Точечная сварка алюминия оборудование
Обновлено: 20.09.2024
Из существующих способов контактной сварки для алюминия и его сплавов широко применяется точечная, а также шовная сварка. Стыковая сварка алюминиевых сплавов применяется реже.
Для получения качественных соединений особое внимание следует обратить на подготовку поверхности деталей. Листовые элементы перед точечной и роликовой сваркой зачищают с двух сторон на ширине 30-50 мм в местах расположения сварных точек или швов. Детали, подготавливаемые для стыковой сварки, должны быть зачищены по торцам и на участках в местах закрепления в зажимах сварочной машины. Лучшие результаты дает химическая очистка - травление деталей в специальных ваннах после предварительного обезжиривания. Рекомендуется травление выполнять при 17-25° С в водном растворе концентрированной ортофосфорной кислоты (Н3РО4) с добавкой 0,1-0,3 % хромпика (К2Сг207). Продолжительность травления 10-15 мин, далее просушка горячим воздухом (Т = 70÷80° С). После травления допускается хранение деталей перед сваркой до 3 суток при использовании машин переменного тока и до 24 ч при сварке запасенной энергией.
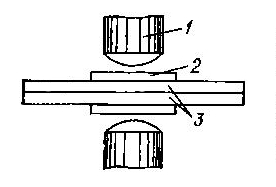
Рисунок 1. Схема точечной сварки алюминия с использованием прокладок из нержавеющей стали 12Х18Н9:1 — электрод; 2 — прокладка; 3 — свариваемые детали.
Точечная сварка алюминия и его сплавов связана с некоторыми трудностями. Поскольку алюминий обладает высокой электрической проводимостью, сварка сопровождается перегревом металла у контакта между электродом и деталью и, как следствие, их свариванием. Для того чтобы исключить это отрицательное явление в ряде случаев применяют теплоизолирующие прокладки из стали 12Х18Н9 толщиной 0,2-0,5 мм между электродом и деталью из алюминия. Такие прокладки не привариваются к деталям. При сварке алюминиевых сплавов необходимо обеспечивать небольшое и по возможности постоянное электросопротивление пленки оксидов на поверхности изделия: при сварке на машинах переменного тока – 100-300 мкОм, при использовании запасенной энергии - менее 100 мкОм. Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно пользоваться микрометром типа М246 или другими приборами, предназначенными для измерения малых сопротивлений.
Для алюминия, и, его сплавов, точечная сварка применяется при толщине металла от 0,04 до 5-6 мм. Элементы, собранные под сварку, должны плотно прилегать друг к другу; допускаются зазоры не более 0,3 мм на длине 100 мм.
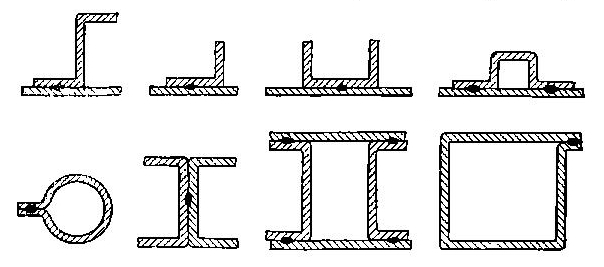
Рис. 2. Типы соединений прн точечной сварке алюминия в его сплавов.
Таблица 1. Ориентировочные режимы точечной сварки 'алюминиевых сплавов
Характеристика контактной точечной сварки алюминия. Особенности и технология сварочного процесса
Особенности сварки алюминия
Материал покрыт естественной оксидной пленкой, которая неодинакова по толщине и обладает большим электрическим сопротивлением. Свариваемость алюминиевых сплавов различна, но точечной сварке поддаются все. Трудность процесса зависит от сочетаний сплавов. Легче соединяются сплавы, имеющие высокий предел прочности.
Алюминий имеет высокую тепло- и электропроводность, поэтому точечная сварка сплавов требует использования кратковременных импульсов тока большой величины, превышающей в 3 раза значение, применяемое при сваривании низкоуглеродистой стали. Интервал температур ограничен.
Давления при работе с пластичными (неупрочненными) алюминиевыми сплавами такие же, как для низкоуглеродистой стали. Сплавы, упрочненные деформацией или термической обработкой, сваривают с давлениями, аналогичными работе с коррозионно-стойкими сталями.
Высокопрочный алюминиевый сплав при этом виде сварки имеет склонность к образованию дефектов усадочной природы (трещины, раковины, поры). По этой причине процесс проводится с применением ковочного усилия.
Качество сварного шва зависит от материала электродов и формы их торцов.
Технология сварки
Технология точечной контактной сварки алюминиевых сплавов включает такие операции:
Выбор технологии зависит от исходных данных: программы изготовления элементов, их конструкции (тип материала, габариты, толщина), оборудования и приспособлений.
Форма и размеры соединяемых деталей, а также расположение точек должны быть такими, чтобы детали в местах соприкосновения прижимались беспрепятственно. Толщина свариваемых деталей не должна превышать троекратную разницу.
Количество свариваемых единиц в одном пакете – 2, допускается – 3, в неответственных соединениях – 4.
Оборудование
Средства производства при контактной точечной сварке алюминия включают:
- сварочное оборудование;
- средства для подготовки поверхности;
- приспособления, обеспечивающие точность сборки и сварки;
- электроды;
- устройства для проведения подготовительных, заключительных, доводочных операций;
- аппаратура для контроля.
Сварочное оборудование
Используют машины для контактной сварки. Их главные функции – сжатие и нагрев соединяемых элементов. По виду используемой энергии классифицируются:
При выборе конструкции машины для сварки алюминиевого сплава учитывается скорость размягчения материала, составляющая 0.002-0.005 сек. Прилагаемое к электродам усилие должно быть достаточным для разрушения поверхностного слоя окиси.
Электроды
По причине высокой теплопроводности материала, имеются ограничения к типам применяемых электродов. Материал для их изготовления должен обладать хорошей электропроводностью (более 85%), жаропрочностью, твердостью. Это медные электроды, состав которых подбирается по типу свариваемого сплава.

Примерная стоимость медных электродов на Яндекс.маркет
Подготовка материала
Этап проводится после проведения окончательной обработки и пригонки деталей для свариваемого узла. Процесс заключается в удалении с поверхности алюминия окиси с применением механического или химического метода.
Механический способ
Выполняется вручную наждачной бумагой или с использованием специальных устройств (вращающихся металлических щеток).
Предварительная подготовка металла заключается в зачистке участков в зоне сварных точек на ширину 30-50 мм. Сварка при этом методе производится через 2-3 часа после обработки во избежание повторного окисления алюминия.
Химический метод
В специальных ваннах выполняется травление алюминия водным раствором ортофосфорной кислоты или каустической соды. Перед проведением процедуры заготовки очищают от загрязнений, обезжиривают и промывают в теплой и холодной воде. Длительность травления – 10-15 минут, после чего детали просушивают горячим воздухом.
Допустимые сроки хранения заготовок после травления:
- 3 дня при сварке машинами с энергией переменного тока;
- 1 день – аппаратами накопленной энергии.
Порядок работ
Последовательность операций контактной точечной сварки алюминия следующая:
- Установка заготовок.
- Плотное прижимание материалов между электродами машины для контактной сварки.
- Подача через электроды энергии.
- Нагрев деталей.
- Образование расплавленного ядра.
- Отключение энергии.
- Непродолжительная выдержка заготовок между электродами в сжатом положении с целью охлаждения свариваемой зоны, уменьшения усадочной раковины при кристаллизации расплавленного металла.
Процесс работы автоматизирован и начинается с момента нажатия оператора на пусковую кнопку.
Особенности и основные способы сварки алюминия: краткая технология и необходимое оборудование
Алюминий – один из самых популярных конструкционных металлов, чему способствует его достаточная прочность, малый вес, отличные показатели тепло- и электропроводности. Тем не менее сварка алюминия представляет собой достаточно сложный и трудоемкий процесс.
- наличием тугоплавкой оксидной пленки (стойкой к температурам до 2050℃) при более низкой температуре плавления основного вещества (660℃);
- мгновенным формированием оксидных пленок на каплях свежерасплавленного металла, что мешает их соединению друг с другом;
- необходимостью применения высоких сварочных токов для компенсации теплопроводности;
- высокой жидкотекучестью, а, следовательно, необходимостью оперативного охлаждения;
- склонностью к деформациям и растрескиванию при остывании.
Последний фактор обычно связан с наличием в структуре алюминия примесей в виде пузырьков газов, частиц щелочных и щелочноземельных металлов.
Ряд сложностей может возникнуть при определении марки алюминия или его сплава (например, с магнием, марганцем, кремнием), особенно если процентное соотношение веществ неизвестно.
Вне зависимости от выбранного типа сварки алюминия требуется выполнение очистных и подготовительных операций, которые должны снизить влияние вредоносных факторов в процессе сварки. К таким операциям относят:
- отбортовку тонколистовых заготовок и кромкование заготовок большой толщины;
- разрушение оксидной пленки в среде инертных газов, которое включает механическое удаление поверхностного слоя и обезжиривание металла;
- предварительный прогрев заготовок до температуры 250-400℃ (используется только в «горячих» методах сварки, зависит от толщины и формы заготовки);
- установка теплоотводящих прокладок, обеспечивающих равномерное и быстрое охлаждение заготовок в процессе сварки.
Кроме того, при восстановительном сваривании может проводиться обработка дефекта проникающими диагностическими составами для определения глубины и формы трещин, а также расчетных показателей шва. Кромки обнаруженных трещин, как правило, разделываются.
После выполнения этих действий приступают непосредственно к свариванию металла. По завершении работ соединение промывается проточной водой, со шва удаляются шлаки и прочие загрязнения.
Ручная сварка вольфрамовым электродом в среде аргона (TIG)
Сварка алюминия в среде защитного газа (помимо аргона, может применяться гелий) стала в последние годы самой популярной и востребованной технологией.
Швы, наложенные данным методом, мало подвержены тепловым и усталостным деформациям, они остаются прочными и эластичными в течение всего периода эксплуатации изделия.
Ручная сварка алюминия в защитной среде предполагает использование вольфрамовых электродов диаметром от 1 до 5 мм, а также присадочных прутков диаметром от 1 до 4 мм. Для окончательного разрушения остаточных оксидных пленок применяются сварочные аппараты переменного тока. Конкретные параметры операций по методу TIG можно определить из таблицы.
Технология достаточно доступна, а потому широко используется не только в промышленных, но и в бытовых условиях. Для получения качественного соединения алюминиевых заготовок требуется лишь набор оборудования, включающий газонагнетающую установку, и определенные профессиональные навыки. Вот несколько советов, которые помогут правильно наложить сварочные швы:
- Вольфрамовый электрод держат под углом 70-80° к рабочей поверхности, пруток – под прямым углом.
- Пруток ведут первым, двигать его следует отрывисто, с периодическим подъемом вверх. Электрод следует за ним, формируя общую сварочную ванну с металлом прутка. Следует исключить любые поперечные движения.
- Оптимальная длина сварочной дуги составляет 1,5-2,5 мм. Укорачивание дуги приводит к повышению температуры плавления, удлинение – к снижению.
- Подачу газа включают за 3-5 секунд до начала сварки, отключают через 5-7 секунд после ее окончания. Это позволяет исключить оксидирование незастывшего металла.
- Слишком интенсивная подача защитного газа не менее вредна, чем недостаточная. Она приводит к подсосу воздуха в зону сварки, что негативно сказывается на качестве швов.
Чтобы обеспечить эффективный теплоотвод, заготовку устанавливают на медный или стальной радиатор. Роль простейшего радиатора в бытовых условиях может играть свернутая проволока из металлов с высокой теплопроводностью.
При отсутствии такого охлаждения велик риск термических деформаций, искривления формы сварочной ванны и даже прожога заготовок.
Сварка полуавтоматом в среде аргона (MIG)
Полуавтоматические импульсные сварочные аппараты дают преимущество при работе с алюминием, так как генерируют серии импульсов, эффективно разрушающих поверхностные оксидные пленки. Кроме того, токи высокого напряжения «вбивают» в сварочную ванну капли металла прежде, чем на них успеют образоваться оксиды. Тем не менее при последующем плавлении и кристаллизации ванны не обойтись без защитного газа, роль которого традиционно играет аргон. Только в этом случае шов получится прочным, надежным и аккуратным.
При прочих равных условиях полуавтоматическое оборудование дает трехкратное преимущество в скорости сварки в сравнении с классическим TIG-методом, однако, требует применения более сложных и дорогостоящих технологических процессов. Кроме того, ручные швы, наложенные опытным сварщиком с использованием вольфрамового электрода и присадочного прутка, могут оказаться даже более качественными, чем швы, созданные полуавтоматом.
Полуавтоматическая сварка алюминия осуществляется постоянным током высокого напряжения с обратной полярностью. Одна из основных сложностей, связанных с этим процессом, заключается в равномерной и своевременной подаче мягкой алюминиевой проволоки в сварочную ванну. Чтобы избежать проблем, достаточно следовать нескольким простым правилам:
- для подачи алюминиевой проволоки необходимо использовать специальные наконечники с маркировкой «AL», иначе велик риск застревания материала ввиду его термического расширения;
- применять четырехроликовый подающий механизм, чтобы исключить вероятность возникновения петель и изгибов;
- скорость подачи должна быть достаточно высокой, так как проволока может начать плавиться еще до поступления в ванну.
Выбор конкретной марки проволоки и режима ее подачи диктуется составом алюминия или алюминиевого сплава, который будет свариваться, толщиной заготовок, режимом работы сварочного аппарата и способом обработки кромок. Зачастую первый фактор остается неизвестным, а, значит, подбирать материал приходится экспериментальным путем.
Электродуговая сварка покрытыми электродами (MMA)
Главное преимущество ручной электродуговой сварки покрытыми электродами – простота процесса и доступность оборудования. При сваривании алюминия она обычно используется в том случае, когда нет возможности реализовать MIG- или TIG-процесс, и только тогда, когда толщина заготовок составляет не менее 4 мм. Метод MMA обладает рядом существенных недостатков, среди которых:
- необходимость профессиональных сварочных навыков для создания ровного прочного шва;
- высокая вероятность образования пузырей в сварочной ванне;
- сильное разбрызгивание металла во время работы;
- сложности в удалении шлаков и загрязнений.
Обязательным условием при сварке алюминия покрытыми электродами является предварительный прогрев заготовок. В качестве основного инструмента используют несколько специфичные сварочные выпрямители с полого снижающейся внешней характеристикой. Для относительно тонких заготовок (4-6 мм) используются электроды диаметром 4 мм, более тонкие электроды не применяются.
Технология MMA предполагает такую последовательность действий:
- Заготовки закрепляются на рабочей поверхности с зазором в 1,5-2,5 мм, в случае необходимости проводится предварительная разделка кромок.
- Между покрытым электродом и основным металлом поджигается электрическая дуга длиной около 2 мм. Более длинные дуги при MMA-сварке алюминия не только замедляют плавление, но и способствую окислению сварочной ванны, а также увеличивают разбрызгивание металла.
- В процессе плавления электрода его основа примешивается к металлу сварочной ванны (15-35%), а плавящееся покрытие генерирует газовое облако, защищающее расплавленный алюминий от окислительного воздействия воздуха. Роль дополнительной защиты играют выбрасываемые шлаки.
- Электрод быстро перемещают в продольном направлении, так как скорость его плавления значительно выше, чем у непокрытых аналогов. Поперечные уклоны электрода должны быть сведены к минимуму.
- По мере удаления электрода металл кристаллизуется, формируя сварочный шов. Если происходит случайный обрыв дуги, в шве образуются непроработанные зоны – «кратеры».
Главными сферами применения MMA-метода стало бытовое и восстановительное сваривание технического алюминия, сплавов алюминия и магния (содержание Mg до 5%), силумина. Обязательным условием после проведения сварки является очистка и контроль качества шва.
Автоматическая контактная точечная сварка алюминия

В последние десятилетия ситуация в области контактной точечной сварки изменилась. На смену традиционным технологиям пришли технологии позволяющие программно изменять параметры режима сварочного процесса в период формирования сварочного соединения, согласно расчетным данным или в зависимости от условий протекания самого сварочного процесса. Появились технологии - адаптивной автоматической контактной сварки (интеллектуальной сварки).
Появление новых технологий и оборудования в области контактной сварки обуславливалось следующими причинами:
- применение новых материалов;
- возрастающие требования к качеству
- применение роботизированной техники, обусловленное массовым характером производства;
- новая элементная база и широкое использование вычислительной техники для создания новых типов сварочной техники.
Наглядным примером развития сварочной техники и технологий в области контактной точечной сварки является автомобильная промышленность. Идеи воплощенные в новых технологиях контактной сварки в основном разрабатывались для потребностей автомобильной отрасли и в последствии получили свое признание в других отраслях промышленности, таких, как авиационная, оборонная, машиностроение, судостроение и строительство.
Современные тенденции при производстве автомобилей связаны с повышением требований к их безопасности и экономичности, а это при производстве кузовов автомобилей требует решение двух основных задач – снижение веса и увеличение прочности конструкции кузова.
Реализация данного решения связана с применением новых материалов в конструкции автомобилей, соединение которых традиционными способами контактной точечной сварки не представляется возможным.
Точечная сварка алюминия - основы технологии
Инженеры компании Elmatech ведут активную работу по теме «Точечная сварка алюминия». Им удалось создать выгодную по цене машину для автосервиса, которая сваривает алюминий до 3 мм толщиной.
Далее – пара диаграмм, которые это подтверждают.
Пример при общей толщине листа 2 мм.
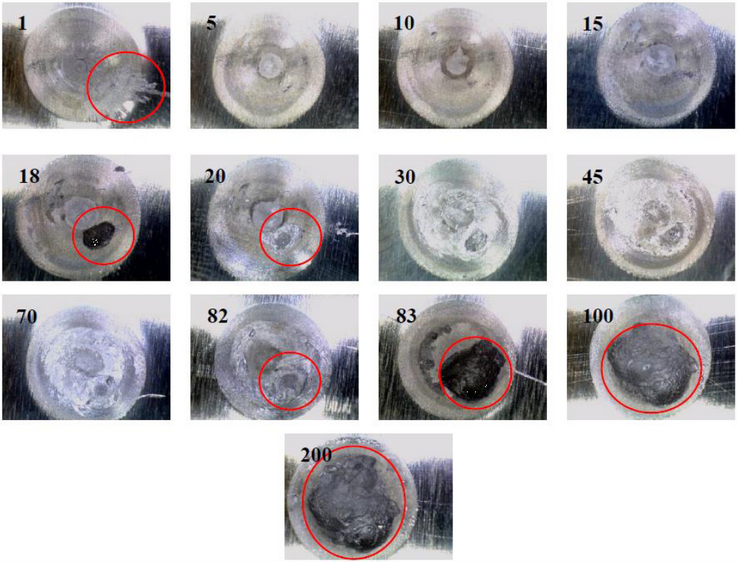
Колпачки электродов после сварки.
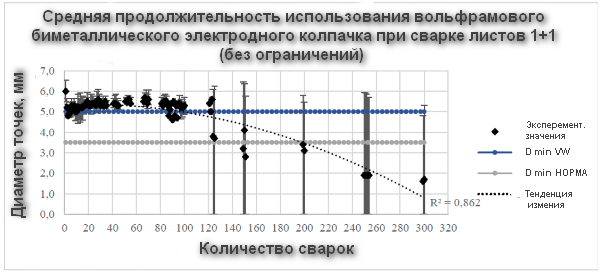
Компания Elmatech разработала специальные биметаллические электродные колпачки для сварки алюминия с применением которых возможно выполнить 20 точек подряд. После этого электрод зачищается.
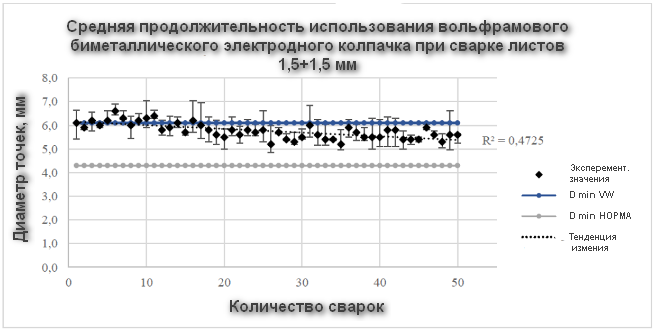
График показывает последовательность точек при сварке алюминия с общей толщиной 3 мм.
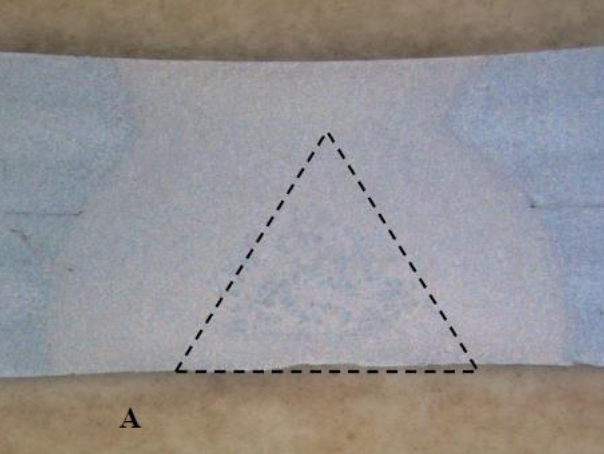
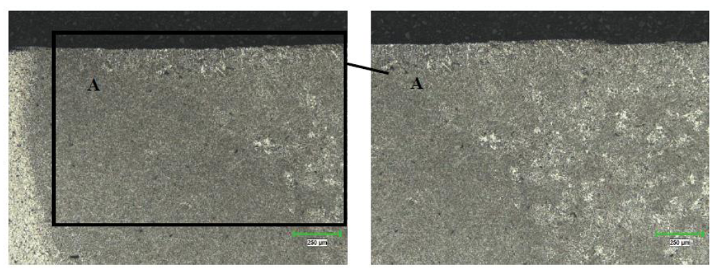
На графике видно, что оборудование обеспечивает стабильную повторяемость и высокое качество сварного соединения. Далее приведен пример отшлифованного среза сварного соединения. Структура созданного сварочного ядра хорошо сохраняется и после 15 точек:
Для сварки алюминия с применением технологии контактной сварки в полностью автоматическом режиме фирма Elmatech создала программу, позволяющую производить контактную сварку трудно свариваемого алюминия с последовательностью от 15 до 20 сварочных точек и надежно привариваемой общей толщиной до 3 мм.
Сварочное оборудование с применением технологии адаптивной контактной сварки уже очень хорошо зарекомендовало себя для автосервиса и ремонта автомобилей.
Как выбрать хороший сварочный аппарат для алюминия
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
Читайте также: