Точечная tig сварка spot
Обновлено: 16.05.2024
Первым в мире точечную контактную сварку применил и запатентовал Уильям Томсон (лорд Кельвин). Поэтому годом появления этого метода считается 1856, а лорд Кельвин ее непосредственным праотцом. Прогресс в данной отрасли наметился к концу 19 века, когда все тот же Томсон испытал и внедрил в работу метод стыковой сварки.
В это время в России разработки нового способа качественного и удобного метода сваривания металлических конструкций также велись интенсивно. Результатом стало создание шовной/ роликовой сварки в качестве альтернативы точечной. К середине 20 века в промышленное производство были запущены первые образцы, а затем налажен и серийный выпуск аппаратуры для контактной сварки.
Как это работает?
SPOT-сварка – это соединение металлических листов и конструкций под местным воздействием электрического тока и нагрева материала. Плавление металла происходит на участках, которых касаются электроды. Допустимая толщина свариваемого металла может быть от 0,5 до 8 мм, а при использовании больших промышленных аппаратов до 30 мм.
Приготовленные для работы заготовки оператор накладывает друг на друга, после чего они зажимаются между двумя электродами. Когда подается питание, внутри металла начинается процесс нагрева и движение ионов, за счет чего и происходит соединение деталей. Далее, когда металлом достигается необходимый объем, начинается фаза проковки. При этой фазе автоматически прекращается подача тока. Начинается кристаллизация расплава. После этого оператор снимет электроды и на месте их остается сварная «точка», напоминающая заклепку. На размеры сварной точки влияют такие показатели, как сила тока, продолжительность протекания процесса, форма и размер рабочей поверхности электрода, состояние поверхности обрабатываемой детали, усилие сжатия. Изготавливаются электроды, как правило, из меди. Соответственно, они обладают высокой электро- и теплопроводностью.
Виды SPOT-сварки
Прежде чем приступать к точечной сварке, оператор должен подготовить деталь. Важно очистить ее от грязи, масла, окислений с обеих сторон. Делается это как химическим травлением, так и абразивами, струей песка или металлической щеткой. Затем выбирается режим работы.
SPOT-сварка имеет их два:
- Мягкий: используется ток не высокой плотности – 70 - 160 А/мм2 , а сам процесс относительно продолжителен 2- 3 сек., давление же сравнительно низко.
- Жесткий: ток имеет большую плотность – 160 - 360 А/мм2 , цикл длится от 0,2 до 1,5 сек. При таком режиме диаметр электрода должен быть на 3-4 мм больше толщины свариваемых деталей. Так, например, если толщина 2 деталей равна 3 мм, то электрод должен быть не менее 6 мм в диаметре. Получаемая сварная точка, в любом случае, не превышает 1-1,5 мм.
По принципу работы выделяются:
- Односторонняя: точечная сварка ведется с одной стороны, становится возможным делать прихватки в любом месте, независимо от длины прижимных консолей. Единственным недостатком является то, что достаточный уровень прижима не всегда возможно обеспечить.
- Двусторонняя: всегда обеспечивается достаточный уровень прижима за счет параллельного расположения прижимных консолей с обеих сторон детали. Недостаток – ограниченная длина «щипцов».
Где находит применение точечная сварка?
Основная сфера применения – автомобилестроение, например сварка кузовных узлов, кабин автомобилей. Также она применяется в самолетостроении при изготовление приборов, электронных ламп, не обходится без SPOT-сварки и производство реактивных двигателей, обшивка вагонов. Для бытовых целей такая сварка тоже подходит, например, для создания изделий, таких, как металлическая посуда, спортивный инвентарь, изготовление и приварка декоративной облицовки и т.п.
Производители, которым можно доверять
Итальянская компания BlueWeld берет свое начало еще в 1963 году. Ее нынешний успех и лидирующие позиции на рынке сварочного оборудования – заслуга создателя компании, простого инженера Антонио Спиллари его семьи.
Более молодая, основанная в 2003 году, но стремительно набирающая компания, тоже родом из Италии – Telwin. Серии Inverspotter, ALUSPOTTER , Modular и Digital Modular, PTE, PCP – все это серии различного оборудования для SPOT-сварки от компании Telwin.
Клещи для точечной сварки:
Модель Digital Modular 230 – это ручные сварочные клещи. Небольшие и маловесные. Удобны как для частного использования, так и на автосервисах и больших производствах. Для удобства эксплуатации даже малоопытными сварщиками, вся серия имеет функцию электронного контроля времени и возможность регулировки силы кронштейнов, силы сжатия деталей при работе.
Похожие клещи имеются и в ассортименте компании BlueWeld, так, например, модель Plus 230 сродни Digital Modular 230. Они оснащены микропроцессорным управлением «Fuzzy Logic», позволяющим автоматически выбирать настройки точечной сварки, уже занесенные в память устройства. Также, при необходимости, предустановленные настройки можно менять, что делает клещи универсальными для пользователей любой квалификации.
Аппараты для сварки:
ALUSPOTTER 6100 - это портативный генератор для сварки с разрядом от компании Telwin. С его помощью возможно слияние даже необработанных и предварительно не очищенных поверхностей. Не последним достоинством этого устройства является кратковременность процесса, позволяющая работать даже с окрашенными, пластифицированными и оцинкованными деталями, не нанося поверхности никакого вреда. Такая техника распространена в автомастерских, например, при монтаже и техническом обслуживание автомобилей.
К более сложной силовой технике можно отнести такой аппарат для точечной сварки как BTE 28 от компании BlueWeld. Это большая стационарная машина с рычажным приводом сжатия, предназначенная для использования на промышленных предприятиях и автосервисах. Отличие этой модели от схожей ей ВСР – механическое управление педалью (ВСР, в свою очередь, имеет пневматическое управление).
| Производитель | Telwin | BlueWeld | ||
| Модель | Digital Modular 230 | ALUSPOTTER 6100 | BTE 28 824041 | Plus 230 823226 |
| Диаметр эл.проволоки, мм | - | 3-8 | - | - |
| Напряжение, В | 230 | 220 | 380 | 230 |
| Номинальная мощность, кВт | 13 | 0,9 | 42 | 13 |
| Габариты, мм | 440х110х185 | 430х170х290 | 790х320х1280 | 440х110х185 |
| Вес, кг | 11 | 12,7 | 141 | 10,3 |
У нас вы найдете не только перечисленные выше аппараты, но и множество других, не менее популярных моделей производства таких известных мировых брендов, как BlueWeld и Telwin. В случае возникновения вопросов вы всегда можете обратиться за помощью к нашим менеджерам, которые с удовольствием ответят на все интересующие вас вопросы и помогут подобрать оборудование с учетом особенностей сферы его применения.
SPOT сварка
Созданием методики SPOT сварки мир обязан лорду Кельвину (Уильяму Томпсону), который применил и запатентовал ее в 1856 году. Он же в конце XIX века сначала выполнил испытания, а затем и внедрил в производство методику сварки стыковой. В России в тот же период интенсивно разрабатывались новые способы удобной и высококачественной сварки металлов. В результате была разработана альтернативная точечной методика – шовная/роликовая. В середине прошлого века уже были запущены в производство первые модели, а затем и налажен промышленный выпуск оборудования для выполнения контактной сварки.
Как работает метод SPOT сварки
Сварка-SPOT позволяет выполнить быстро и качественно соединение листов металлических конструкций с применением местного воздействия тока определенной силы и нагрева свариваемых заготовок. В тех зонах, где электроды касаются металла, происходит его плавление. При этом допустима общая толщина свариваемых элементов от 0,5 до 8 мм. Современные промышленные аппараты способны сваривать детали до 30 мм толщиной.
Свариваемые заготовки после необходимой подготовки зажимаются между электродами. Нагрев и движение ионов начинаются после подачи питания. Затем, после достижения требуемого объема, следует фаза проковки. Подача тока с началом этой фазы прекращается автоматически. Расплав кристаллизуется, после чего электроды снимаются со свариваемых деталей и на их месте сохраняется похожая на своеобразную заклепку, сварная точка. На ее размер оказывает влияние длительность процесса сварки, размер рабочей поверхности электрода, сила тока, состояние поверхностей свариваемых элементов и приложенное к ним усилие сжатия. Обычно применяются медные электроды, обладающие достаточно высокой тепло- и электропроводностью.
Варианты выполнения SPOT-сварки
Подготовка деталей для сварки должна быть выполнена оператором заранее. Важно хорошо очистить детали от окислений, масла и грязи. Для этого может быть использована струя песка, металлическая щетка, химическое травление или абразивные средства.
Выбор режима сварки
- В режиме «мягкой» SPOT-сварки используется ток от 90 до 169 А/мм2. Длительность процесса сварки при этом составляет 2-3 секунды при относительно небольшом давлении.
- При использовании «жесткого» режима точечной сварки используется ток 160 – 360 А/мм2. При этом сварочный цикл может длиться от 0,2 до 1,5 секунды. В таком режиме работы следует использовать электрод, диаметр которого на 3 – 4 мм превышает толщину свариваемых элементов. Так, в случае общей толщины свариваемого металла 3 мм, следует использовать электрод 6 мм. При этом будет получена сварная точка, размер которой не будет более 1 – 1,5 мм.
- Методика двусторонняя. В этом случае оператор может обеспечить необходимое усилие сжатия. Это возможно благодаря параллельному размещению с обоих сторон свариваемых элементов щипцов.
- Методика односторонняя. Сварка в таком случае выполняется только с одной стороны. Ее преимущество в том, что независимо от длины щипцов можно выполнять прихватки в нужном месте. Но достаточный уровень усилия сжатия при этом может быть сложно обеспечить.
Где используется точечная сварка SPOT
Важнейшей сферой применения точечной сварки является автомобилестроение. SPOT сварка сегодня незаменима для производства кабин и многих кузовных узлов, а также выполнения ремонтных работ в автомастерских. Используется точечная сварка и в самолетостроении для изготовления электронных ламп и разнообразных приборов. Невозможно без профессиональной точечной сварки производство двигателей ракет. Этот вид сварки активно используется и в быту. Создание и монтаж декоративной облицовки, спортивного инвентаря, даже металлической посуды требует применения SPOT сварки.
Каким производителям стоит доверять?
Одним из крупных производителей является основанная в 1963 году компания BlueWeld. Благодаря деятельности создателя компании инженера Антонио Спиллари и членов его семьи BlueWeld занимает лидирующее место на рынке, выпускает надежную и качественную технику.
Клещи для выполнения точечной сварки
Одна из удобных и достаточно легких ручных моделей - Plus 230. Они отлично подходят для использования в бытовой сфере, в автомастерских, на крупных производствах. Эта модель подходит для эксплуатации даже сварщиками с небольшим опытом работы. Эта серия отличается наличием функции электронного контроля времени. Предусмотрена и возможность регулировка усилия сжатия во время сварки.
Эти клещи сварочные имеют микропроцессорное управление («Fuzzy Logic»). Это позволяет выбирать настройки SPOT сварки автоматически из тех, что уже занесены в память прибора. Если требуется, предустановленные настройки устройств несложно изменить. Это позволяет сварщику любой квалификации применять их максимально эффективно.
Сварочные аппараты контактной сварки
Аппарат BTE 28, выпускаемый компанией BlueWeld, относится к более сложной и совершенной силовой сварочной технике. Этот прибор имеет рычажный привод сжатия и достаточно солидные размеры. Он нередко используется в автосервисах и в промышленных цехах. Эта модель отличается от похожего варианта BCP наличием механического управления педалью. У аппарата BCP управление пневматическое.
Точечная односторонняя сварка на примере SpotArc технологии
Линейные сварочные швы нужны не всегда. При изготовлении ряда бытовых и промышленных электроприборов, в автомобиле- и машиностроении востребованы точечные соединения тонких металлических элементов. Для этой цели могут применяться разные методы сварки.
Способы точечной сварки
Один из них — сварка сопротивлением. Она эффективна, но при ограниченном доступе к свариваемым изделиям применить ее не удастся.
Сварка сопротивлением
Насчитывается еще несколько методов точечного соединения тонколистовых металлов: плазменная, MIG/MAG и TIG (другое ее распространенной название – WIG). Активно разработки ведутся в области аргонодуговой сварки неплавящимся электродом. Совершенствуются или конструируются новые горелки, устройства управления и источники питания, которые способствуют улучшению качества швов и упрощают сам процесс. Технология SpotArc была разработана применительно к аргонодуговому способу сварки.
Аргонодуговая точечная сварка
Преимущества и недостатки различных способов точечной сварки
Основными недостатками являются сложность применяемого оборудования и способ формирования швов. Соединяемые детали необходимо зафиксировать на медной основе и создать высокое давление.
Точечную аргонодуговую сварку можно назвать фаворитом по сравнению с другими аналогичными по назначению способами соединения тонколистовых металлов. Так, она позволяет получить лучшую поверхность точечного шва. В данном случае не используется присадочный материал. Плавится только основной металл, поэтому полученные точки имеют гладкую поверхность. Иногда они нуждаются в незначительной доработке.
Точка, полученная при аргонодуговой сварке
Для выполнения каждого точечного шва требуется всего несколько секунд. Сварочный ток подается кратковременными импульсами, которые обеспечивают глубокий провар. Импульсы сменяются более длительными периодами подачи основного тока. В это время шов остывает. Такой подход позволяет избежать перегрева металла, снизить термическое напряжение и минимизировать деформацию свариваемых деталей.
Особенности конструкции аргонодуговых установок для точечной сварки
Для выполнения точечной TIG сварки подходят обычные аргонодуговые инверторные источники EWM Tetrix, но их необходимо комплектовать специальными горелками.

Горелка для точечной сварки
Помимо этого, для каждого типа соединения (стыкового, углового или таврового) применяются различные формы сопел.
Сопла для аргонодуговой точечной сварки
Они позволяют сохранить неизменным расстояние между изделием и горелкой, а также длину электрической дуги во время выполнения сварки. Это обеспечивает качество швов.

Выполнение аргонодуговой точечной сварки
Дополнительно могут использоваться дистанционные регуляторы управления сварочными режимами. С их помощью устанавливаются и поддерживаются параметры сварки и время импульсов.

Дистанционный регулятор управления
Область применения точечной TIG сварки
Точечная TIG сварка может применяться для установки прихваток и сварки металлов толщиной до 2,5 мм. Она особенно удобна для работы с нержавеющими сталями. Благодаря одностороннему применению и специфической форме сопел, аргонодуговой способ соединения металлов подходит для сварки квадратных или круглых труб.
Использование одного из видов точечной сварки – контактной – возможно даже в условиях космоса. Это было доказано в ходе соответствующего эксперимента, проведенного в 1969 году советскими космонавтами В. Кубасовым и Г. Шониным. Для этой цели были изготовлены специальные клещи с встроенным трансформатором мощностью в 1 кВт.
Заключение
В целом технология точечной сварки металлов SpotArc универсальна. Она одинаково эффективна при соединении листовых деталей разной или одинаковой толщины. Ниже приведены режимы, которые используются при применении точечной TIG сварки.
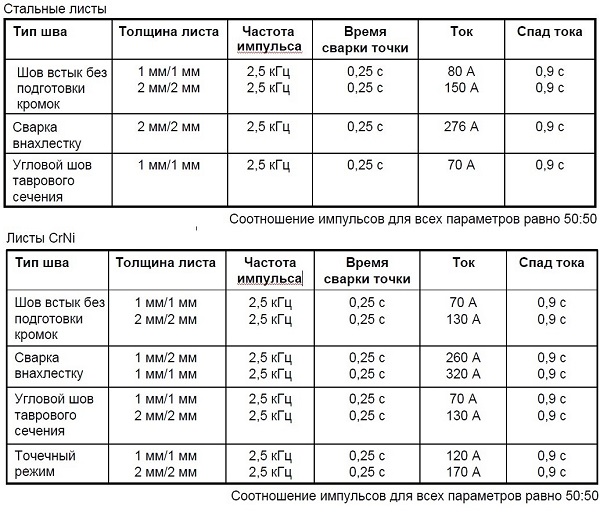
Сварочные режимы для точечной TIG сварки
Технология EWM-spotArc® – контактная сварка методом TIG
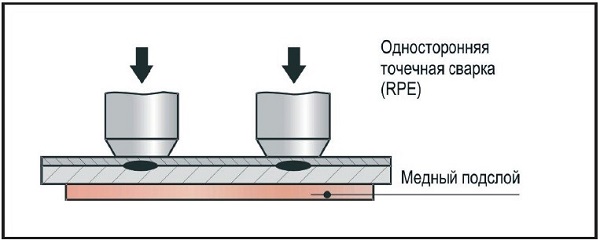
В машиностроении очень часто возникает задача выполнить точечное одностороннее соединение тонких металлических листов. Обычно такую задачу решают точеной сваркой с помощью контактных сварочных машин, либо контактных сварочных клещей. Если доступ к соединению возможен только с одной стороны, используется точечная сварка сопротивлением на медном подслое (рис. 1).

Рис. 1 Односторонняя контактная точечная сварка
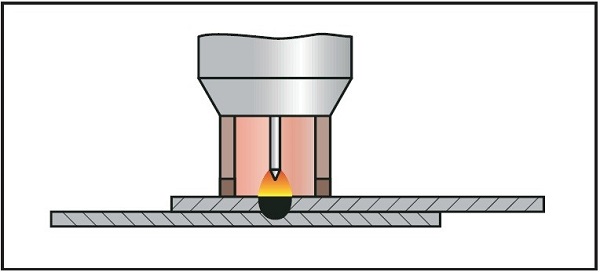
Но существуют производственные ситуации, когда применение точечной контактной сварки на медном подслое невозможно из-за недоступности обратной стороны детали или больших габаритов конструкции. Для сварки таких соединений в течение уже многих лет применяются MIG/MAG, TIG – сварка, плазменная сварка, при которых соединение происходит за счет сквозного проплавления верхнего листа и оплавления нижнего. Фирмой EWM разработана технология EWM-spotArc® – точечная сварка вольфрамовым электродом в аргоне (рис.2). Для реализации этого процесса были разработан специальный источник питания и аргонодуговая горелка.

Рис. 2 Принцип технологии EWM-spotArc®
Преимущества электродуговой точечной сварки
Одним из недостатков традиционной точечной сварки сопротивлением является образование сварной точки – для лучшей фиксации листа на медной подложке и обеспечения хорошего контакта (рис.1) необходимо прикладывать высокое давление, после которого на листе остаются вдавленные отпечатки от медных электродов. Кроме того, для такой сварки необходима специальная дорогостоящая установка, которая есть не на каждом предприятии.
В этом случае лучше всего применять аргонодуговую TIG–сварку точкой методом EWM-spotArc®.
Такая сварка имеет преимущества перед MIG/MAG – сваркой - лучшую поверхность точки и меньшее тепловложение. Так как сварка производится без присадочного металла, а расплавляется только основной металл, то точки получаются плоскими, без усиления, отсутствует необходимость последующей механической обработки места сварки. Благодаря меньшему времени сварки, по сравнению с MIG/MAG–сваркой, не происходит перегрев металла, что гарантирует отсутствие сварочных деформаций.
Установки для точечной сварки методом EWM-spotArc®
Для точечной сварки методом EWM-spotArc® можно применять стандартные инверторные источники питания для TIG–сварки фирмы EWM, они все оснащены функцией для метода EWM-spotArc® (рис. 3). Их необходимо лишь оборудовать специальными горелками (рис.4).


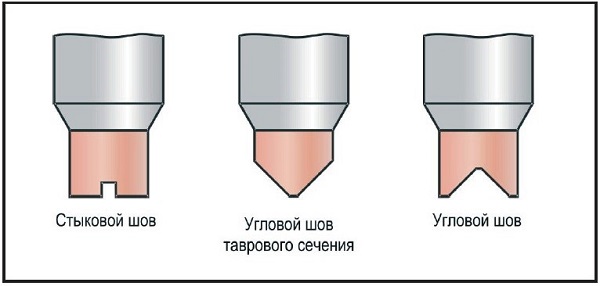
Сопло горелки для EWM-spotArc® имеют специальную форму, которая обеспечивает при сварке постоянство зазора между вольфрамовым электродом и изделием. Кроме того, сопло служит опорной поверхностью для прижима листов друг к другу, что улучшает качество сварочной точки и обеспечивает отсутствие зазора между свариваемыми листами. Для различных типов сварных соединений имеются различные по геометрии сопла (рис.5).

Рис.5 Сопло для сварки EWM-spotArc®
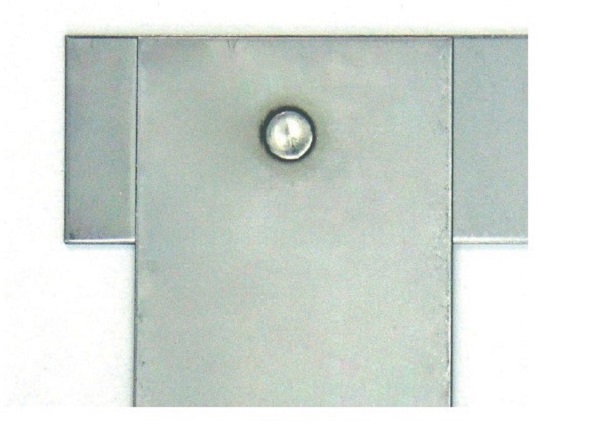
При сварке методом EWM-spotArc® лист, находящийся сверху, проплавляется насквозь сварочной дугой и приваривается к нижнему листу. Получаются плоские, гладкие сварочные точки без усиления (рис. 6), которые требуют последующей механической обработки.

Рис. 6 Внешний вид соединения выполненного методом EWM-spotArc®
Область применения EWM-spotArc®
Технология EWM-spotArc® применяется для:
- выполнения нахлесточных, тавровых, угловых, стыковых соединений или прихваток листов из углеродистых и нержавеющих сталей (рис. 7)
- выполнения сварки и прихватки разнотолщинных соединений
- выполнения сварки профилей, труб

Рис. 7 Сборка конструкции коробчатого сечения с применением EWM-spotArc®

Высокопроизводительная TIG-cварка InFocus от Kjellberg
Сварочная технология InFocus разработана для сфер применения, недоступных для стандартных решений TIG-сварки. Высокосфокусированная сварочная дуга гарантирует эффективное соединение практически всех видов стали и цветных металлов, листов малой и большой толщины. Точная, надежная сварка обеспечивает высокое качество швов с ровной поверхностью. .

EWM-activArc® – TIG-сварка сфокусированной дугой
Суть технологии EWM-activArc® заключается в поддержании постоянной энергии сварочной дуги не зависимо от воздействия внешних факторов, таких как, изменение расстояния между наконечником электрода и сварочной ванной. При этом можно добиваться высокой плотности дуги для гарантированного проплавления. .
Читайте также: