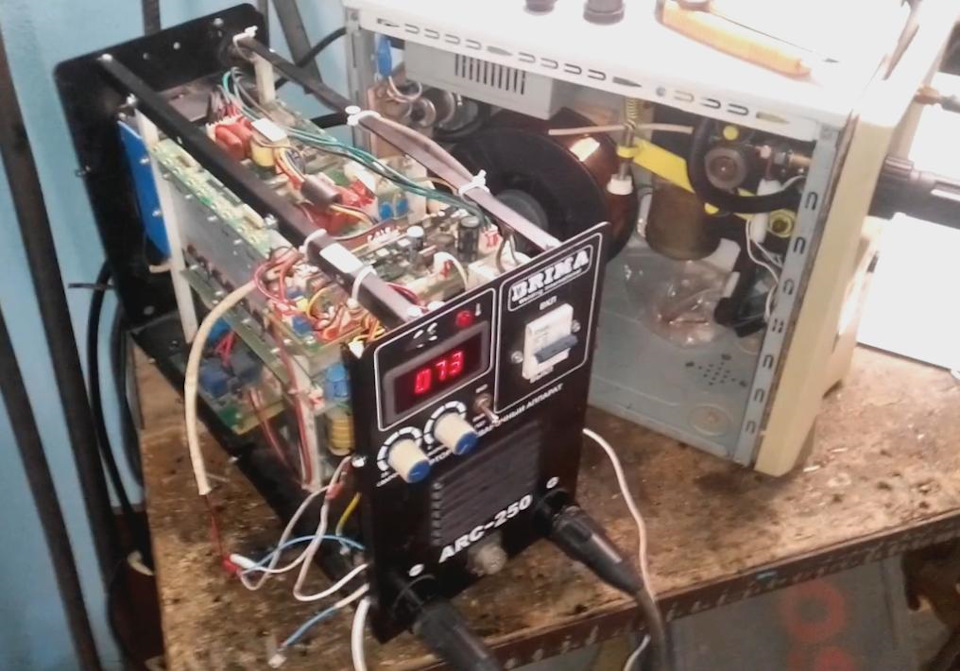
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
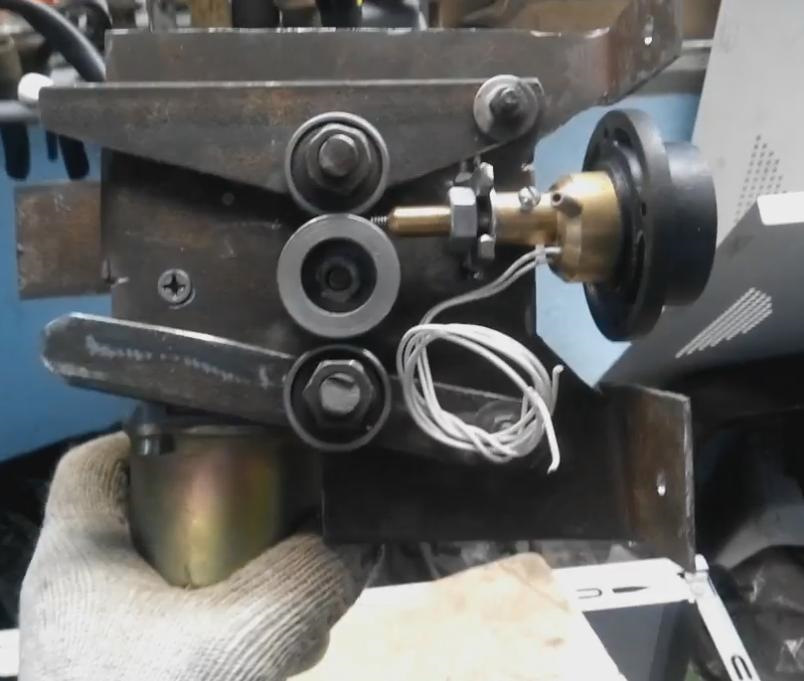
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
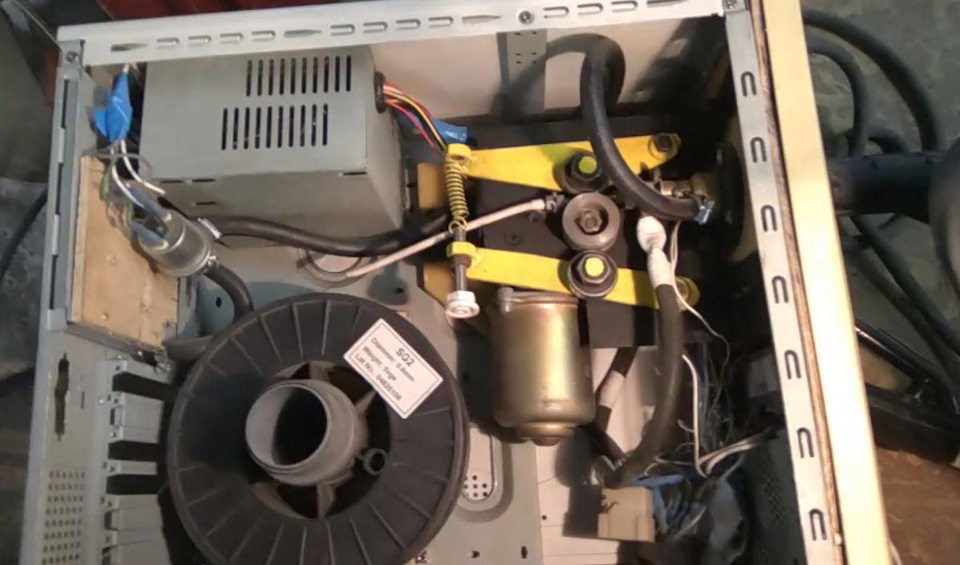


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Читайте также: