Точечная сварка алюминиевых сплавов
Обновлено: 18.05.2024
Настоящая инструкция распространяется на контактную точечную сварку деталей из алюминиевых сплавов типов АМг, АМц, Д16 и сплавов на основе магния типов МА1, МА8, толщиной от 0,3 до 2,0 мм.
Инструкцией надлежит руководствоваться при разработке технологических процессов, изготовлении, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления и инструмент даны в Приложении.
Выполнение контактной точечной сварки должно производиться при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Материалы для изготовления электродов и подготовка электродов к сварке
Изготавливать электроды из медных сплавов марок «МК», «МСр» или «БрХЦр 0,3-0,9» ГОСТ 14111-77.
Выполнять форму контактной рабочей части электродов только сферической. Радиус сферы и диаметр электрода в зависимости от толщины свариваемых деталей выбирать согласно таблице 1.
| Толщина свариваемого материала, мм | Размеры электродов, мм | |
|---|---|---|
| Радиус сферы | Мин. диаметр электрода | |
| 0,3 | 25-50 | 12 |
| 0,5 | 25-50 | 12 |
| 0,8 | 50-75 | 16 |
| 1,0 | 50-75 | 16 |
| 1,2 | 50-75 | 20 |
| 1,5 | 75-100 | 20 |
| 2,0 | 75-100 | 25 |
Не допускать на контактной поверхности электродов рисок, вмятин, забоин.
Зачищать шлифовальной шкуркой, в процессе сварки, электроды через каждые 15-20 точек.
Контролировать радиус шаблоном форму контактной поверхности электродов (радиус сферы). По мере износа рабочей поверхности электродов они отправляются на заточку.
Производить заточку электродов на токарном станке.
Применять фигурные электроды рекомендуется при условии отсутствия остаточных деформаций изгиба и необходимой жесткости при данном усилии сжатия.
Устанавливать электроды в сварочной машине следует без смещения и перекосов одного электрода относительно другого при полном рабочем усилии на электродах.
Производить сварку деталей неравных толщин с учетом следующего требования: электрод со стороны более тонкой детали устанавливать меньшего диаметра и с меньшим радиусом сферы, чем со стороны более толстой детали.
Хранить электроды в таре, исключающей возможность повреждения их рабочих и контактных поверхностей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажным полотном, смоченным в бензине.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку свариваемых поверхностей деталей с двух сторон на ширину 15-20 мм стальной щеткой или шлифовальной шкуркой.
Протереть после механической зачистки свариваемые поверхности деталей хлопчатобумажным полотном, смоченным в бензине.
Использовать подготовленные согласно данной инструкции детали под сварку не позднее:
- 24 ч из магниевых сплавов;
- 72 ч из алюминиевых сплавов.
Не допускать не использованные за указанный срок материалы на сварку. Подвергнуть их повторной обработке.
Разрешить травление и зачистку одних и тех же деталей производить не более 3-х раз.
Подготовка машины к сварке
Установить в электрододержатели машины сварочные электроды, необходимые для сварки данного узла.
Произвести включение машины и настройку всех ее механизмов с учетом требований инструкции по эксплуатации.
Установить ориентировочный режим сварки согласно таблиц 3-8 и произвести пробную сварку технологических образцов.
Изготавливать технологические образцы из материала той же марки и того же сечения, что и свариваемые детали.
Производить подготовку технологических образцов перед сваркой согласно разделу «Подготовка деталей к сварке».
Подвергнуть сварные технологические образцы внешнему осмотру, а затем разрушению в тисках.
Производить сварку и разрушение технологических образцов в следующих случаях:
- регулярно в процессе сварки деталей, через каждые 100-150 точек, но не менее одной проверки на партию деталей;
- после длительного перерыва в работе;
- после смены электродов;
- после сварки последнего в партии узла;
- на любом этапе сварки по требованию ОТК.
Считать сварку удовлетворительной, если разрушение сварного узла происходит по основному материалу с вырывом сварного ядра.
Считать прочность узла неудовлетворительной, если разрушение образца носит характер отлипания, без вырыва сварной точки.
Приступать к сварке на отработанном режиме только после получения удовлетворительных результатов механических испытаний.
Сборка и прихватка деталей
Производить сборку деталей перед сваркой, в зависимости от сложности изделий, с использованием различных приспособлений или без них.
Изготавливать сборочные приспособления необходимые из немагнитных материалов.
Не допускать при сборке грубой подготовки деталей с образованием больших зазоров. Величины допустимых зазоров деталей различной толщины приведены в таблице 2.
| Толщина тонкой детали, мм | Зазоры на длине | ||
|---|---|---|---|
| 100 мм | 200 мм | 300 мм | |
| 0,8 | 0,4 | 0,8 | 1,2 |
| 1,0 | 0,4 | 0,8 | 1,2 |
| 1,2 | 0,4 | 0,8 | 1,2 |
| 1,5 | 0,4 | 0,8 | 1,2 |
| 2,0 | 0,3 | 0,8 | 0,9 |
Производить прихватку, в случае необходимости, на режимах, установленных для сварки данных деталей. Размеры сварных точек при прихватке и сварке должны быть равны.
Не допускать постановки клейм в местах, предназначенных для сварки.
Сварка деталей
Наблюдать в процессе работы:
- за правильностью расположения и внешним видом сварных точек;
- за процессом сварки, наружные и внутренние выплески не допускаются;
- за стоянием и чистотой рабочей поверхности электродов;
- за давлением воздушной сети по манометру;
- за интенсивностью охлаждения токоведущих элементов вторичного контура.
Не допускать прикосновения деталей при сварке к токоведущим частям машины, с тем, чтобы избежать шунтирования тока через случайные контакты.
Ставить сварные точки, при сварке двухрядных швов, рекомендуется в шахматном порядке (для меньшего шунтирования тока).
Не допускать коробления деталей при сварке, для чего необходимо:
- при сварке деталей большой протяженности начинать сварку от середины детали к краям, при этом сначала следует ставить точки, не придающие деталям жесткость;
- следить, чтобы смещение одного электрода относительно другого под действием усилием усилия сжатия было минимальным.
В таблицах 3-8 приведены ориентировочные режимы точечной сварки алюминиево-магниевых сплавов на машинах переменного тока типа «МТП», «МТПУ».
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 140-160 | — | — | 15,0-16,0 | 0,08 |
| 0,8+0,8 | 200-230 | — | — | 17,0-18,0 | 0,10 |
| 1,0+1,0 | 270-300 | — | — | 20,5-22,0 | 0,12 |
| 1,5+1,5 | 380-420 | — | — | 25,5-27,0 | 0,40 |
| 2,0+2,0 | 550-600 | — | — | 30,0-32,0 | 0,18 |
| 2,0+2,0 | 380-420 | 1000 | 0,22 | 28,0-30,0 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 130 | — | — | 16,5 | 0,08 |
| 0,8+0,8 | 190 | — | — | 18,5 | 0,10 |
| 1,0+1,0 | 250 | — | — | 22,5 | 0,12 |
| 1,5+1,5 | 340-350 | — | — | 27,5 | 0,40 |
| 2,0+2,0 | 480-500 | — | — | 32,5 | 0,18 |
| 2,0+2,0 | 400 | 1000 | 0,22 | 30,5 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 200-250 | — | — | 17,5 | — | 0,08 | — |
| 200-250 | — | — | 16,0-16,5 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 300-400 | — | — | 19,0-20,0 | — | 0,1 | — |
| 300-350 | — | — | 18,0-18,5 | 0,04 | 0,1 | 0,14 | |
| 1,0+1,0 | 400-500 | — | — | 24,0-25,0 | — | 0,12 | — |
| 300-400 | — | — | 23,0-24,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 600-750 | — | — | 30,0-31,0 | — | 0,16 | — |
| 500-650 | — | — | 29,0-30,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1000 | 0,24 | 27,0-28,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1200 | 0,18 | 28,0-29,0 | — | 0,16 | — | |
| 2,0+2,0 | 750-900 | — | — | 35,0-36,0 | — | 0,20 | — |
| 650-800 | — | — | 33,0-34,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1200 | 0,32 | 31,0-32,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1500 | 0,24 | 32,0-33,0 | — | 0,20 | — | |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 180 | — | — | 17,0 | — | 0,08 | — |
| 160 | — | — | 16,0 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 280 | — | — | 19,0 | — | 0,10 | — |
| 240 | — | — | 18,0 | 0,04 | 0,10 | 0,14 | |
| 1,0+1,0 | 360 | — | — | 24,0 | — | 0,12 | — |
| 280 | — | — | 23,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 520 | — | — | 30,0 | — | 0,16 | — |
| 440 | — | — | 29,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1000 | 0,24 | 27,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1200 | 0,18 | 28,0 | — | 0,16 | — | |
| 2,0+2,0 | 640 | — | — | 35,0 | — | 0,20 | — |
| 560 | — | — | 33,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1200 | 0,32 | 31,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1500 | 0,24 | 32,0 | — | 0,20 | — | |
| Толщина детали, мм | Ток сварочный действительный, кА | Длительность импульса, с | Усилие сжатия электродов, кг | |
|---|---|---|---|---|
| МА8 | МА1 | |||
| 0,8+0,8 | 18,0 | 17,0 | 0,08 | 250 |
| 1,0+1,0 | 21,0 | 19,0 | 0,10 | 300 |
| 1,5+1,5 | 25,0 | 23,0 | 0,12 | 350 |
| 2,0+2,0 | 28,0 | 26,0 | 0,14 | 500 |
| 2,5+2,5 | 31,0 | 29,0 | 0,18 | 550 |
| Толщина тонкой детали в пакете, мм | Диаметр литого ядра сварной точки, мм | Шаг точек, мм (минимальный) | Расстояние между рядами точек, мм | Минимальные размеры нахлестки, мм | Минимальное расстояние от центра точки до кромки нахлестки, мм | |
|---|---|---|---|---|---|---|
| Для однорядного шва | Для двухрядного шва в шахматном порядке | |||||
| 0,3 | 2,5+1,0 | 8,0 | 7,0 | 8,0 | 15,0 | 4,0 |
| 0,5 | 3,0+1,0 | 10,0 | 8,0 | 10,0 | 18,0 | 5,0 |
| 0,8 | 3,5+1,0 | 13,0 | 12,0 | 12,0 | 25,0 | 6,0 |
| 1,0 | 4,0+1,0 | 15,0 | 13,0 | 14,0 | 28,0 | 7,0 |
| 1,2 | 5,0+1,0 | 15,0 | 13,0 | 15,0 | 30,0 | 8,0 |
| 1,5 | 6,0+1,0 | 20,0 | 18,0 | 17,0 | 35,0 | 9,0 |
| 2,0 | 7,0+1,0 | 25,0 | 22,0 | 20,0 | 42,0 | 10,0 |
- Допускать применение нахлестки меньшей, чем указано в таблице, лишь в неответственных соединениях, не оказывающих влияния на эксплуатационную надежность узла.
- Не допускать соотношения толщин свариваемых деталей в соединении более чем 2:1.
- Не допускать в соединение количество деталей более двух.
- Выполнять соединение деталей следует не менее чем двумя точками.
Контроль качества сварки
Подвергать внешнему осмотру 100 % сварных узлов и деталей, включая технологические образцы.
Производить визуальный контроль согласно требований таблиц 9 и 10.
| Наименование дефекта | Способ обнаружения | Допустимое количество дефектов без исправления | Допустимое количество дефектов при котором разрешается исправление | Способ устранения дефектов | |
|---|---|---|---|---|---|
| Вмятины от электродов на поверхности деталей | Глубина вмятины не превышает 20% от толщины детали | Внешний осмотр, измерение | 100 % | — | — |
| Глубина вмятины 20-30% от толщины детали | То же | 10 % | — | Не исправляется | |
| Смещение точек от намеченного положения | По шагу | Внешний осмотр, измерение | ±20 % | — | Не исправляется |
| По оси | То же | ±20 % | — | Не исправляется | |
| Наружный выплеск | Внешний осмотр | Не допускается | 15 % | Механическая зачистка | |
| Разрыв или трещины металла у кромки нахлестки | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
| Прожог | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
- Производить исправление дефектов аргонодуговой сваркой согласно действующих ТИ.
- Подвергать изделия, после устранения дефектов, повторному контролю ОТК.
- высверливание дефектной точки, сварка плавлением;
- постановка двух точек
Примечание — Подвергать обязательному контролю ОТК узлы и детали после устранения дефектов.
Особенности и основные способы сварки алюминия: краткая технология и необходимое оборудование
Алюминий – один из самых популярных конструкционных металлов, чему способствует его достаточная прочность, малый вес, отличные показатели тепло- и электропроводности. Тем не менее сварка алюминия представляет собой достаточно сложный и трудоемкий процесс.
Особенности сварки алюминия
- наличием тугоплавкой оксидной пленки (стойкой к температурам до 2050℃) при более низкой температуре плавления основного вещества (660℃);
- мгновенным формированием оксидных пленок на каплях свежерасплавленного металла, что мешает их соединению друг с другом;
- необходимостью применения высоких сварочных токов для компенсации теплопроводности;
- высокой жидкотекучестью, а, следовательно, необходимостью оперативного охлаждения;
- склонностью к деформациям и растрескиванию при остывании.
Последний фактор обычно связан с наличием в структуре алюминия примесей в виде пузырьков газов, частиц щелочных и щелочноземельных металлов.
Ряд сложностей может возникнуть при определении марки алюминия или его сплава (например, с магнием, марганцем, кремнием), особенно если процентное соотношение веществ неизвестно.
Вне зависимости от выбранного типа сварки алюминия требуется выполнение очистных и подготовительных операций, которые должны снизить влияние вредоносных факторов в процессе сварки. К таким операциям относят:
- отбортовку тонколистовых заготовок и кромкование заготовок большой толщины;
- разрушение оксидной пленки в среде инертных газов, которое включает механическое удаление поверхностного слоя и обезжиривание металла;
- предварительный прогрев заготовок до температуры 250-400℃ (используется только в «горячих» методах сварки, зависит от толщины и формы заготовки);
- установка теплоотводящих прокладок, обеспечивающих равномерное и быстрое охлаждение заготовок в процессе сварки.
Кроме того, при восстановительном сваривании может проводиться обработка дефекта проникающими диагностическими составами для определения глубины и формы трещин, а также расчетных показателей шва. Кромки обнаруженных трещин, как правило, разделываются.
После выполнения этих действий приступают непосредственно к свариванию металла. По завершении работ соединение промывается проточной водой, со шва удаляются шлаки и прочие загрязнения.
Ручная сварка вольфрамовым электродом в среде аргона (TIG)
Сварка алюминия в среде защитного газа (помимо аргона, может применяться гелий) стала в последние годы самой популярной и востребованной технологией.
Швы, наложенные данным методом, мало подвержены тепловым и усталостным деформациям, они остаются прочными и эластичными в течение всего периода эксплуатации изделия.
Ручная сварка алюминия в защитной среде предполагает использование вольфрамовых электродов диаметром от 1 до 5 мм, а также присадочных прутков диаметром от 1 до 4 мм. Для окончательного разрушения остаточных оксидных пленок применяются сварочные аппараты переменного тока. Конкретные параметры операций по методу TIG можно определить из таблицы.
Технология достаточно доступна, а потому широко используется не только в промышленных, но и в бытовых условиях. Для получения качественного соединения алюминиевых заготовок требуется лишь набор оборудования, включающий газонагнетающую установку, и определенные профессиональные навыки. Вот несколько советов, которые помогут правильно наложить сварочные швы:
- Вольфрамовый электрод держат под углом 70-80° к рабочей поверхности, пруток – под прямым углом.
- Пруток ведут первым, двигать его следует отрывисто, с периодическим подъемом вверх. Электрод следует за ним, формируя общую сварочную ванну с металлом прутка. Следует исключить любые поперечные движения.
- Оптимальная длина сварочной дуги составляет 1,5-2,5 мм. Укорачивание дуги приводит к повышению температуры плавления, удлинение – к снижению.
- Подачу газа включают за 3-5 секунд до начала сварки, отключают через 5-7 секунд после ее окончания. Это позволяет исключить оксидирование незастывшего металла.
- Слишком интенсивная подача защитного газа не менее вредна, чем недостаточная. Она приводит к подсосу воздуха в зону сварки, что негативно сказывается на качестве швов.
Чтобы обеспечить эффективный теплоотвод, заготовку устанавливают на медный или стальной радиатор. Роль простейшего радиатора в бытовых условиях может играть свернутая проволока из металлов с высокой теплопроводностью.
При отсутствии такого охлаждения велик риск термических деформаций, искривления формы сварочной ванны и даже прожога заготовок.
Сварка полуавтоматом в среде аргона (MIG)
Полуавтоматические импульсные сварочные аппараты дают преимущество при работе с алюминием, так как генерируют серии импульсов, эффективно разрушающих поверхностные оксидные пленки. Кроме того, токи высокого напряжения «вбивают» в сварочную ванну капли металла прежде, чем на них успеют образоваться оксиды. Тем не менее при последующем плавлении и кристаллизации ванны не обойтись без защитного газа, роль которого традиционно играет аргон. Только в этом случае шов получится прочным, надежным и аккуратным.
При прочих равных условиях полуавтоматическое оборудование дает трехкратное преимущество в скорости сварки в сравнении с классическим TIG-методом, однако, требует применения более сложных и дорогостоящих технологических процессов. Кроме того, ручные швы, наложенные опытным сварщиком с использованием вольфрамового электрода и присадочного прутка, могут оказаться даже более качественными, чем швы, созданные полуавтоматом.
Полуавтоматическая сварка алюминия осуществляется постоянным током высокого напряжения с обратной полярностью. Одна из основных сложностей, связанных с этим процессом, заключается в равномерной и своевременной подаче мягкой алюминиевой проволоки в сварочную ванну. Чтобы избежать проблем, достаточно следовать нескольким простым правилам:
- для подачи алюминиевой проволоки необходимо использовать специальные наконечники с маркировкой «AL», иначе велик риск застревания материала ввиду его термического расширения;
- применять четырехроликовый подающий механизм, чтобы исключить вероятность возникновения петель и изгибов;
- скорость подачи должна быть достаточно высокой, так как проволока может начать плавиться еще до поступления в ванну.
Выбор конкретной марки проволоки и режима ее подачи диктуется составом алюминия или алюминиевого сплава, который будет свариваться, толщиной заготовок, режимом работы сварочного аппарата и способом обработки кромок. Зачастую первый фактор остается неизвестным, а, значит, подбирать материал приходится экспериментальным путем.
Электродуговая сварка покрытыми электродами (MMA)
Главное преимущество ручной электродуговой сварки покрытыми электродами – простота процесса и доступность оборудования. При сваривании алюминия она обычно используется в том случае, когда нет возможности реализовать MIG- или TIG-процесс, и только тогда, когда толщина заготовок составляет не менее 4 мм. Метод MMA обладает рядом существенных недостатков, среди которых:
- необходимость профессиональных сварочных навыков для создания ровного прочного шва;
- высокая вероятность образования пузырей в сварочной ванне;
- сильное разбрызгивание металла во время работы;
- сложности в удалении шлаков и загрязнений.
Обязательным условием при сварке алюминия покрытыми электродами является предварительный прогрев заготовок. В качестве основного инструмента используют несколько специфичные сварочные выпрямители с полого снижающейся внешней характеристикой. Для относительно тонких заготовок (4-6 мм) используются электроды диаметром 4 мм, более тонкие электроды не применяются.
Технология MMA предполагает такую последовательность действий:
- Заготовки закрепляются на рабочей поверхности с зазором в 1,5-2,5 мм, в случае необходимости проводится предварительная разделка кромок.
- Между покрытым электродом и основным металлом поджигается электрическая дуга длиной около 2 мм. Более длинные дуги при MMA-сварке алюминия не только замедляют плавление, но и способствую окислению сварочной ванны, а также увеличивают разбрызгивание металла.
- В процессе плавления электрода его основа примешивается к металлу сварочной ванны (15-35%), а плавящееся покрытие генерирует газовое облако, защищающее расплавленный алюминий от окислительного воздействия воздуха. Роль дополнительной защиты играют выбрасываемые шлаки.
- Электрод быстро перемещают в продольном направлении, так как скорость его плавления значительно выше, чем у непокрытых аналогов. Поперечные уклоны электрода должны быть сведены к минимуму.
- По мере удаления электрода металл кристаллизуется, формируя сварочный шов. Если происходит случайный обрыв дуги, в шве образуются непроработанные зоны – «кратеры».
Главными сферами применения MMA-метода стало бытовое и восстановительное сваривание технического алюминия, сплавов алюминия и магния (содержание Mg до 5%), силумина. Обязательным условием после проведения сварки является очистка и контроль качества шва.
Характеристика контактной точечной сварки алюминия. Особенности и технология сварочного процесса
Материал покрыт естественной оксидной пленкой, которая неодинакова по толщине и обладает большим электрическим сопротивлением. Свариваемость алюминиевых сплавов различна, но точечной сварке поддаются все. Трудность процесса зависит от сочетаний сплавов. Легче соединяются сплавы, имеющие высокий предел прочности.
Алюминий имеет высокую тепло- и электропроводность, поэтому точечная сварка сплавов требует использования кратковременных импульсов тока большой величины, превышающей в 3 раза значение, применяемое при сваривании низкоуглеродистой стали. Интервал температур ограничен.
Давления при работе с пластичными (неупрочненными) алюминиевыми сплавами такие же, как для низкоуглеродистой стали. Сплавы, упрочненные деформацией или термической обработкой, сваривают с давлениями, аналогичными работе с коррозионно-стойкими сталями.
Высокопрочный алюминиевый сплав при этом виде сварки имеет склонность к образованию дефектов усадочной природы (трещины, раковины, поры). По этой причине процесс проводится с применением ковочного усилия.
Качество сварного шва зависит от материала электродов и формы их торцов.
Технология сварки
Технология точечной контактной сварки алюминиевых сплавов включает такие операции:
Выбор технологии зависит от исходных данных: программы изготовления элементов, их конструкции (тип материала, габариты, толщина), оборудования и приспособлений.
Форма и размеры соединяемых деталей, а также расположение точек должны быть такими, чтобы детали в местах соприкосновения прижимались беспрепятственно. Толщина свариваемых деталей не должна превышать троекратную разницу.
Количество свариваемых единиц в одном пакете – 2, допускается – 3, в неответственных соединениях – 4.
Оборудование
Средства производства при контактной точечной сварке алюминия включают:
- сварочное оборудование;
- средства для подготовки поверхности;
- приспособления, обеспечивающие точность сборки и сварки;
- электроды;
- устройства для проведения подготовительных, заключительных, доводочных операций;
- аппаратура для контроля.
Сварочное оборудование
Используют машины для контактной сварки. Их главные функции – сжатие и нагрев соединяемых элементов. По виду используемой энергии классифицируются:
При выборе конструкции машины для сварки алюминиевого сплава учитывается скорость размягчения материала, составляющая 0.002-0.005 сек. Прилагаемое к электродам усилие должно быть достаточным для разрушения поверхностного слоя окиси.
Электроды
По причине высокой теплопроводности материала, имеются ограничения к типам применяемых электродов. Материал для их изготовления должен обладать хорошей электропроводностью (более 85%), жаропрочностью, твердостью. Это медные электроды, состав которых подбирается по типу свариваемого сплава.

Примерная стоимость медных электродов на Яндекс.маркет
Подготовка материала
Этап проводится после проведения окончательной обработки и пригонки деталей для свариваемого узла. Процесс заключается в удалении с поверхности алюминия окиси с применением механического или химического метода.
Механический способ
Выполняется вручную наждачной бумагой или с использованием специальных устройств (вращающихся металлических щеток).
Предварительная подготовка металла заключается в зачистке участков в зоне сварных точек на ширину 30-50 мм. Сварка при этом методе производится через 2-3 часа после обработки во избежание повторного окисления алюминия.
Химический метод
В специальных ваннах выполняется травление алюминия водным раствором ортофосфорной кислоты или каустической соды. Перед проведением процедуры заготовки очищают от загрязнений, обезжиривают и промывают в теплой и холодной воде. Длительность травления – 10-15 минут, после чего детали просушивают горячим воздухом.
Допустимые сроки хранения заготовок после травления:
- 3 дня при сварке машинами с энергией переменного тока;
- 1 день – аппаратами накопленной энергии.
Порядок работ
Последовательность операций контактной точечной сварки алюминия следующая:
- Установка заготовок.
- Плотное прижимание материалов между электродами машины для контактной сварки.
- Подача через электроды энергии.
- Нагрев деталей.
- Образование расплавленного ядра.
- Отключение энергии.
- Непродолжительная выдержка заготовок между электродами в сжатом положении с целью охлаждения свариваемой зоны, уменьшения усадочной раковины при кристаллизации расплавленного металла.
Процесс работы автоматизирован и начинается с момента нажатия оператора на пусковую кнопку.
Контактная сварка алюминия и его сплавов
В последние годы наблюдается устойчивая тенденция к увеличению объема использования алюминия и его сплавов в различных отраслях промышленности, особенно в тех случаях, когда важны стойкость к коррозии, легковесность конструкции и высокое соотношение прочность/вес для металлических конструкций.
При точечной сварке заготовок из алюминия и его сплавов необходимо учитывать некоторые важные моменты, такие как специальные режимы сварки, предварительная обработка поверхности, контроль качества полученного сварного соединения и некоторые другие параметры. Об этом и пойдёт речь в статье.
Поскольку алюминий обладает очень высокими коэффициентом теплопроводности и интенсивностью нагрева, при проведении сварочных операций с ним нужно использовать жесткие режимы сварки с малым временем включения тока во избежание деформации и склеиваниясвариваемых заготовок. Следует учитывать тот факт, что сварочный ток будет значительно выше, так как коэффициент электрического сопротивления алюминия ниже, чем у стали.
Поверхность алюминиевых заготовок зачастую загрязнена пылью, маслом, включениями и покрыта оксидной пленкой из оксида Al2O3 (электроизоляционный слой с температурой плавления, превышающей 2000 С). Для получения качественного сварного соединения необходимо устранять все вышеуказанные примеси, в особенности это касается оксидной пленки, которая должна быть удалена, либо ее толщина должна быть минимальной, чтобы понизить сопротивление поверхности заготовки, насколько это возможно.
Оксидную пленку обычно удаляют механически, либо с помощью химических реагентов (травление). Механическая зачистка, которая, в основном, производится вручную, применяется для точечной обработки. При удалении оксидной пленки не желательно применение абразивных материалов с крупной зернистостью, так как это ухудшает качество поверхности. Подготовка поверхности травлением является наилучшим решением для получения качественных сварных соединений. К преимуществам травления можно отнести возможность получения равномерного электрического сопротивления после обработки. Во избежание повторного образования оксидной пленки рекомендуется произвести сварку обработанного материала в течение 24-36 часов после зачистки.
Качество соединения также во многом зависит от формы и материала электродов. При точечной контактной сварке электроды должны обладать высокой электро- и теплопроводностью, стойкостью к деформациям, а также низкой склонностью к диффузии со свариваемым материалом.
Основное назначение электродов:
- передача сварочного тока;
- отвод тепла от заготовок;
- передача сварочного усилия.
Качество соединения в контакте электрод-деталь является ключевой переменной для получения качественного сварного соединения. В процессе естественного износа электрода его рабочая поверхность увеличивается, уменьшая тем самым плотность тока и интенсивность передачи тепла в заготовку. Для определения максимального/минимального количества сварок до следующей зачистки и восстановления рабочей поверхности электродов, необходимо проводить тесты.


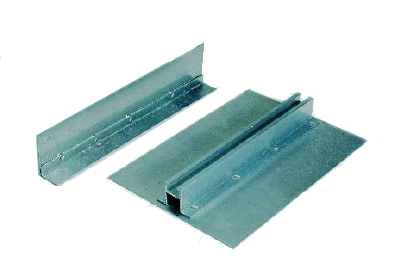
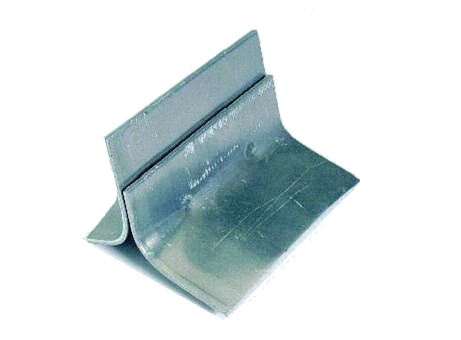
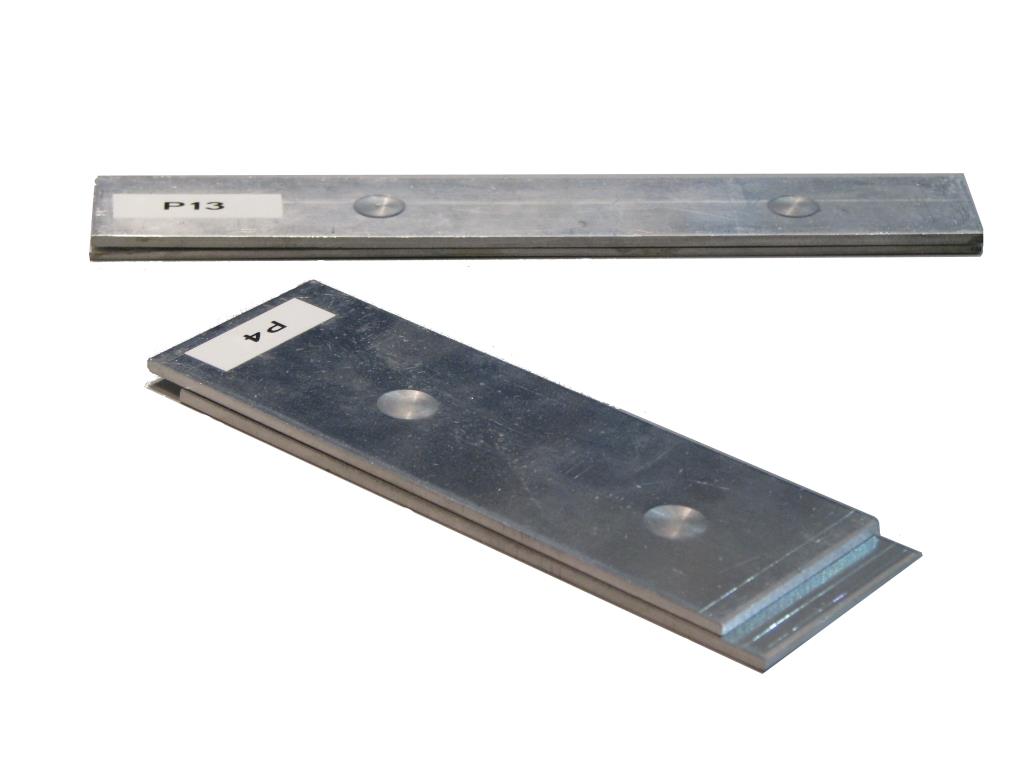
Образцы высококачественной сварки алюминия на машинах контактной сварки
Что касается формы электродов, то наилучшие результаты достигаются при использовании электродов с полусферической формой рабочей поверхности. Если на одной из сторон детали не допустимы механические отпечатки, то один из электродов может иметь плоскую рабочую поверхность. Важным параметром является фаза охлаждения, так как без должного охлаждения заготовки после пропускания тока (охлаждение происходит в сжатом состоянии через электроды) может возникать диффузия медного и алюминиевого сплавов, что сокращает срок службы электродов.
Для улучшения качества сварной точки можно увеличить усилие на электроде после протекания сварочного тока – применить ковочное усилие (в два раза больше сварочного усилия).
Необходимо обратить внимание, что при сварке сплавов с высокой электропроводностью (Al 99.5) рекомендуется увеличить ток на 15 %. При сварке сплавов с более низкой электропроводностью (АМг3) рекомендуется уменьшить значение тока на 5-10%.
Мы рекомендуем рассматривать табличные значения в качестве основы для проведения пробных тестов на образцах, в ходе которых Вы сможете подобрать оптимальные параметры для достижения требуемого качества сварки.
Ещё один важный момент, на который нужно обратить внимание. В процессе образования сварного соединения часть алюминия уходит из расплавленной зоны (литого ядра), создавая при этом условия для возможного образования трещин и пустот. Исходя из этого, рекомендуется увеличивать сварочное усилие в этой части цикла (время выдержки). При наличии возможности регулировки сварочного усилия внутри сварочного цикла (машины с пропорциональным клапаном) упрощается процесс оптимизации параметров сварки (времени, тока, мощности), и мы получаем дополнительные возможности для достижения лучшего качества сварки. Данные возможности реализованы на машинах производства компании СЕА серии PPN 3F CC, MF и серии PPN специального исполнения при установке пропорционального клапана.


Машины точечной и рельефной сварки серии PPN 3FCC
- Получение высококачественных сварных соединений.
- Большая мощность машин позволяет охватить широкий диапазон задач рельефной сварки.
- Отсутствие потерь мощности при увеличении длины хоботов.
- Отсутствие потерь мощности в случае наличия в сварочном контуре магнитных материалов.
- Сварка постоянным током обеспечивает большой ресурс электродов.
- Больший КПД по сравнению с однофазными машинами.
- Меньшее время сварки.
- Сбалансированное потребление мощности электрической сети.
- Большие коэффициент мощности и выходная мощность.
- Снижение потребляемой мощности и, как следствие, расходов на электроэнергию.
- Водяное охлаждение вторичной цепи.
Читайте также: