Точечная сварка нержавейки своими руками
Обновлено: 09.05.2024
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.

Сварка нержавеющего фланца с отводом из углеродистой стали
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
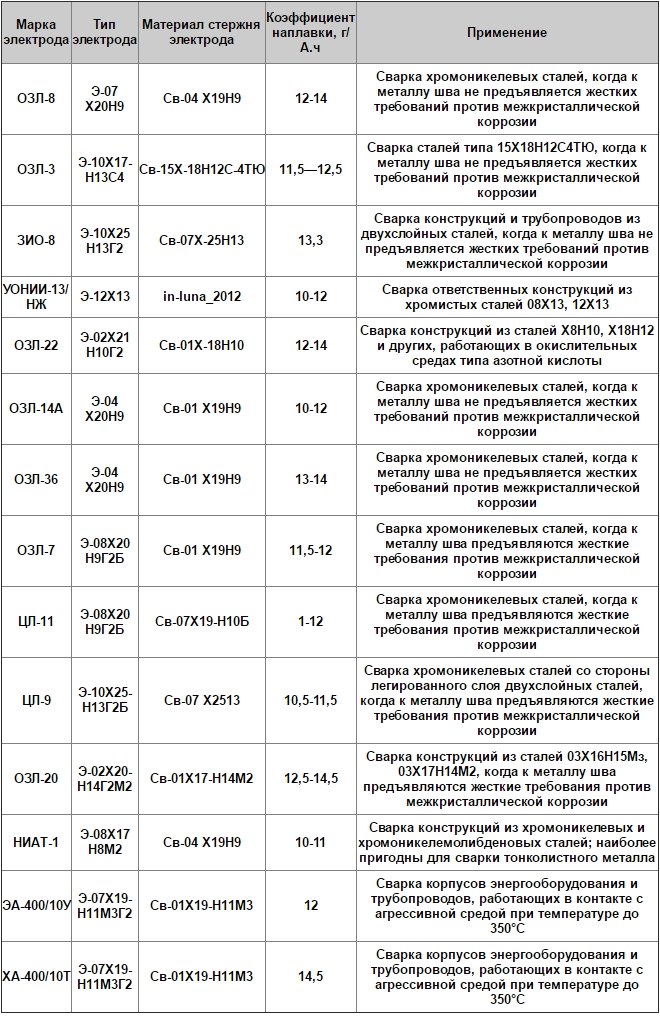
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.

Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Выбор электродов
Чтобы надежно приварить изделие, изготовленное из нержавейки, к детали из обычного черного металла, следует учитывать ряд важных нюансов. В первую очередь они касаются выбора присадочной проволоки определенного химического состава. В металле присадочной проволоки, степень легирования которого должна быть выше, чем аналогичный параметр материала свариваемого изделия, обязательно должны содержаться такие элементы, как марганец, никель и иногда хром.
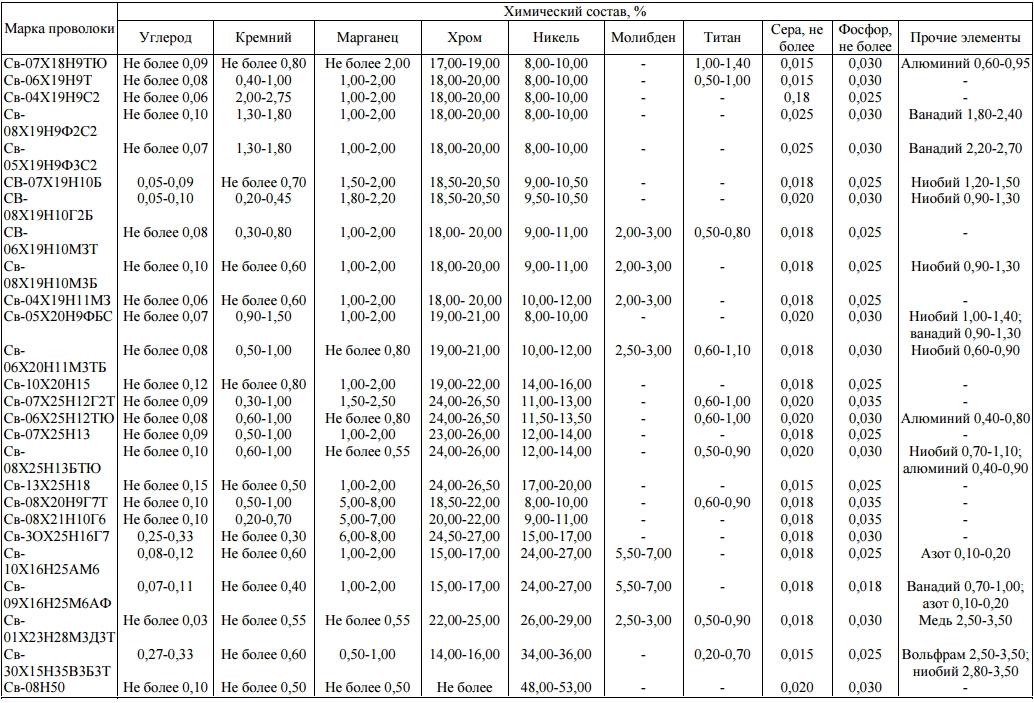
Марки и химический состав высоколегированной сварочной проволоки (нажмите для увеличения)
Важным условием формирования качественного сварного соединения является наличие в составе формируемого шва некоторой доли основного металла. В зависимости от используемой технологии сварки количество основного металла в материале сварного шва может составлять 30–40%.
Прежде чем варить заготовку из нержавейки с деталью из черного металла, следует выяснить химический состав свариваемых сталей, чтобы правильно подобрать тип электродов.
Разнородные материалы, которые необходимо соединить при помощи сварки, могут отличаться по целому ряду параметров:
- способности образовывать неразъемные соединения (свариваемости);
- теплопроводности;
- механическим характеристикам;
- степени легирования;
- химическому составу.
При этом стальные сплавы, изделия из которых необходимо сварить между собой, могут относиться к одной из следующих категорий:
- углеродистые;
- низколегированные;
- теплоустойчивые;
- легированные;
- отличающиеся высокой степенью легирования – высоколегированные.
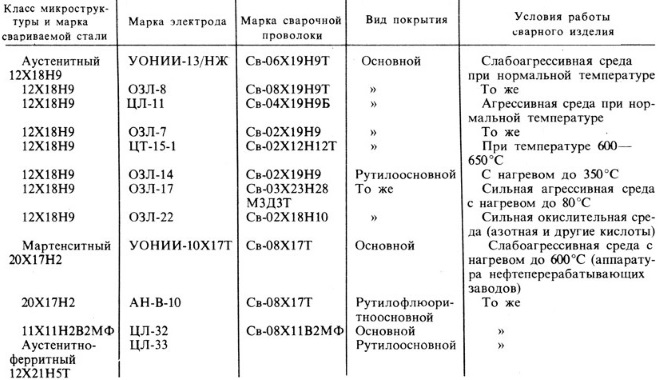
Ориентировочный выбор сварочного материала в зависимости от назначения сварочного шва
Основная проблема, с которой связана сварка разнородных сталей (нержавейки и черных металлов), заключается в образовании трещин в сформированном сварном шве. Очень часто, чтобы избежать такой проблемы, для сварки изделий из нержавейки с деталями из черных металлов специалисты используют высоколегированные электроды, позволяющие сформировать сварной шов с высокими прочностными параметрами.

Результат дуговой сварки нержавейки с черной сталью электродом ОЗЛ-6. Швы хоть и темнее, но не поржавели за несколько месяцев
Вообще для сварки изделий из нержавейки с деталями, изготовленными из черных металлов, используют несколько основных типов электродов:
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Как и чем варить нержавейку в домашних условиях

Приступая к работе с нержавейкой, сварщик должен учесть особенности физических свойств и химического состава материала. Только в этом случае можно будет рассчитывать на качественно выполненное и надежное сварное соединение.
Сварка нержавейки: основные факторы сложности
Выполнение работы осложняется, прежде всего, за счет того, что металл относится к высоколегированным сплавам. То есть в его составе много элементов, которые определяют свойства заготовки. В нержавеющей стали основным таким элементом является хром. В процентном соотношении его доля может достигать 12-30%.
Количество хрома предопределяет антикоррозийные свойства материала. Справедливости ради нужно подчеркнуть на устойчивость к воздействию влаги влияют и другие компоненты – молибден, титан, никель, марганец. В то же время эти составляющие влияют и на другие характеристики нержавеющей стали, в частности на ее свариваемость. При выполнении сварочных работ следует учесть особенности нержавеющей стали, речь о которых пойдет ниже.
Высокий коэффициент линейного расширения
В силу того, что под воздействием высоких температур нержавейка сильно меняет свои размеры, возникают нежелательные деформации. В случаях, когда соединяемые детали имеют толстые полки, а зазор между поверхностями очень мал или же отсутствует вовсе, не исключается появление трещин. Изъяны могут быть и крупного размера.
Низкая теплопроводность
Рассматривая нержавейку с точки зрения теплопроводности, нужно отметить, что данный показатель у нее в два раза ниже по сравнению с низкоуглеродистыми металлами. Результатом такой особенности при сварочных работах является высокая проплавляемость заготовок. Они начинают плавиться при значениях тока на 15-20% ниже, чем при соединении деталей из низкоуглеродистых составов.
Межкристаллитная коррозия
Если нержавеющую сталь нагреть до температуры в 500 градусов Цельсия и выше, то образуется так называемая межкристаллическая коррозия. Явление возникает в силу того, что по краям металлической структуры образуются дополнительные прослойки. Они состоят из железа и карбида хрома.
Чтобы предупредить подобное, следует тщательно выбирать режим сварки, исключающий перегрев металлической решетки заготовок. Помимо этого, металл можно принудительно охлаждать в процессе работ, используя воду или обдув. Важно запомнить, что вода может быть использована исключительно на хромоникелевых заготовках. Они отличаются тем, что имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
В силу слабой теплопроводности и высокого электрического сопротивления заготовки из нержавеющей стали провоцируют перегрев электродов. Это происходит из-за того, что расходные материалы имеют сердечники из хромоникелевого сплава. Явление очень нежелательно, а избежать его очень просто. Достаточно применять в работе специальные электроды для работы по нержавейке длиной не более 35 см.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Самые распространенные способы сварки нержавеющей стали
Соединение деталей из нержавеющей стали с высоким содержанием хрома можно выполнять разными технологическими приемами. Например, на практике часто применяются такие виды сварки:
- аргонодуговая. Лучше всего подходят вольфрамовые электроды в сочетании с режимом работы AC/DC TIG;
- MMA. Ручная сварка или резка выполняется покрытыми электродами;
- полуавтоматическая. Работы аппаратами электродуговой сваркой ведутся в защищенной среде. Лучше всего подходит аргон. Режим работы – MIG, а в качестве присадки применяется проволока из нержавеющей стали;
- холодная сварка. Для соединения нержавеющей стали разработан специальный технологический процесс. Он проходит под высоким давлением. Название выбрано, исходя из того, что плавление металла не предусматривается;
- контактная точечная сварка и шовная.
Перед тем как сваривать заготовки из нержавеющей стали, необходимо тщательно обезжирить стыки и прилегающую поверхность, а также зачистить. Для этих целей чаще всего используется ацетон или авиационный бензин. Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Какую именно сварку, а точнее метод выполнения работ, использовать в конкретном случае, решает сам специалист. Помимо основных методов, которые выше рассмотрены, существую и другие технологические приемы, которые применяются редко. В любом случае, на выбор технологии влияет набор требований к будущей конструкции и особенности используемых в работе материалов.
Сварка покрытыми электродами (ММА)
Технология ММА является одной из наиболее распространенных и очень часто применяется при соединении заготовок из нержавеющей стали. Она подразумевает использование покрытых электродов. Способ отличается простотой и нередко выполняется в домашних условиях. Его недостаток заключается в том, что высококачественным сварной шов не получится.
Тем не менее, простота и распространенность обуславливают востребованность технологии. Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
- с рутиловым покрытием. Электроды изготовлены на основе двуокиси титана. Варить такими электродами следует при постоянном токе с обратной полярностью. Процесс сопровождается стабильным горением дуги и разбрызгиванием расплавленного металла;
- с покрытием на основе карбоната кальция и магния. Потребуется постоянный сварочный ток и обратная полярность.
Чтобы определиться с маркой наиболее подходящих для конкретной операции электродов, достаточно иметь под рукой ГОСТ. В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.
Сварка нержавеющей стали в аргоне
В защитной аргонной среде применяются вольфрамовые электроды. Это достаточно простой и в то же время высокотехнологичный метод, дающий возможность создавать надежные соединения даже в домашних условиях. Технология чаще всего востребована при монтаже трубопроводных коммуникаций, предназначенных для транспортировки различных жидкостей или газов. Она обладает некоторыми особенностями:
- чтобы вольфрам не попадал в рабочую зону, дуга поджигается бесконтактным способом. В случаях, когда поджечь сварочную дугу на соединяемых деталях нельзя, то она разжигается в специальной угольной плите. После этого осторожно перемещается на стык;
- данный способ одинаково хорошо работает как на переменном, так и на постоянном токе;
- выбор режима работы зависит от толщины полок заготовок. К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
- важно проверить перед началом работ уровень легирования присадочной проволоки и соединяемых элементов. У расходника это показатель должен быть выше;
- при сваривании металла не следует делать электродом колебательных движений. В противном случае высока вероятность окисления металла и нарушения зоны сварки.
Практика показывает, что можно свести к минимуму расход вольфрамового электрода. Для этого достаточно выключать подачу инертного газа через 10-15 секунд после разрыва сварочной дуги. Благодаря такой простой процедуре исключается активное окисление вольфрама из-за контакта с атмосферным кислородом по окончанию сваривания.
Касательно полуавтоматической сварки, то работа с ней практически ничем не отличается. Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
- Метод струйного переноса. Благодаря технологии удается качественно соединить заготовки большой толщины.
- Сварка короткой дугой. Отлично подходит в случаях, когда требуется соединить детали небольшой толщины.
- Импульсная сварка. Наиболее выгодный со всех сторон вариант. Он наименее затратный и универсальный в плане сваривания заготовок разного размера.
Другие технологии и приемы
Помимо рассмотренных на практике используются и другие методы сварки заготовок из нержавеющей стали. Они узкоспециализированы и в силу своей специфики менее востребованы. Эти методы требуют наличия специального оборудования или оснастки.
Сварка с использованием лазера
Данный метод обладает весомым набором достоинств. Первое из них – металл не теряет свою прочность и не деформируется из-за длительного воздействия высокой температуры. Шов быстро остывает, на его поверхности и внутри не образуются трещины, а структура сформирована из зерен небольшого размера. Лазерная технология используется в машиностроении и других отраслях промышленности: производство сельхозтехники, автомобильная промышленность, укладка трубопроводов и прочих.
Холодная сварка под давлением
Технология уникальна тем, что не подразумевает плавление металла. Детали соединяются между собой, благодаря образованию новых связей на уровне кристаллической решетки металла. В зависимости от особенностей и конфигурации соединения, давление может оказываться как на одну, так и на обе заготовки. Визуально это выглядит так, будто две детали вдавливаются одна в другую.
Контактная сварка
Сварка может выполняться точечно или же по методу роликового соединения металлов. Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Сварка нержавейки электродом: технология работ

Сварка нержавейки электродами – самый распространенный способ соединения деталей из стали. Нержавеющая активно используется в промышленности и быту благодаря антикоррозионным свойствам сплава, долговечности и простоте обработки.
Достаточно небольшой величины тока, чтобы соединение стало надежным, но очень важно правильно выбирать электроды и режим сварки. Подробнее об особенностях сварки нержавейки электродами читайте в нашем материале.
Особенности сварки нержавейки электродами
Для того чтобы произвести сварку элементов, изготовленных из нержавеющей стали, необходимо иметь практический опыт и специальные знания. В немалой степени влияет на качество выполняемых работ выбор электродов.

Специальные марки электродов для сварки нержавейки разработаны неслучайно. Этот металл обладает специфическими характеристиками, и только тщательно подобранный электрод сможет обеспечить прочность соединения и длительный срок эксплуатации изделия.
Сварка нержавейки обычным электродом допускается. Но опытные мастера соглашаются использовать такой вариант ведения работ только в самых крайних случаях, например когда речь идет о жестком дефиците расходных материалов. Но даже тогда применять обычные электроды можно лишь для обработки деталей бытовых устройств.
Сварка промышленных конструкции проводиться таким способом не должна, так как изделие просто не будет соответствовать установленным требованиям надежности и прочности.
При работе с простыми электродами велика вероятность появления микротрещин. Поэтому при работе с нержавейкой должны применяться специализированные электроды с особым покрытием.
Постарайтесь полностью исключить при работе с коррозионностойкими сталями использование простых электродов. Либо рассматривайте возможность их применения как крайнюю меру и только в том случае, когда вы гарантируете, что риск последствий будет очень незначительным.
Преимущества ручной сварки нержавейки электродом и подходящие электроды
Электроды с покрытием для сварки нержавеющих сталей могут использоваться как профессионалами, так и теми, кто работает в условиях домашней мастерской. Ручная дуговая сварка нержавейки специальным электродом облегчает процесс работы и обеспечивает высокое качество соединения.

Данный вид сварки имеет очевидные преимущества:
- электроды и оборудование стоят относительно недорого;
- использовать их можно на протяжении длительного времени;
- благодаря небольшим размерам агрегаты с легкостью можно перемещать в разные точки рабочего объекта;
- при наличии достаточных профессиональных навыков можно обеспечить высокую скорость проведения работ;
- сварные швы отличаются особой прочностью;
- овладеть навыками дуговой сварки нержавейки с помощью электродов можно самостоятельно.
Для того чтобы гарантированно обеспечить высокое качество ручной сварки, специалисты рекомендуют следующие марки электродов:
- ОЗЛ-8. Используются для сварки конструкций, к которым предъявляются особенно жесткие требования. Могут обеспечить качество соединения даже при условии эксплуатации конструкции в агрессивной среде. Особых требований к наплавленному металлу по стойкости к МКК не предъявляется.
- НЖ-13. Предотвращают образование МКК. Благодаря тому, что слой шлаковой корки после остывания и сжатия рабочей зоны самостоятельно разрушается и отпадает, скорость работы с такими электродами может быть особенно высокой. Это важно, когда перед сварщиком стоит задача обработать как можно больше швов.
- ЦЛ-11. Гарантируют прочность соединения и обеспечивают изоляцию сварочной ванны от воздействия внешних факторов.
Данная технология работы с нержавеющими металлами предусматривает применение постоянного тока и обратной полярности.
Способы сварки нержавейки инвертором
Инверторная сварка конструкций из нержавеющей стали может осуществляться тремя разными способами:
- Ручной способ. После того как материал электрода расплавляется, им заполняют стык между деталями. Для работы используется только инвертор.
- Сварка заготовок из нержавейки вольфрамовым электродом. Шов образуется благодаря плавлению заготовки и присадочной проволоки. Место сварки при этом должно быть защищено газовым слоем.
- Сварка на полуавтомате с подачей проволоки. Обеспечивает высокую скорость образования сварочного шва. Специалисты рекомендуют добавлять в аргон примерно 2 % углекислоты.
Если сварочные работы осуществляются в домашних условия, требуется уделить серьезное внимание подготовке сварочного аппарата и расходных материалов.
Для инверторной сварки вам потребуется:
- агрегат;
- электроды;
- СИЗ;
- несколько кабелей разной длины (2–6 метров);
- специальные зажимы для заземления («крокодилы»);
- растворитель;
- щетка со стальной щетиной.
При необходимости соединения листов, толщина которых не превышает 4 мм, качественный шов можно обеспечить в результате использования инвертора с осциллятором и аргонодуговой сварки (АДС).

С помощью переключателей, расположенных на дуговой панели прибора, производится настройка сварочного аппарата. Значения, необходимые для сваривания заготовок разной толщины, приведены в таблице ниже:
Толщина заготовки
Величина тока (А)
Напряжение (В)
Диаметр электрода, мм
Если работы проводятся в режиме АДС или полуавтомата, требуется установить значения расхода защитного инертного газа. Определить их можно опытным путем, исходя из того, что в оптимальном варианте он составляет от 6 до 12 л/мин. Качественный шов получается, если скорость автоматической подачи проволоки выставлена в максимальное положение.
Как приварить нержавейку к черным металлам
На первый взгляд соединение с помощью сварки нержавейки и черного металла технически невозможный процесс. О том, как его осуществить, многие даже не задумываются, ведь на практике такие ситуации встречаются крайне редко.
Тем не менее существуют специальные электроды для сварки нержавейки и черных металлов, и в особых случаях они могут очень пригодиться.

Данный процесс можно осуществить даже в условиях домашней мастерской. Для этого необходимо только выяснить химический состав элементов свариваемой конструкции и грамотно выбрать расходные материалы.
Основным параметром, обеспечивающим возможность соединения таких разнородных материалов, как черный металл и нержавейка, является свариваемость. В результате должно получиться достаточно прочное соединение приемлемого качества.
Обеспечить положительный результат возможно в процессе использования следующих материалов:
- электроды с покрытием;
- вольфрамовые расходники.
Технология ММА предполагает использование сварочных материалов, предназначенных для сварки цветных металлов и сплавов. Сварка нержавейки и разнородных металлов простыми электродами не сможет обеспечить надлежащего качества выполнения работ.
Самыми распространенными марками электродов для проведения данного типа работ являются АНЖР-1 и АНЖР-2. Они позволяют производить сварку практически в любых пространственных положениях, за исключением вертикального положения «сверху вниз».
Не менее востребованным электродом считается ЦТ-28. Использование этого расходника позволяет получить шов с отличными показателями жаропрочности и жаростойкости.
Наибольшей популярностью у опытных сварщиков, работающих с нержавеющими сталями, пользуются специальные электроды ESAB. Они обеспечивают высокое качество сварки при работе с такими сплавами, как ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.

Использование вольфрамовых электродов значительно удорожает стоимость работ. Кроме того, к ним понадобится еще и специальное сварочное оборудование. Определенного уровня мастерства требует и работа с ними. Качество результата во многом зависит от положения прутка. Стержень необходимо держать строго перпендикулярно относительно свариваемых поверхностей.
Выбор тока и полярности зависит от того, какова толщина свариваемых элементов конструкции из антикоррозийных сталей. Принцип подбора электродов по отношению к толщине детали:
- 1 мм — необходимо выбирать стержень Ø 2 мм, силу тока в 30–60 А и постоянное напряжение;
- 2 мм — Ø электрода 3 мм и переменный ток силой 50–80 А;
- 4 мм — Ø электрода — 4 мм, постоянный ток, сила тока равна 90–130 А.
Сварка тонкой нержавейки электродом
Работа с тонкой нержавейкой представляет собой сложный процесс, требующий от исполнителя высокого уровня сварочного мастерства. Качество сварки тонкостенных изделий из нержавейки зависит не только от выбора электрода, но и от правильно выставленного напряжения.
В отличие от обыкновенной стали, сварка электродом производится при пониженной силе тока. Количество ампер примерно на 20 % ниже, чем в обычных обстоятельствах.

Диаметр электрода также выбирается в соответствии с задачей. Если толщина свариваемого элемента конструкции равна 3 мм, то лучше выбрать пруток диаметр Ø 3–4 мм.
Длина стержня не должна превышать 35 мм, а температура плавления выходит за рамки 500 °С. Резко охлаждать изделие также не рекомендуется.
Для бытовой сварки лучше всего выбрать инверторный способ. Он имеет свои специфические особенности. Особое внимание стоит обратить на следующие моменты:
- важно не перегревать заготовку и место наложения шва. Для разного типа стали установлена своя температура. Например, жаропрочные выдерживают температуру 900–1100 °С, для других марок нагревают не выше 450 °С;
- скорость работы должна быть высокой, а величины тока малыми;
- колебательные движения электрической дуги должны отсутствовать;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Если толщина металла менее 3 мм, сварка производится без разделки. Зазор между заготовками должен быть на уровне 1–2 мм.
Для инверторной сварки с использованием электрода диаметром 3 мм величина напряжения должна составлять 80 А. Лучше других подходят для работы с тонкими нержавеющими элементами конструкции следующие виды электродов:
- ЦЛ-11. Данной марке отдает предпочтение большая часть специалистов. Использование этого вида электрода позволяет получить устойчивый к негативным факторам внешней среды шов, который способен длительное время противостоять коррозии.
- ОК 63.20. Обеспечивает возможность обработки материала, взаимодействующего с жидкими агрессивными неокислительными средами при температурах до 350 °С.
Сварка нержавеющих труб электродами
Сварка труб из нержавейки производится электродами с основной или рутиловой обмазкой. Это оптимальный вариант, благодаря которому можно получить качественное и прочное соединение. Работы производятся на постоянном токе обратной полярности.
Использование постоянного тока значительно упрощает работу сварщиков — металл не разбрызгивается, шов получается качественным, тонкостенные трубы надежно скрепляются друг с другом.

Применение вольфрамовых электродов для выполнения данного вида работ также производится на постоянном токе, но полярность при этом выбирается прямая. Этот вариант сварки имеет свои преимущества:
- благодаря наличию качественной защиты от воздействия кислорода снижается риск окисления;
- образуется устойчивая дуга;
- сварные швы обладают высокой степенью устойчивости к коррозии.
Технологический процесс, вне зависимости от выбранного варианта соединения труб из нержавеющих сталей, осуществляется в следующем порядке:
- Подготовительный этап перед выполнением сварки предполагает предварительные меры по оснащению специалиста и обработку материала, с которым ему предстоит работать. Сварщик может приступить к работе только после того, как наденет специальный костюм и защитную маску, а трубы будут тщательно очищены от следов коррозии, остатков краски и других загрязнений. Для этого обычно используются специальные металлические щетки и наждачная бумага.
- Основной процесс начинается с розжига электрода, возбуждения и удержания дуги, после чего начинается работа по соединению частей конструкции.
После того как сварочные работы завершены, необходимо отбить шлак и обследовать качество шва. Это очень важная процедура, позволяющая оценить надежность выполнения сварки.
Если требуется произвести сварку точками, то на короткий промежуток времени поджигается электрическая дуга, осуществляется контакт электрода с поверхностью в одном месте, затем дуга гасится. Это действие повторяется многократно с одновременным перемещением по линии сварки.
Выполняется такая сварка с применением электрода ОК 63.20. Он специально предназначен для точечной сварки труб из нержавейки.
Аппаратов, позволяющих осуществлять процесс работы с антикоррозийными сталями, довольно много, но лучше остановить выбор на тех, которые работают на постоянном токе. Если такая возможность отсутствует, хорошим вариантом будет инвертор, способный преобразовать вид напряжения.
Использование соответствующего вида электродов для сварки обеспечивает надежное соединение нержавейки, хотя с этим металлом работать очень непросто.
Полярность во время сварочных работ должна быть обратной: на электроде должен быть плюс, а на нержавеющей стали – минус. При этом в каждой конкретной ситуации может быть собственный вариант выбора агрегата и расходных материалов.
Надеемся, что представленная нами информация поможет вам выполнить сварочные работы качественно и без особых затруднений.
Читайте также: