Точечная сварка толщина листа
Обновлено: 20.09.2024
При точечной сварке две или несколько деталей сжимаются электродами машины и соединяемые детали свариваются по поверхности их соприкосновения в отдельных точках. При прохождении сварочного тока металл наиболее интенсивно нагревается в месте контакта, имеющем большое электрическое сопротивление и худшие условия отвода теплоты. Нагрев продолжается до расплавления металла в центральной зоне.
Сварная точка считается качественной, если образуется литое ядро чечевицеобразной формы определенного размера (диаметр и глубина проплавления). Вокруг литого ядра возникает зона металла, в пределах которой произошла сварка в пластическом состоянии. Эта зона удерживает расплавленный металл ядра от растекания. Усилие на электродах должно быть создано до включения сварочного тока и снято после его выключения.
Точечную сварку обычно классифицируют по системе подвода тока (рис. 2). Наиболее широко применяется одноточечная двусторонняя (нормальная) сварка (рис. 2, а). Верхний и нижний электроды имеют рабочую поверхность, обеспечивающую необходимую плотность тока для концентрированного разогрева места сварки. Соединение, полученное этим способом на правильно выбранных режимах, должно иметь характерные вмятины от электродов.
При необходимости уменьшить вмятины от электродов с одной стороны свариваемого изделия может быть использован один из приемов бесследной сварки. Полностью обеспечить отсутствие следов от сварки не удается, однако они значительно уменьшаются. Это достигается увеличением рабочей поверхности одного из электродов (рис. 2, б), сваркой на плоском электроде (рис. 2, в) или введением промежуточной пластинки из медных сплавов между одним из электродов и деталью (рис. 2, г). Во всех этих случаях снижается плотность тока в контакте электрод—деталь с лицевой поверхности. Необходимая плотность тока для обеспечения концентрированного нагрева создается вторым электродом с рабочей поверхностью нормального размера.
Для получения хорошей лицевой поверхности детали в нижнем электроде с большей рабочей поверхностью можно сделать небольшую лунку (рис. 2, д), в месте которой получается небольшая выпуклость, легко удаляемая при зачистке.

Рис. 2. Классификация основных способов точечной сварки
При точечной сварке с косвенным токоподводом сварочный ток подводится с одной стороны электродом с нормальной контактной поверхностью, а с другой — через деталь, т. е. в некотором удалении от места сварки. Такой токоподвод применяют для сварки конструкций, при которых невозможна нормальная точечная сварка (рис. 2, е), или в которых со стороны лицевой поверхности должны быть уменьшены местные остаточные деформации от сварки (рис. 2, ж, з). Режим сварки зависит от жесткости детали, соотношения толщин и требований к качеству. Бесследную сварку и сварку с косвенным токоподводом применяют для тонколистовых стальных деталей.
Для увеличения производительности применяют многоточечную сварку на специальных машинах, осуществляемую по различным схемам. Схемы многоточечной сварки (рис. 2, и, к) с нормальным токоподводом не отличаются от рассмотренных выше схем двусторонней сварки.
Для тонколистовых низкоуглеродистых сталей широко применяют одностороннюю многоточечную сварку (рис. 2, л). Сварочный ток, протекающий во вторичном контуре машины, шунтируется через верхнюю, нижнюю детали и нижний электрод. Значительное шунтирование тока через верхний лист, помимо места сварки, увеличивает плотность тока на рабочей поверхности верхних электродов и ограничивает шаг между точками и толщину верхнего листа. Схема, представленная на рис. 2, м, основана на косвенном подводе тока при одностороннем расположении сварочного трансформатора. По этой схеме возможна одновременная сварка двух точек от одного трансформатора. Процесс сварки не осложняется током шунтирования в верхнем листе, который при этой схеме отсутствует.
Для снижения потерь на шунтирование через верхний лист применяют еще и схему двустороннего токоподвода от спаренных трансформаторов (рис. 2, н). Эта схема пригодна для сварки изделий из металла большей толщины и с меньшим шагом.
Описание технологии контактной точечной сварки
Точечная сварка
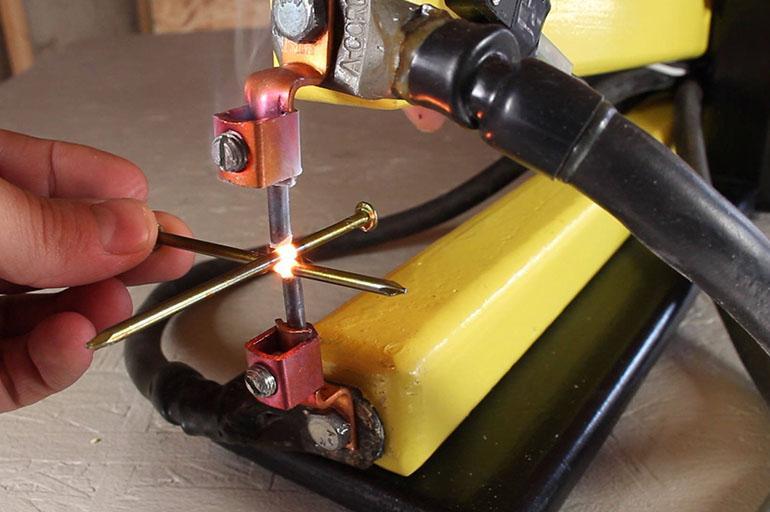
Точечная сварка чаще всего используется в бытовых условиях. С ее помощью можно надежно и быстро соединить металлические элементы. Для этого не нужно быть профессиональным сварщиком, а само оборудование можно сделать своими руками.
.jpg)
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
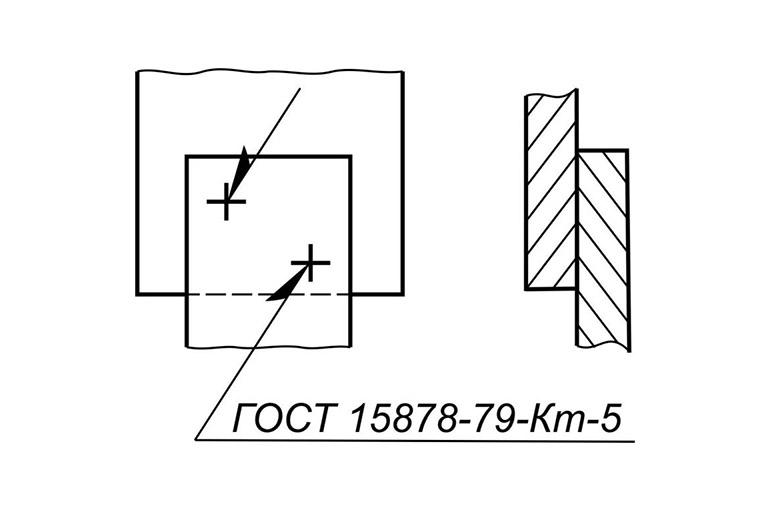
Обозначения по ГОСТу на чертежах
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
- кратковременное воздействие на соединяемые элементы;
- малая площадь расплавления материала;
- напряжение – 1-3 В;
- ток – от 2000 А;
- усилие в точке соединения – 10-100 кг.
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.

- при малом расходе электрической энергии агрегат обеспечивает более 100 спаиваний в минуту;
- возможна автоматизация рабочего процесса;
- отсутствует необходимость в применении флюсов, присадок и проволоки;
- получаются прочные соединения без остаточных деформаций.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
.jpg)
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
- с постоянным и переменным током;
- низкочастотное;
- конденсаторное.
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.

Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
.jpg)
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
- Прожог. В изделиях в процессе перегрева материала и стекания стали образуются отверстия и легко отрываются сплавленные кромки. Это происходит при высокой силе тока, избыточной силе сжатия, продолжительном импульсе. Для предупреждения прожогов рекомендуется уменьшить прижим клещей и ток.
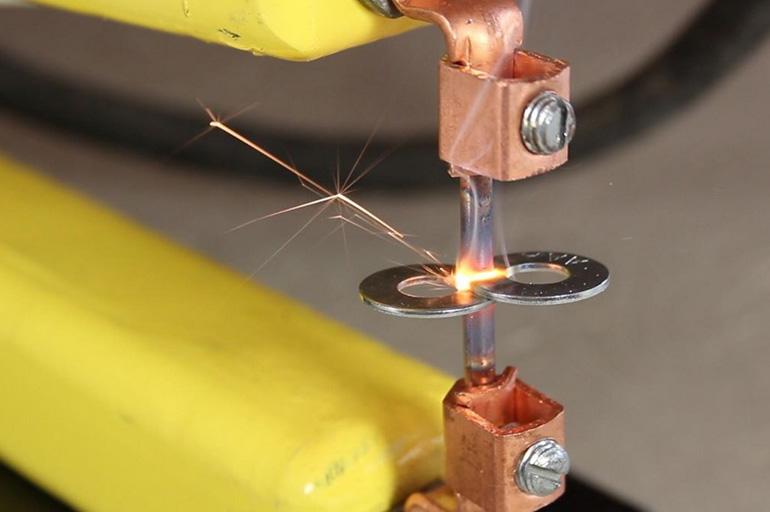
- Стекание расплавленного металла. Расплавленный материал способен выйти из ядра из-за продолжительного применения слабого импульса или сильного сжимания клещей. При выполнении сварочных работ сталь выплескивается из точек в виде искр. А при таком продолжительном факторе прочность соединения существенно снижается.
- Непровар. Причиной того, что слабо нагревается ядро, может быть недостаточная сила сжатия и слабый импульс. Непровар возникает при близких точках сварки, т.к. соседняя точка является шунтом, который пропускает через себя часть энергии.
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
- высверлить соединение, повторить спаивание полуавтоматом;
- проварить точечный шов еще раз;
- зачистить наружные выплески материала;
- установить вытяжную или сварную заклепку;
- проковку разогретой точки.
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
Точечная сварка сталей
Низкоуглеродистая тонколистовая холоднокатаная сталь
К тонколистовой относят стали толщиной до 4 мм разных марок, содержание углерода в которых не превышает 0,15%. Они составляют основную массу штампо-сварных изделий, свариваемых точечной и рельефной сваркой (табл. 2).
В зависимости от назначения холоднокатаные листы изготовляют из стали обыкновенного качества или качественной углеродистой стали. Механические свойства первой определяют только испытанием на растяжение. Сталь применяют для изготовления различных изделий без глубокой вытяжки при штамповке; она обладает удовлетворительной свариваемостью, которая в основном определяется состоянием ее поверхности.
Лучшую поверхность (свободную от окислов) имеет декопированная сталь, что позволяет использовать ее для контактной сварки без дополнительной подготовки поверхности. Другие стали обычно имеют окисленную поверхность, и для их сварки требуются специальные режимы или способы или дополнительная очистка поверхности. В этом разделе рассмотрены режимы сварки применительно только к сталям с чистой поверхностью.
| Назначение | Тип стали | Марка стали | Толщина, мм | ГОСТ |
| Сталь обыкновенного качества | ||||
| Для различных целей | Углеродистая | БСт0, БСт2кп, БСт2пс, БСт2сп, БСтЗ, БСтЗпс, БСтЗсп, БСт4кп, БСт4пс, БСт4сп | 0,2—4 | 19903—74 19904—74 16523—70 17066—71 |
| Для штамповки посуды, арматуры и др. | Декапированная углеродистая | БСт2кп, БСт2пе, БСт2сп | 0,25—2 | 19904—74 16523—70 |
| Для кровли и различных производственных, поделок | Кровельная углеродистая | БСт2кп, БСт2пс, БСт2сп | 0,25—2 | 19904—74 |
| Качественная конструкционная сталь | ||||
| Авто-, авиа- и сельскохозяйственное машиностроение | Углеродистая | 05кп, 08кп, 08пс, 08Ю, 08Фкп, 10, 10кп, 10пс, 15, 20, 20кп, 20пс, 25, 30 | 0,2—4 | 19903—74 19904—74 9045—70 1050—74 |
Для изготовления штампо-сварных конструкций в большем объеме применяют качественную конструкционную углеродистую сталь. Холоднокатаные листы из этой стали обладают хорошей свариваемостью, чистой и гладкой поверхностью, слабой чувствительностью к термическому циклу и имеют достаточно высокое электросопротивление.
Сортаментом холоднокатаного листового проката предусмотрена широкая номенклатура сталей, из которых наибольшее применение нашла качественная мягкая углеродистая сталь с малым содержанием углерода (сталь 08). Эта сталь обладает высокой пластичностью, легко поддается штамповке и поэтому в основном используется в штампо-сварных конструкциях.
Холоднокатаную листовую сталь получают из горячекатаной, поверхность которой тщательно очищают травлением. Холодная ее прокатка позволяет получить лист высокой точности по толщине. После холодной прокатки лист нельзя применять для штамповки, так как такая сталь обладает повышенной прочностью, имеет низкое относительное удлинение и высокую твердость.
Разупрочняют холоднокатаную сталь отжигом при температурах, близких к точке Ас1 (680—700° С для сталей 08кп и 08Ю). Перед отжигом поверхность тщательно обезжиривают химико-механическим и электролитическим способами. Отжиг проводят в защитной атмосфере, исключающей окисление металла. После этой операции листовую сталь подвергают конечной операции — дрессировке — холодной прокатке с малым обжатием (0,5—2%). Малое обжатие позволяет осуществить наклеп поверхностного слоя металла и сохранить недеформированными внутренние слои, в результате чего предотвращается образование линий сдвига, (при штамповке) и обеспечивается хорошее сочетание механических свойств. Кроме того, дрессировкой достигается хороший вид последующих покрытий. Наличие дрессировки листа стабилизирует и контактное сопротивление, что особенно важно при сварке на жестких режимах.
В целях обеспечения высокой пластичности в стали ограничивают содержание углерода и других примесей. Это также важно и для сохранения хорошей свариваемости. В стали 08кп содержится 0,05—0,11% С; 0,25—0,50% Mn; ≤0,03% Si; ≤0,04% S; ≤0,04% P. Если эта сталь предназначена для холодной штамповки сложных по вытяжке деталей, то ее поставляют по специальным техническим условиям с более низким содержанием углерода (<0,08%) и низким содержанием серы (≤0,03%) и фосфора (≤0,02%).
Кипящая сталь имеет целый ряд преимуществ в процессе производства, однако листовой прокат из нее менее однороден, имеет внутренние дефекты (расслоения), которые ухудшают свариваемость. Один из существенных недостатков кипящей стали — склонность ее к старению, в результате чего ухудшается способность к вытяжке листов, а на поверхности штампованных заготовок образуются линии сдвига. Их появление ухудшает прилегание деталей в месте сварки и способствует образованию начальных выплесков при точечной сварке на жестких режимах. Улучшают кипящую сталь, добавляя при ее изготовлении небольшое количество ванадия (0,03%). Такой металл (сталь 08Фкп) обладает высокими пластическими свойствами и успешно применяется для штамповки изделий с глубокой вытяжкой.
Более широкое распространение в настоящее время получает спокойная нестареющая сталь, стабилизированная алюминием (08Ю). Все эти стали в некоторых пределах обладают разной пластичностью, что не оказывает заметного влияния на их свариваемость, однако характер разрушения сварного соединения, особенно при отрыве, может меняться.
Металл в состоянии поставки имеет чистую блестящую полированную или матовую поверхность, покрытую нейтральной смазкой, предохраняющей сталь от окисления при транспортировке и хранении. Для облегчения штамповки в местах глубокой вытяжки обычно применяют различные смазки, дополнительно загрязняющие поверхность. На них осаждается также пыль, находящаяся в воздухе, поэтому перед сваркой рекомендуется промывать детали в механизированных мойках для удаления остатков смазки и других загрязнений.
Контактное сопротивление холоднокатаной стали низкое (40— 80 мкОм). ГОСТы на холоднокатаную сталь допускают наличие по краям листов окислов в виде цветов побежалости, возникающих в результате отклонения в режимах отжига и неисправности термического оборудования. Сравнительное измерение контактного сопротивления показывает, что в зависимости от цвета пленки окислов его значение может увеличиться в 30 раз. Пленки с более темной окраской имеют структуру окислов, значительно увеличивающих контактное сопротивление.
Проведенные автором исследования показали, что нормальная двусторонняя точечная сварка металла с такими пленками возможна. Повышенное контактное сопротивление при нагреве быстро снижается. При сварке на жестких режимах наблюдается некоторое увеличение начальных выплесков. При металлографических исследованиях в центре некоторых точек обнаруживаются рыхлоты. Однако заметного изменения статической прочности при этом не наблюдается. Наличие цветов побежалости заметно снижает стойкость электродов и требует более частой их зачистки. Окислы темно-синей окраски могут иметь недопустимо высокое контактное сопротивление, поэтому такой металл необходимо предварительно проверять на свариваемость.
В целях высокой пластичности и сохранения гладкой поверхности после штамповки кипящая сталь должна иметь зерна феррита размером 6—8 баллов и структурно-свободного цементита до 3-го балла. Более крупные скопления цементита, разрушаясь при штамповке, служат местом концентрации напряжений в металле. В этих местах чаще всего образуются микротрещины, приводящие к нарушению сплошности листа при штамповке. Совпадения мест сварки с этими местами приводит к снижению прочности сварного соединения. Допустимое содержание структурно-свободного цементита для листов весьма глубокой вытяжки регламентируется ГОСТ 5640—68, а величина зерна — ГОСТ 5639—65.
В зоне термического влияния при сварке дрессированной низкоуглеродистой стали наблюдается характерный рост зерна, приобретающий удлиненную форму с ориентацией вдоль направления преимущественного отвода теплоты. Величина укрупненного зерна в этой зоне может достигать 3—4 баллов. В околошовной зоне происходит своеобразный отжиг металла в результате нагрева и последующего охлаждения. Размер зерна при вытяжке зависит от предшествующей деформации. Для этих сталей чрезмерный (критический) рост зерен наблюдается при температуре 700° С и степени критической деформации 8—10%. В зоне сварки возникают такие температуры. Возможны и деформации, близкие к критическим вследствие нарушения технологии дрессировки и, как следствие, операции штамповки. Все это приводит к появлению в околошовной зоне значительного участка с укрупненными зернами металла. Это, в свою очередь, скажется и на механических свойствах сварного соединения. Качество штамповки предварительно сваренных заготовок из такого металла ухудшится.
Низкоуглеродистые стали с содержанием углерода в пределах 0,05—0,11 %, казалось, не склонные к закалке. Однако в условиях точечной и рельефной сварки, где происходят быстрые процессы нагрева и охлаждения, создаются условия для образования островков металла с разной степенью закалки. В местах сосредоточения структурно-свободного цементита при нагреве образуются участки аустенита с высоким содержанием углерода, который не успевает диффундировать в окружающие слои металла из-за недостатка времени. При быстром охлаждении металл в этих участках получает разную степень закалки.
Исследованиями на электронном микроскопе установлено, что участки неоднородны. В центре наблюдаются более твердые образования. При сварке на особо жестких режимах центральная часть этих участков содержит мартенсит. При сварке стали 08 участки местной закалки не образуются в зоне литого ядра. Очевидно, имеющийся здесь углерод успевает распределиться в расплавленном металле с большей равномерностью.
Точечная сварка тонколистовой низкоуглеродистой стали с чистой поверхностью осуществляется успешно как на универсальных машинах, так и на разного типа специализированном оборудовании (многоэлектродных машинах и др.). Сталь, имеющую хорошую подготовку поверхности, можно успешно сваривать на машинах, работающих по простейшему циклу с одноимпульсным включением сварочного тока.
Что такое контактная шовная сварка?

На примере точечного либо рельефного видов, контактная сварка знакома многим сварочным специалистам.
Эти две технологии получили широкое распространение, в отличие от шовного типа.
Далее будет рассказано:
- что называют контактной шовной сваркой;
- ее отличия от роликового вида контактной сварки;
- достоинства и недостатки шовного сваривания металлов;
А также дана более подробная информация о процессе и технологических видах работы.
Общая информация
Контактной шовной сваркой называется тип сваривания, при котором используются два вращающихся электродных ролика.
Эти электроды создают большое количество сварных точек, способных отчасти перекрывать воздействие друг друга.
Создается неразъемное соединение, которое отвечает за повышенную герметичность шва.
Сварщики, которые только осваивают профессию, часто спрашивают, в чем разница между шовным типом и роликовым.
Разгадка здесь проста – это единая техника обработки металла, имеющая два разных названия.
Ее можно называть и роликовой, и шовной, оба варианта будут верны. Ведь варианты названия не изменяют сущность процесса.
Типом шовной обработки считается также конденсаторное (импульсное) контактное сваривание.
При шовном методе действующим механизмом сваривания являются электроды-ролики. Однако весь рабочий аппарат – это более сложная система механизмов.
Его принято называть «Станок для роликовой сварки».
Такая техника обработки металла довольно проста. Необходимые детали помещаются между двумя роликами, которые сжимают и с силой прокатываются по поверхности металла.
Процесс соединения происходит благодаря проходящему в роликах току, который нагревает поверхность детали.
Правда, такая методика оптимальна только для тонких металлических листов до трех миллиметров толщиной.
Применяемые для шовной технологии сваривания ролики, кроме сжимания деталей, функционируют как электроды, а потому требуют точного выбора.
В ассортименте встречаются образцы разного диаметра. Рекомендуется использовать варианты от 150 до 20 см в диаметре.
Ролики более маленьких диаметров быстро изнашиваются, требуют частой замены. Важная роль также у материала, из которого была произведена деталь.
В этом вопросе подходящими будут медь, либо бронза всех ее типов.
Содержание
Точечная и шовная (роликовая) контактная сварка являются наиболее востребованными и распространёнными способами контактной сварки. Примерно, 90% всех сварных соединений, созданных при помощи контактной сварки, приходятся на долю точечной и шовной (роликовой) сварки, потому что в этих способах соединения деталей преимущества контактной сварки, приведённые на этой странице, проявляются наиболее полным образом. Далее рассмотрим суть, технологию каждого из этих видов сварки и необходимое для этого оборудование.
Область применения
Благодаря тому, что сварочный роликовый шов обладает повышенной прочностью и герметичностью, область применения его довольно обширная. Основная сфера использования — ёмкости из листового материала, тонкостенные цельносварные трубы, герметичные отсеки и так далее.
Чаще всего подобный вид сварки используется для создания изделий из тонких листовых материалов. Толщина листов не должна превышать 3 мм. Широкое применение имеет контактная сварка в автомобильной промышленности. Так же часто производятся герметичные оболочки, обшивки и другие металлические изделия. Такой метод имеет высокую производительность. За один час можно сварить до тысячи метров материала.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Циклограмма прерывистой шовной сварки
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм. Способ прерывистой шовной сварки получил наибольшее распространение благодаря меньшему перегреву роликов и заготовок. Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
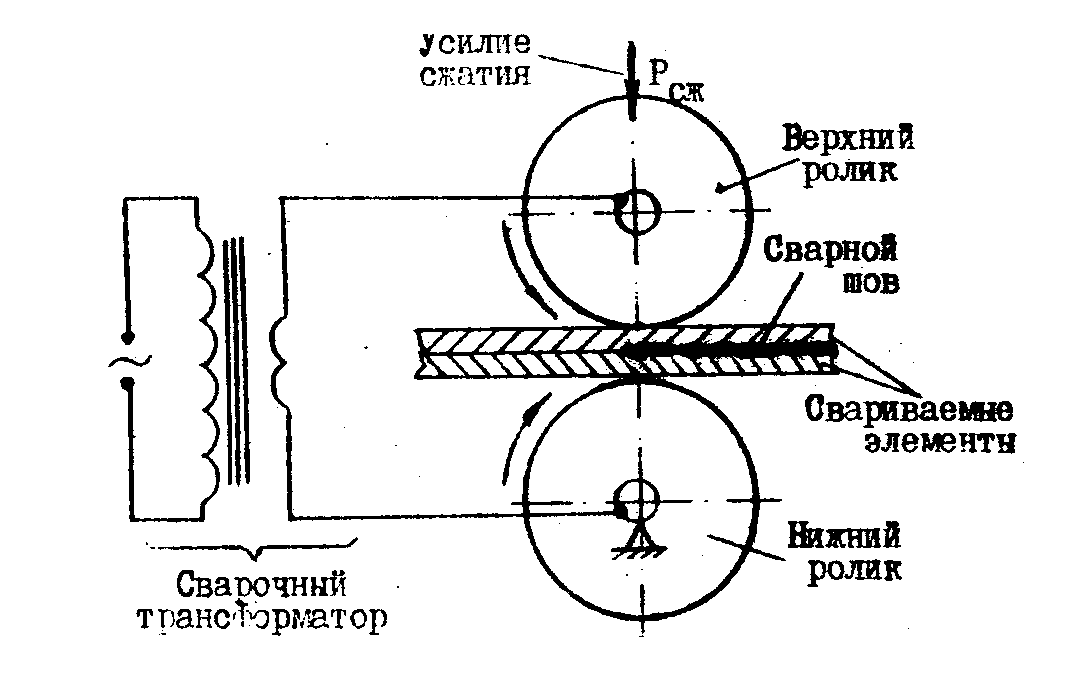
Схема шовной роликовой сварки
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Машины шовной сварки выпускаются различных модификаций
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Вместо заключения
Контактную шовную сварку смело можно назвать достаточно быстрым и простым способом обработки тонкостенных элементов.
Наличие разновидностей технологий позволяет использовать ее для разных металлов: как низколегированной стали, так и алюминиевых сплавов.
Качественное выполнение такой работы не требует высококвалифицированной специализации. Для нее хватит и короткого обучения с долей практики.
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Видео: Точечная контактная сварка
Видео: Шовная контактная сварка
Дополнительные материалы по теме:
Кол-во блоков: 17 | Общее кол-во символов: 15216
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: