Точечная сварка кузова автомобиля своими руками
Обновлено: 19.09.2024
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Особенности и преимущества сварки кузова автомобиля инвертором
Инверторы являются высокотехнологичным оборудованием, которое, между тем, достаточно просто в управлении, например, в части обучения технологий сварки (срок обучения не превышает для новичков одной недели). Данные аппараты отличает также высокая производительность, что делает данный вид сварочного оборудования особенно распространенным в части сварочных работ на автомобильной технике.
Сами инверторные сварочные аппараты обладают рядом преимуществ, к числу которых относятся:
- быстрый нагрев свариваемого металла;
- отсутствие зависимости производительности аппарата от стабильности работы электросети в части сохранения напряжения;
- экономичность работы аппарата в части потребления электричества (по сравнению с полуавтоматом инвертор поглощает на 20% меньше электричества);
- низкие значения расплавленного и сожженного металла в процессе сварки;
- относительная простота в использовании (по сравнению с полуавтоматическими аппаратами).
Однако следует понимать, что инверторы по своей цене находятся в том же диапазоне, что и полуавтоматические аппараты, а в некоторых случаях могут его превышать по стоимости (в зависимости от используемого бренда).
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей.
Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
- снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
- очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
- в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками. Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
Технология сварки
Так как кузовной металл является очень тонким (от 0,8 до 1 мм), то выполнять сварочные работы следует с особой тщательностью. Для этого необходимо соблюдать следующие технологические правила:
- использование электродов допускается толщиной не более 2 мм;
- в зависимости от толщины металла допускается выбор сварочного тока только в отношении свариваемых внахлест деталей. Если сварка идет встык, то для того, чтобы избежать горения металла, силу сварочного тока следует уменьшить (подбор осуществляется на аналогичном по типу металле путем коррекции силы тока в зависимости от получаемого результата);
- если речь идет о сварке тонкого металла с использованием длинных электродов, желательно помогать второй рукой, фиксируя электрод для установления дуги (однако, касаться до электрода можно только в специальных защитных сварочных перчатках – крагах);
- сварочный шов может осуществляться точечно (точечная сварка), а может непрерывным методом. Однако в каждом конкретном случае следует следить за движениями электрода с целью исключения горения металла;
- если необходимо закрепить новую деталь, то сначала ее нужно приложить к старому металлу, закрепить, чтобы избежать скольжения, а затем выполнить сварку двумя этапами: на первом этапе делаются «прихватки» — сварочный шов в данном случае не превышает по длине 2 см, а расстояние между швами не может быть более 6 см; следующим этапом становится наложение сплошного шва с целью завершения скрепления двух деталей.
При выполнении сварочных работ необходимо защищать глаза с помощью маски с затемненным стеклом (степень затемнения стекла зависит от того, какой вид сварки используется), руки должны быть закрыты перчатками (крагами), задерживающими попадание на кожу капелек раскаленного металла.
Одежда сварщика не может быть синтетической, так как потребуется избежать риска ее возгорания.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Контактная, точечная сварка своими руками

И так приступим. Нам понадобятся: трансформатор от микроволновки (чем больше по размеру, тем лучше), медный провод (я использовал обмотку статоров от генераторов автомобиля "скания"), шнур питания от этой же микроволновки, концевик двери (коих в микроволновке аж 3 штуки) и прочая мелочь, типа фанера, текстолит, болты-гайки, саморезы, обрезки трубок… В общем самое основное — это не рабочая микроволновка. Как правило трансформатор в ней живее всех живых.
Разбираем донора до винта. Берём трансформатор.
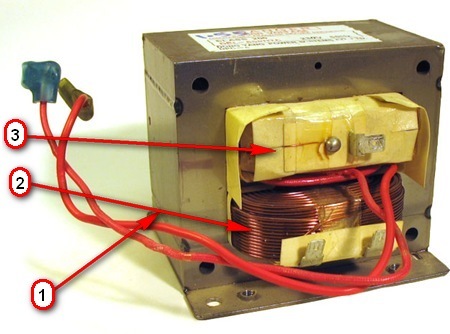
Нам нужно удалить вторичную обмотку(№3 на фото), проводок, в данном случае красного цвета и две полоски вставленные между первичной и вторичной обмотками (полоски трансформаторного железа, завёрнутые в бумагу. Нам это ничего не нужно, всё в топку. Удобнее всего разобрать транс, пропилив болгаркой или ножовкой по металлу сварной шов (№1 на фото), аккуратно вытащить первичку, №2 на фото(её нельзя покоцать), а вот с остальным можно не церемониться. Нам нужно железо и первичная обмотка. Когда всё вытащено, чистим внутри железа остатки лака, чтоб не царапали всё, что будем устанавливать внутрь. Далее вставляем на место первичную обмотку, аккуратно, что бы она оказалась на месте вторичной. К стати, если первичная обмотка медная — это зачёт (бывает и алюминиевая). Далее нам нужен медный провод огромного сечения. Я не заморачивался поиском оного, а изготовил его сам. Пришлось размотать несколько статоров от генераторов "скания". Статоры были убитые, так что не жалко было. Провод в них заложен диаметром 1,2мм. Провод был выпрямлен и намотан на два штыря, между которыми было 1,5м расстояния. Таким образом я получил нужное количество отрезков медного провода по 1,5 метра. Хотел сделать жгут проводов, общим сечением в 50мм2, но как оказалось, в магнитопровод может влезть провод и потолще. Методом тыка, я добавил ещё проводов. В общем получился провод, общим сечением 60 с чем то квадратов. Получившийся пучок я скрутил с помощью токарного станка, обмотал в 2 слоя ХБшной изолентой. Винилка не пойдёт, при нагреве провода она потечёт и провод оголится. После вправил получившийся провод в железо. Получилось аккурат 1,5 витка. Снятую часть магнитопровода я приклеил на эпоксидку. Хотеп потом ещё и проварить, как было, но забил на это — и так держится хорошо по сей день. Транс почти готов.
Попавшийся под руку кусок толстой фанеры, тут же превратился в несущую платформу. Транс привернул к ней саморезами. Из квадратной трубы 20*20 прям по месту сделал электродо-держатели. В качестве самих электродов выступают медные болты на 10, изъятые из отработавшего своё втягивающего реле стартера МАЗ. В качестве ручки использован кусок железной трубки, который в прошлой жизни работал ножкой табуретки. Всё это делалось без каких либо замеров, расчётов и проектов. Просто по месту и на глаз.
Когда всё было присобачено на несущую платформу (фанеру), я обрезал по месту лишние концы толстого провода, зачистил от от оставшегося лака, надел наконечники, сделанные из кусков медной трубки, всё обжал, привинтил наконечники на электроды медными гайками. Осталось всё это подключить в сеть. Сетевой шнур использовал от той же микроволновки. Один провод был одет прям на клемму первичной обмотки, второй через концевик двери от неё же. Сам концевик вмонтировал в ручку, как следует заизолировав всё.
Настал волнующий момент испытаний. Электроды подточил по месту напильником, подогнал, чтоб всё было чётко. Пробую сварить пару тонких жестянок. Нагрев есть, сварки нет… Провод нагрелся, запахло изолентой… Толку то нет. Не варит даже 0,5мм. Короче огорчило меня это всё. Плюнул, пошёл на перекур. Выдув пару сигарет, решил дать аппарату ещё шанс. Снял наконечники с толстого провода, облудил оловом наждую жилку как следует. Сделал новые наконечники. Облудил их изнутри. Поставил на место, обжал и посредством газовой горелки залил вовнутрь припой. В общем пропаял как следует. Собираю всё на место, пробую и о чудо! Оно работает! Святые шестерёнки! Я победил!
Испытания показали, что сей девайс спокойно спекает железное листовьё в 1,5мм, сваривает проволоку в 6мм. Приваривал я им и шайбы к гайкам на 8 (ключ на 13 если что…). Им можно греть железки для ковки. Как пример нагреть кончик обломаной отвёртки, чтоб отковать новое рабочее жало… Погреть железку в месте будущего сгиба… Нагреть гайку, прикисшую к болту, чтоб открутить… Короче штука функциональная получилась.
Как пример, изделие, которое сделано с помощью этого девайса:
Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?
Для ремонта кузова используются следующие виды сварки:
Сварка полуавтоматом применяется для устранения трещин и разрывов в кузове, дуговая ручная сварка используется, когда неважна эстетичность шва, а газовая – для сварки толстостенных элементов (свыше 3 мм).
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Выбор режима
Режим точечной сварки определяется следующими параметрами:
Сила тока для сварки выбирается в зависимости от режима проварки (мягкого или жесткого). Жесткая сварка проводится под большими токами с высокой скоростью, но при этом меньше надежность соединения, а при мягкой проварке небольшими токами площадь сваривания больше, но процесс занимает больше времени.
Рассчитать ток для точечной сварки можно по формуле:
I = j * F, где:
- I – сила тока;
- j – плотность тока (200-400 А/кв. мм);
- F – площадь электрода, которая вычисляется по его диаметру D, зависящему от толщины свариваемых листов q (в мм) следующим образом: D=2 * q + 3.
Также силу тока можно вычислить по толщине детали кузова напрямую: I = 6500 * q (формула получена эмпирическим путем и подходит для деталей с толщиной до 3 мм).
Время подачи импульса рассчитывается как 0,8 * q и регулируется специальным таймером на сварочном аппарате или вручную – длительностью нажатия на рукоятку. Кроме того, на рукоятке есть регулятор силы давления, сообщающегося деталям в момент подачи импульса при нажатии. Высокое давление применяется при больших токах, а при малых токах и времени подачи импульса дольше 1,5 секунд силу давления лучше снизить, чтобы не допустить образования отверстия в месте сварки.
Описание технологии процесса
Процесс точечной сварки кузова включает следующие шаги:
- Зачистка и промазывание поверхности кузова грунтовкой.
- Закрепление деталей и заплаток между собой.
- Нанесение разметки вдоль линии сварки.
- Закрепление деталей одинарными точками проварки по периметру линии сварки.
- Проварка деталей в соответствии с разметкой.
- Проверка прочности соединения.
- Зачистка точек сварки (при необходимости).
Перед закреплением зачищенных деталей их плоскости в месте нахлеста необходимо подогнать друг к другу для максимально большей площади соприкосновения, подгонка и выправление тонких элементов кузова выполняется ударами киянки с подкладыванием твердого основания для ударов, а правка наружной поверхности осуществляется выпрямляющими болтами.
Нанесение разметки заключается в обозначении маркером точек проварки вдоль линии соединения деталей. Оптимальное расстояние между точками сварки – 15-30 мм по длине линии сварки и дополнительные точки проварки ставятся между основными, но отстоящими от линии их соединения на 10-15 мм: они провариваются после прихватки деталей по всей линии через одну отмеченную точку.
После соединения каждых 10-15 точек аппарату нужно давать отдых 2-3 минуты, чтобы не допустить перегрева и деформации медных электродов. При нехватке времени используются сменные электроды, используемые во время остывания горячих электродов. Во время отдыха аппарата медные электроды нужно проходить шкуркой с мелким зерном, удаляя окисную пленку и примеси.
Места соединения должны иметь круглую или овальную форму и металлический блеск. Черные круги в точках сварки свидетельствуют о чрезмерном времени подачи импульса. Если в местах проварки имеются мелкие отверстия или по краям наблюдается истончение металла, то нужно уменьшать силу давления и силу тока сварки, немного увеличив время подачи импульса.
Проверять качество соединения необходимо после остывания деталей – через 5-10 минут после сварки. В местах сварки, где на кузов имеется повышенная динамическая нагрузка (например, при сварке боковых частей вдоль рессор), лучше оценить толщину точки проварки микрометром, ее величина не должна быть меньше 1,2 от толщины одной свариваемой детали или заплатки. Если требуется герметичность шва, то между точками проварки после их остывания наносится герметик.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Контактная сварка и споттер из микроволновки своими руками. А все ли так просто.

На днях в моей распоряжении оказались два тр-ра на 700 и 800 Вт от отживших свое микроволновок. Решил сделать из них рабочий аппарат точечной сварки и споттер для работы по кузовному ремонту. В интернете много материала на данную тему, но решил проверить сам — реально ли варить металл толщиной в 1 — 1.5 мм с помощью подобного самодельного устройства… либо это все не серьезно, так на показуху.
Отделил с тр-ров вторичную обмотку, что с тонкой жилой. Намотал толстый кабель от сварочного аппарата и стал экспериментировать. Так же при разборке в микроволновок извлек вентилятор и скажу про конденсатор. Если надумаете сделать подобный аппарат — не забудьте разрядить заряд. Не смертельно, но может здорово напугать.
С начало мучил тр-ры по отдельности. Толку никакого! Паял сталь 0.5 мм. Пытался приварить гайки, гвоздики, болты… Прижимал. Отставлял и прижимал электроды то ближе, то дальше. Что видел на видео в том же Ютуб, когда человек берет один слабомощный тр-р и варит пластины… понял — это фикция. Для этих целей необходим мощный трансформатор, мощностью минимум 1500 Вт. А по фэн-шую все 3500. Почему-то об этом никто из экспериментаторов не говорил! Да и устройствами этими в дальнейшим никто и не пользуется?
Соединил тр-ры параллельно, тем самым увеличив мощность. И дело в принципе пошло. Присоединил электроды к нормальным губкам для споттера и сделал уверенные клещи. Споттер оказался слабым. Его, как рабочий вариант я не рассматриваю. А вот со сваркой дело пошло. Правда больше 0.5 — 0.8 мм не берет. По большому счету считаю аппарат получившимся. Ведь со своей задачей он справляется, да и каждый может самостоятельно это сделать (в видео все подробно изложил). Для варки пивных банок из тонкой жести, отжига закислившихся болтов вполне подходит.
При работе заметил огромный нагрев кабеля в местах прилегания к электродам и на сердечнике тр-ра. Думаю вентилятор, что извлек ранее, вполне подойдет, как кулер для охлаждения. Но мощности, признаюсь, не достаточно. Если кто-то делал подобный толковый аппарат, буду признателен за совет, как сделать более рабочий вариант. Слышал, что данные аппараты лучше работают от постоянного тока, нежели от переменного. Буду рад любой критики, советам, идеям и мнениям! Спасибо.







28 февраля 2019 Метки: контактная сварка , точечная сварка своими руками , споттер , аппарат контактной сварки из микроволновки
Читайте также: