Точечная контактная импульсная сварка
Обновлено: 04.05.2024
Понятие «универсальный сварщик» говорит много хорошего об уровне квалификации специалиста. Тем не менее, это определение вовсе не тождественно тому, что для всех операций по свариванию металлов годится один и тот же аппарат. Действительно, вариантов оборудования много, и у каждого своё назначение. Наверняка многие слышали об импульсной сварке, но что это такое в деталях?
Для чего нужен импульсный сварочный аппарат, какие плюсы и минусы у оборудования, чем его получится заменить, если такое вообще возможно — на эти и другие вопросы ответим в этой статье.
В процессе сварки неразъёмное соединение металлов создаётся путём расплавления кромок. При высоких температурах на стыке металлов образуется сварочная ванна, которая при охлаждении кристаллизуется с образованием шва.
В аппаратах импульсной сварки (к примеру, FUBAG INTIG 200 DC PULSE ) повышение температуры до необходимых параметров осуществляется посредством кратковременных импульсов сварочного тока. В результате получается своеобразный точечный нагрев, затрагивающий только необходимую для соединения область без изменения характеристик прилегающих зон.
Такой метод идеально подходит для сварки металлов и сплавов, то есть для всех случаев, когда требуется выполнить максимально равномерный и прочный шов. Ниже показан результат сварки TIG-аппаратом в импульсном режиме и без него.


Как работает полуавтоматическое оборудование MIG в режиме импульсной сварки
- Исключить прямое соприкосновение свариваемого металла с присадочным материалом (чтобы не допустить короткого замыкания).
- Свести к нулю перегрев зоны сварки.
- Снизить образование брызг в результате понижения температуры нагрева в момент отрыва капли.
- Исключить варианты с прожигом изделия.
- Увеличить производительность.
- Обеспечить чистоту образования шва.
Импульсный аппарат для сварки точечно размещает металл по определенной траектории. Иными словами, каждый импульс аппарата позволяет перейти в расплав одной капле.
В процессе импульсной сварки полуавтоматом MIG в межимпульсный период величина силы тока уменьшается, благодаря чему свариваемые поверхности остывают. Таким образом, прилегающие к сварочной ванне участки не испытывают влияния структурных изменений, связанных с разогревом. Это идеальные условия для применения сварочных импульсных аппаратов для соединения листовых, в том числе тонкостенных, металлов и сплавов.

Дымообразование и разбрызгивание сводятся к минимуму. В процессе работы аппарата в сварочную ванну попадает только металл от присадочной проволоки. Такая схема образования неразъёмного соединения в разы увеличивает однородность и прочностные характеристики шва.
Самое приятное то, что импульсный сварочный аппарат могут использовать даже сварщики без многолетнего опыта. Работа оборудования при минимальных навыках мастера практически гарантирует получение добротного шва.
Эксплуатационные ограничения
Если предполагается варить низкоуглеродистые или низколегированные стали, то использовать импульсное оборудование нецелесообразно.
Помним, что в процессе переноса капли значение тока снижается и температура падает, а затем снова возрастает в момент прохождения следующего импульса. Такие тонкие настройки совершенно ни к чему во время сварки указанных сталей. Разумеется, такой режим им не навредит, а снижение разбрызгивания и дымообразования даже пойдёт на пользу, но, в общем и целом, стали низких марок прекрасно сплавляются и обычными сварочниками.
Как работает импульсная сварка TIG

Аргонодуговые сварочные аппараты с функцией импульсного нагрева (например, FUBAG INTIG 200 AC/DC PULSE) работают по тому же принципу: в цикле прохождения одного импульса металл разогревается (максимальный ток) и остывает (на токе паузы).
Импульсный режим настраивается в зависимости от толщины свариваемых металлов. Чем чаще подаётся пиковый ток, тем более концентрированной будет дуга. Это уменьшит и размер отдельных чешуек, образующих линию шва.
Обратное действие приводит к следующему: снижение частоты импульсов сварочного аппарата позволяет лучше контролировать состояние сварочной ванны (что актуально для новичков). Кроме того, понижение частоты оказывается полезным при работе импульсной сваркой в неудобных положениях.
Применение импульсного режима в оборудовании TIG

- Сваривание в импульсном режиме позволяет лучше контролировать состояние зоны расплава в сравнении с обычной TIG–сваркой.
- Скорость процесса оказывается выше, проплавление лучше, деформации прилегающих зон сводятся к минимуму, а сам шов получается более аккуратным.
- Функция используется для соединения тонколистовых металлов и сплавов, в том числе нержавейки, где требуется снизить до возможного минимума тепловложения от сварочной дуги.
- На высоких частотах TIG–дуга становится концентрированней и точнее, что улучшает и облегчает сварочный процесс.
В процессе сваривания легированных сталей образующийся шов приобретает дополнительную устойчивость к коррозии за счёт образования микрокристаллической структуры.
Импульсная и контактная сварка – особенности, преимущества и недостатки
Наибольшее распространение в современном производстве получила полуавтоматическая сварка. Ее основные достоинства – высокая производительность и широкий спектр толщин свариваемых металлов. Однако и она не лишена недостатков.
Недостатки полуавтоматической сварки
Главным минусом полуавтоматической сварки является разбрызгивание металла. Это особенно заметно при использовании углекислого газа в качестве защитного. При этом около 30 % сварочной проволоки не попадает в шов. При использовании смеси аргона с углекислым газом ситуация улучшается, но полностью проблема не решается. Брызги металла требуют зачистки и портят внешний вид изделия. Это особенно критично при работе с тонкими материалами или цветными металлами. Решить эту проблему призвана импульсная сварка.
Сварка металлов может выполняться несколькими способами: газовым пламенем, электрической дугой, электронным лучом, лазерным излучением, трением и даже ультразвуком.
Что такое импульсно-дуговая сварка
Импульсно-дуговая сварка стала возможной после изобретения инверторного источника энергии. Она представляет собой контролируемый процесс переноса металла в среде защитного газа. Такой метод используется при работе с алюминием и нержавеющей сталью. Суть его состоит в цикличном повторении следующего процесса:
- Под воздействием мощного импульса тока происходит отделение и перенос одной капли металла сварочной проволоки на изделие.
- Сила тока уменьшается до значения, позволяющего поддерживать сварочную дугу, но недостаточную для отделения и переноса металла.
- Сварочная ванна в месте соединения изделий остывает.
- Цикл повторяется.
Высокое качество швов возможно благодаря точному управлению импульсами сварочного тока. Одновременно обеспечивается отсутствие разбрызгивания. Частота импульсов варьируется в диапазоне 30-300 Герц. Каждый из них обеспечивает перенос в сварочную ванну только одной капли металла. Пример такого сварочного аппарата – MERKLE HIGHPULSE 350 DW .
Зачем нужен защитный газ
Во время процесса сварки расплавленный металл в сварочной ванне может контактировать с воздухом из окружающей среды. При этом в результате реакции с кислородом образуется оксид металла. Это пористое и хрупкое соединение. Защитный газ необходим для предотвращения его образования. Он вытесняет кислород из рабочей зоны и служит своеобразным барьером.

Аккуратный шов, заваренный импульсно-дуговой сваркой
Отличия импульсно-дуговой сварки от классической полуавтоматической
Импульсно-дуговая сварка плавящимся электродом имеет ряд отличий от классической полуавтоматической:
- импульсная сварка эффективнее;
- отсутствует разбрызгивание металла и необходимость зачистки околошовного участка;
- уменьшается выгорание металла;
- сварка возможна в любом пространственном положении, чего не может обеспечить классический способ;
- уменьшается зона температурного воздействия и, соответственно, деформация изделий.
Преимущества импульсно-дуговой сварки
- абсолютная управляемость процесса переноса металла;
- возможность работы с тонкими материалами;
- обеспечение лучшего проплавления металла;
- уменьшение перегрева металла и дымообразования.
Недостатки
- максимальная скорость подачи проволоки ниже, чем в классической полуавтоматической сварке;
- ограничен выбор защитных газов.

Контактная сварка изделий
Контактная импульсная сварка
Импульсная контактная сварка является еще одним известным способом соединения металлов. Другое ее название – резистивная сварка или сварка плавлением. Она кардинально отличается от импульсной дуговой сварки. В данном случае через два отдельных изделия импульсами пропускается электрический ток. В точке контакта соединяемых элементов из-за высокого сопротивления происходит резистивный нагрев. При увеличении силы тока температура в месте контакта изделий повышается настолько, что металл расплавляется. В итоге образуется точечный сварной шов. Для таких целей предназначена, например, машина контактной сварки BLUEWELD PCP 28 .
Контактная сварка – это эффективный и экономный способ соединения металлов. Если ограничить величину электрического тока, можно добиться слабого соединения металлов. Это явление можно использовать для прихватки деталей перед их сваркой.
Импульсная сварка является безусловным достижением технологии соединения металлов с применением электрического тока. Она позволяет качественно выполнять такие виды работ, которые не в состоянии обеспечить классическая полуавтоматическая сварка.
Что такое контактная шовная сварка?

На примере точечного либо рельефного видов, контактная сварка знакома многим сварочным специалистам.
Эти две технологии получили широкое распространение, в отличие от шовного типа.
Далее будет рассказано:
- что называют контактной шовной сваркой;
- ее отличия от роликового вида контактной сварки;
- достоинства и недостатки шовного сваривания металлов;
А также дана более подробная информация о процессе и технологических видах работы.
Общая информация
Контактной шовной сваркой называется тип сваривания, при котором используются два вращающихся электродных ролика.
Эти электроды создают большое количество сварных точек, способных отчасти перекрывать воздействие друг друга.
Создается неразъемное соединение, которое отвечает за повышенную герметичность шва.
Сварщики, которые только осваивают профессию, часто спрашивают, в чем разница между шовным типом и роликовым.
Разгадка здесь проста – это единая техника обработки металла, имеющая два разных названия.
Ее можно называть и роликовой, и шовной, оба варианта будут верны. Ведь варианты названия не изменяют сущность процесса.
Типом шовной обработки считается также конденсаторное (импульсное) контактное сваривание.
При шовном методе действующим механизмом сваривания являются электроды-ролики. Однако весь рабочий аппарат – это более сложная система механизмов.
Его принято называть «Станок для роликовой сварки».
Такая техника обработки металла довольно проста. Необходимые детали помещаются между двумя роликами, которые сжимают и с силой прокатываются по поверхности металла.
Процесс соединения происходит благодаря проходящему в роликах току, который нагревает поверхность детали.
Правда, такая методика оптимальна только для тонких металлических листов до трех миллиметров толщиной.
Применяемые для шовной технологии сваривания ролики, кроме сжимания деталей, функционируют как электроды, а потому требуют точного выбора.
В ассортименте встречаются образцы разного диаметра. Рекомендуется использовать варианты от 150 до 20 см в диаметре.
Ролики более маленьких диаметров быстро изнашиваются, требуют частой замены. Важная роль также у материала, из которого была произведена деталь.
В этом вопросе подходящими будут медь, либо бронза всех ее типов.
Содержание
Точечная и шовная (роликовая) контактная сварка являются наиболее востребованными и распространёнными способами контактной сварки. Примерно, 90% всех сварных соединений, созданных при помощи контактной сварки, приходятся на долю точечной и шовной (роликовой) сварки, потому что в этих способах соединения деталей преимущества контактной сварки, приведённые на этой странице, проявляются наиболее полным образом. Далее рассмотрим суть, технологию каждого из этих видов сварки и необходимое для этого оборудование.
Область применения
Благодаря тому, что сварочный роликовый шов обладает повышенной прочностью и герметичностью, область применения его довольно обширная. Основная сфера использования — ёмкости из листового материала, тонкостенные цельносварные трубы, герметичные отсеки и так далее.
Чаще всего подобный вид сварки используется для создания изделий из тонких листовых материалов. Толщина листов не должна превышать 3 мм. Широкое применение имеет контактная сварка в автомобильной промышленности. Так же часто производятся герметичные оболочки, обшивки и другие металлические изделия. Такой метод имеет высокую производительность. За один час можно сварить до тысячи метров материала.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Циклограмма прерывистой шовной сварки
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм. Способ прерывистой шовной сварки получил наибольшее распространение благодаря меньшему перегреву роликов и заготовок. Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
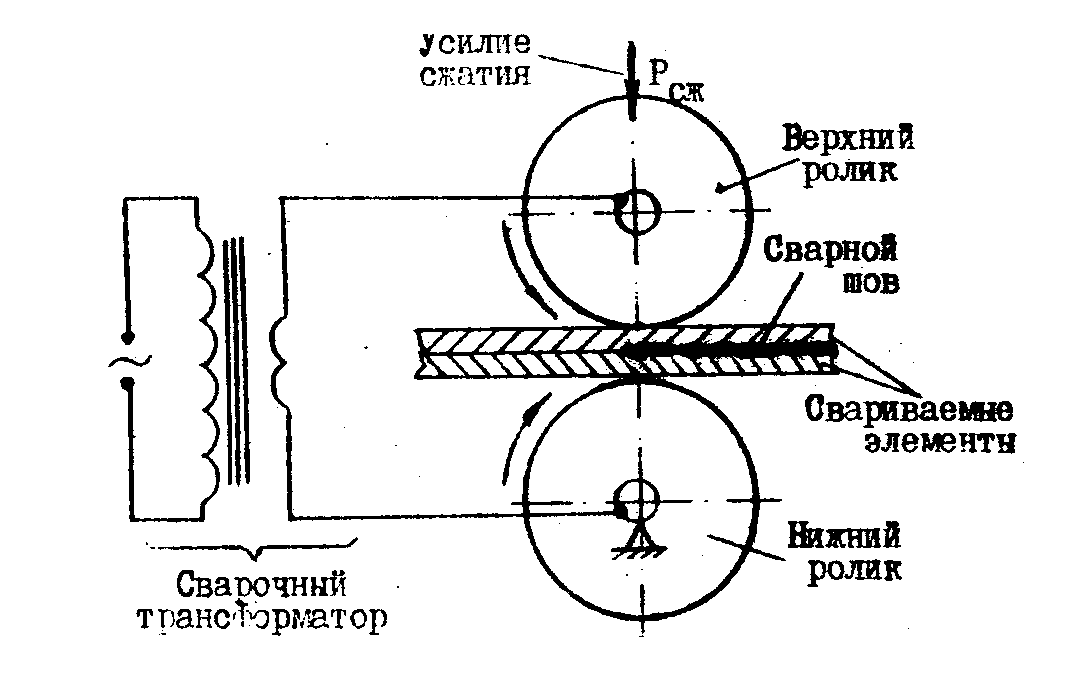
Схема шовной роликовой сварки
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Машины шовной сварки выпускаются различных модификаций
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Вместо заключения
Контактную шовную сварку смело можно назвать достаточно быстрым и простым способом обработки тонкостенных элементов.
Наличие разновидностей технологий позволяет использовать ее для разных металлов: как низколегированной стали, так и алюминиевых сплавов.
Качественное выполнение такой работы не требует высококвалифицированной специализации. Для нее хватит и короткого обучения с долей практики.
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Видео: Точечная контактная сварка
Видео: Шовная контактная сварка
Дополнительные материалы по теме:
Кол-во блоков: 17 | Общее кол-во символов: 15216
Количество использованных доноров: 5
Информация по каждому донору:
Что такое импульсная сварка и в чем преимущество этого метода?

Виды сварки
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Суть процесса

Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.

Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.

Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии — протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Читайте также: