Тороидальный трансформатор для точечной сварки
Обновлено: 08.05.2024
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то в предлагаемой бубликообразной конструкции свободного места оказалось предостаточно.
В итоге он способен и на переменном/постоянном токе варить «пятеркой», и аккумуляторы заряжать, и металл плавить, питать безопасным напряжением электровыжигатели в кружках «Умелые руки», а также выполнять массу других дел. Впору даже вопрос ставить по-другому: а какую еще обмотку и для каких целей желает дополнительно иметь пользователь такого СТ?!
Действительно, за сердечником «сварочника», который имеет вид «бублика», называемого в математике и технике тором, большое будущее. Понимая это, но не имея в своем распоряжении специальных тороидальных магнитопроводов промышленного изготовления, предназначенных исключительно для трансформаторов, самодельщики вынуждены приспосабливать для своих СТ цилиндрические эрзацы от статоров старых электродвигателей мощностью 1-1,5 кВт. Для этого корпуса электромоторов обычно просто разбивают, уложенные в пазах обмотки за ненадобностью выбрасывают, выступы полюсов вырубают И все лишь для того, чтобы на получающиеся заготовки (скорее, напоминающие не бублики, а излишне тяжелые кособокие, бездонные бочки) наматывать толщу меди для достижения «суперцели» - варить сталь «пятеркой»!
Убежден: не надо корежить электродвигатели, даже если они пришли в негодность - рачительный хозяин всегда сможет и сгоревшие обмотки заново перемотать, и подизносившиеся подшипники заменить. Восстановленный двигатель способен еще на многое.
А для предлагаемого мной тороидального магнитопровода достаточно 5 - 6 кг лома трансформаторной стали. Более того, в качестве исходного материала здесь можно довольствоваться даже таким же количеством кровельного железа (отожженного).
Технология изготовления магнитопровода из такого сырья довольно проста (рис. 1). Весь лом плоской трансформаторной стали разрезается ножницами на полосы примерно одинаковой ширины.
Рис. 1. Формирование тороидального магннтопровода:
1 - основание формы; 2 - внешний цилиндр-опалубка («венчик» шестерни для запуска стартером автомобиля ГАЗ-53); 3 - внутренний цилиндр-опалубка (60-мм отрезок стальной трубы 100x6, слегка проточенный, обёрнутый двумя-тремя слоями бумаги); 4 - исходная масса (пластинки шириной 60-70 мм, нарезанные из лома от Ш- и П-образных пластин трансформаторной стали, покрытые быстросохнущим клеем типа конторского, гуммиарабиком или масляной краской и уложенные вперекрышку, с последующей забивкой пустот кровельными отходами)
Практика показывает, что чаще всего приходится иметь дело с прямоугольниками шириной 60-70 мм или чуть меньшими аналогами, нарезаемыми из П- и Ш-образных пластин. В дело идут и все «железотрансформаторные», а также кровельные отходы. После смазывания с обеих сторон каким-нибудь быстросохнущим клеем типа канцелярского («жидкое» стекло), гуммиарабика или даже дешевой масляной краской их плотно укладывают с небольшим перекрытием в опалубку (как при заливке полой бетонной колонны) из подручных материалов.
В авторской технологии внутренним цилиндром опалубки (рис.1) служит 60-мм отрезок стальной трубы 100x6 мм. Внутри его необходимо проточить слегка на конус и обернуть (чтобы впоследствии легче вынимать из «отлитого» магнитопровода) двумя-тремя слоями бумажной полосы. А в качестве внешнего используется съёмный «венчик» шестерни (внутренний диаметр порядка 250 мм) - от системы запуска стартером автомобиля ГАЗ-53.
Разумеется, можно применять для опалубки и другие подходящие заготовки, способные выдерживать механические напряжения, возникающие при «отливке» тороидального магнитопровода. А они - немалые, особенно когда во все щелевые отверстия приходится молотком забивать мелкие пластины (желательно, чтобы те соответствовали ширине набора).
Как только клей высохнет, тороидальный сердечник можно считать практически готовым. Правда, на него еще необходимо сделать односторонне закругленные полукольца-«полубублики» из изоляционного материала. Хотя бы из фанеры - для лучшей укладки будущих обмоток и исключения замыканий на острые ребра магнитопровода.
Этому же станет способствовать и предварительное обертывание тора двумя-тремя слоями киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой.
Теперь об обмотках «сварочника». Наука утверждает, а практика со всей очевидностью доказывает, что трансформатор работает в наивыгоднейшем для него режиме, если в его обмотках через 1 мм2 поперечного сечения медного провода проходит ток, равный 5 А. При экстремальных условиях этот показатель может увеличиваться до 13 А, но при этом провода сильно нагреваются и перегорают.
Для сварки даже 3-мм электродом требуется ток не менее 80 А. Значит, и сечение жил медного кабеля или силовой (сварочной) шины должно ему соответствовать. Взятое с солидным запасом, оно для добротного самодельного сварочного трансформатора обычно находится в пределах от 25 до 35 мм2.
Отталкиваясь от уже упомянутых «минимальных сварочных» 80 А и учитывая широко практикуемое соотношение витков сетевой и силовой обмотки примерно 5:1, находим: ток сетевой обмотки должен быть не менее 16 А. Отсюда следует, что для монтажа сетевой обмотки надо брать медный провод сечением не менее 3,2 мм2. Однако наилучший, пожалуй, вариант - ПЭВ2 диаметром 2-2,5 мм.
Принято считать (и это подтверждается практикой), что при «литом» магнитопроводе, имеющем площадь сечения по трансформаторной стали, равную 40 см2, каждый виток обмотки будет соответствовать напряжению в 1 В. Учитывая возможную нестабильность электропитания, сетевую обмотку следует сделать с запасом.
Ориентир - 250 витков. При этом после 190-го желательно предусмотреть (не разрезая провода!) через каждые десять витков отводы. Конечно же, переключатель для них должен быть достаточно надёжным, с обеспечением хорошего электрического контакта во избежание больших потерь энергии и сильного нагрева во время работы СТ.
Вообще-то намотка сетевой обмотки - операция довольно трудная. Выполнять её приходится с помощью длинных деревянных челноков (рис. 2). Все делать аккуратно, не допуская перехлестывания витков, образования узелков и повреждения слоя изоляционного лака на проводе.
В противном случае можно ожидать появления межвитковых замыканий и перегрева трансформатора.
Рис. 2. Укладка витков сетевой обмотки «сварочника» (междуслойные изолирующие прокладки условно не показаны):
1 - тороидальный магнитопровод; 2 - односторонне закруглённое полукольц-«полубублик» из изоляционного материала (2 шт.); 3 - крепёжная изолирующая прокладка (2-3 слоя киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой); 4 - провод сетевой обмотки (ПЭВ2, диаметром 2-2,5); 5 - деревянный челнок
Если расположить сердечник на двух опорах с мягким покрытием (подкладкой), исключающим повреждения изоляции провода при намотке СТ, то вся работа займет около двух часов. Закончить ее желательно «за один проход», чтобы обмотка не ослаблялась и получалась максимально плотной, с изолирующими прокладками между слоями.
После того, как сетевая будет намотана, неплохо проверить ее на холостом ходу. Если даже за продолжительное время работы магнитопровод с обмоткой станет лишь едва теплым, то все в порядке. Значительное нагревание - свидетельство того, что либо витков мало, либо имеет место межвитковое замыкание (а то и пробой обмотки на корпус!).
На двух-трёхслойную изоляцию сетевой обмотки должна быть уложена вторичная - сварочная, или силовая. А это - от 40 до 80 витков медной шины или многожильного кабеля. Последний предпочтительней по следующим причинам: из него можно сразу сделать сварочные рукава; существенно облегчается намотка; увеличивается срок службы сварочной обмотки с одновременным упрощением условий эксплуатации, что особенно важно при экспериментировании с таким СТ Кроме того, упрощается подсоединение выпрямителя и появляется возможность эффективного регулирования сварочного тока и напряжения путём выполнения элементарной операции - подмотки или отматывания витков кабеля.
Для самодельных не слишком мощных сварочных аппаратов желателен следующий график работы: минута - на сварку, две - на технологический перерыв для охлаждения СТ. Хороший результат дает применение небольших вентиляторов. Вероятно, еще большего можно достичь при использовании для охлаждения «сварочника» простейших теплоизлучающих радиаторов, а также минеральных масел, способных улучшить и изоляцию обмоток СТ.
Добротный сварочный трансформатор должен иметь крутопадающую характеристику. Добиться этого можно, разделив обмотку на две равные части. На одной стороне сердечника наматываются половина сетевой и половина силовой обмотки, а на другой - остальное (и чтобы впоследствии не путаться - в той же последовательности).
Нелишне, видимо, напомнить, что трансформатор - аппарат взаимообратимый: если к любой обмотке подключить переменное напряжение, на которое она рассчитана, то на других появляются те для которых они и предназначены. Кстати, аналогично поступают многие радиолюбители при определении обмоток в неизвестном трансформаторе.
Учитывая вышесказанное, совсем не обязательно сетевую (первичную) обмотку ТС наматывать первой, а уже поверх нее - сварочную (вторичную). Очередность намотки, как и их порядковые номера, лишь условие для более быстрой и привычной ориентации в принципиальной электрической схеме «сварочника». Поэтому если, скажем, надо намотать одну из обмоток достаточно жёсткой шиной, при укладывании которой придется прибегать к киянке, то, конечно же, такую «медь» удобнее располагать первой на сердечнике, дабы не повредить более податливые и уязвимые провода остальных обмоток.
И еще. Если на какую-то обмотку имеется достаточно провода, а для другой обмотки его очень мало, то сначала приступайте к той, где ваши возможности ограничены. Потому что при явной нехватке кабеля или шины на силовую (сварочную) обмотку, но при наличии мощных диодов- полупроводниковых вентилей становится выгодным отказаться от сварки на переменном токе в пользу постоянного (рис.
3). В этом случае напряжение от СТ, а следовательно, и число витков в сварочной обмотке достаточно иметь минимальные. Если шина - с поврежденной изоляцией, то рекомендуется ее сперва отжечь с охлаждением в воде (медь станет мягкой), заизолировать шеллаком и стеклотканью и лишь после этого приступать к наматыванию на магнитопровод.
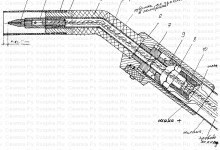
Рис 3. Схемное решение сварочного выпрямителя с регулятором тока для самодельного мультисварочного трансформатора (R1 - спираль из нихромовой проволоки диаметром 3—5 мм с передвигаемым ножеобразным контактом)
Нередко у самодельщиков возникают затруднения с подключением силового кабеля к свариваемому изделию: то контакт плохой, то «прихватиться» не к чему. Помочь в таких ситуациях могут два варианта приспособлений (рис.4): магнитный контакт и зажим типа «крокодил». Обе самоделки предельно просты в изготовлении, быстро и удобно крепятся.
При отсутствии должного контакта достаточно их немного потереть о деталь.
Рис. 4. Варианты приспособлений для контакта «земля» - магнитный (а) и зажим типа «крокодил» (б):
1 - сварочный кабель; 2 - ручка; 3 - стальная накладка; 4 - кольцевой магнит-«прилипала»; 5- винт (количество и расположение - по месту установки); 6 - половина самодельной «зубастой челюсти» прищепки (из отрезка стальной трубы подходящего типоразмера, 2 шт.); 7 - стальная ось, расклёпанная с двух сторон; 8 - пружина.
Неплохо также оснастить сетевую обмотку СТ стандартным автоматом АП, рассчитанным не менее чем на 30 А, - с его помощью удобно отключать трансформатор в паузах между сваркой. Это значительно сэкономит электричество, создаст благоприятные условия для своевременного охлаждения аппарата, сделает работу более безопасной.
Ну а наличие мощного выпрямителя (рис.3) позволит, как уже отмечалось, использовать получившийся агрегат при зарядке аккумуляторов или организации многопостового питания, например, низковольтных паяльников и электровыжигателей в школьных кружках «Умелые руки». Более того, такой агрегат поистине незаменим, например, при производстве гальванических работ на дому или запуске автомобиля в холодных условиях.
Очень интересным и перспективным является оснащение СТ дополнительной обмоткой, содержащей всего лишь один полный виток из отожжённой медной шины 5x50 мм или толстого многожильного медного кабеля диаметром около 20 мм (с концевиками из отрезков толстостенной медной трубы). Как показала практика, с помощью такой обмотки можно выполнять горячую свободную ковку, закалку и воронение, пайку и наплавку; гибку металлической полосы, трубы, толстого стального прута, «кругляка», хрупкой проволоки; литьё олова, цинка, свинца; отвинчивание «прикипевших» болтов, шпилек и гаек; точечную сварку, горячую посадку и ряд других операций.
Как же производить плавную регулировку тока? Да хотя бы упоминавшимся выше способом - корректировкой силовой (кабельной) обмотки. При сматывании части её с магнитопровода уменьшается напряжение с одновременным увеличением тока от СТ, зато ухудшаются, в частности, условия зажигания дуги.
И наоборот: домотка кабеля приводит к возрастанию трансформируемого напряжения с одновременным снижением силы тока, отдаваемого в нагрузку. Электродуга при этом лучше зажигается.
Или другой вариант, когда сварочный кабель подключают к изделию не напрямую, а через несколько витков провода с высоким сопротивлением (например, нихромовым). Сколько резистентных витков - столько и ступеней регулировки сварочного тока. Дуга зажигается во всех случаях почти одинаково.
Регулировку тока СТ можно осуществить с помощью комбинированной задвижки, выполненной из трансформаторной стали и цветного металла. В этом случае на магнитопроводе выполняется поперечный пропил.
Сантехники, автомобилисты, ремонтники и просто любители мастерить все своими руками, этот «сварочник» со столь универсальными свойствами - для вас.
Тороидальный трансформатор для точечной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
![]()
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:
![]()
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
![]()
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
![]()
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
![]()
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
![]()
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
![]()
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
![]()
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
![]()
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Делаем тороидальный сварочный трансформатор
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
Об изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.
![Подготовительные работы для сборки сварочного трансформатора]()
Берем пластины и обкатываем их круглым предметом, например бутылкой.
![Подготовка пластин сварочного трансформатора]()
![Сборка тороидального трансформатора]()
Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.
![Делаем оправку для пластин]()
Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.
![Укладка сварочного трансформатора]()
Набрав небольшое количество пластин, обязательно поджимаем их.
![Обжим пластин]()
Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.
![Результат обжима пластин тора]()
Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.
![Вторая оправка для другого кольца магнитопровода тороидального трансформатора]()
Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.
![Укладка пластин второго кольца трансформатора]()
Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.
![Вид второго кольца, пластины не обжаты]()
Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.
![Обжим второго кольца]()
Вот собственно оба кольца. Фотка получилась не резкой.
![Два кольца тороидального трансформатора]()
Далее обстукиваем торцы получившихся колец молотком.
![Обстукиваем торцы молотком]()
Берем эпоксидный клей, разводим его растворителем.
![Подготавливаем клей, для пропитки сердечника]()
Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.
![Пропитываем клеем кольца]()
Затем склеиваем оба кольца.
![Склейка колец тора]()
Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.
![Вырезаем круги из картона]()
Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.
![Обматываем сердечник]()
Вот что получилось.
![Готовый сердечник сварочного трансформатора]()
Обматываем еще раз сердечник молярным скотчем.
![Обмотка молярным скотчем]()
![Подготовленный сердечник]()
Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.
![Готовый сердечник тороидального трансформатора]()
Обматываем конец провода филенкой.
![Обматываем конец провода филенкой]()
Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.
![Укладка провода на сердечник сварочного трансформатора]()
Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.
![Изоляция обмоток]()
Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.
![Испытание сварочного трансформатора в нормальном режиме работы]()
![Испытание тороидального трансформатора в форсированном режиме]()
Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.
![Первичная обмотка готова и за изолирована]()
Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.
![Начинаем мотать вторичную обмотку нашего сварочного трансформатора]()
После намотки изолируем ее.
![Вторичная обмотка готова]()
Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.
![Делаем подставку для трансформатора]()
В результате мы получаем вот такой вот сварочный трансформатор.
![Сварочный трансформатор]()
Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.
Вес данного экземпляра в собранном виде равен 16 кг.
Ответы на комментарии:
![Изолированные провода]()
Пропитка сердечника эпоксидным клеем.
![Пропитка сердечника трансформатора эпоксидным клеем]()
Расчет площади сердечника.
![Расчет площади сердечника сварочного трансформатора]()
Площадь сердечника равна S=А*Б
Шпильки для тора
Если возникнут вопросы, задавайте их в комментариях.
Похожие записи
![Диодный мост для сварочного полуавтомата]()
![Расчет и намотка трансформатора сварочного полуавтомата]()
![Самодельная горелка для полуавтомата.]()
Вы молодец .я тоже по холоду трансы мотаю в квартире.схемы и технология толковые.
Геннадий спасибо за отзыв.
Цель данной статьи - показать, что сделать сварочный трансформатор не сложно, было бы желание.
У меня трансформаторное железо было покрыто местами ржавчиной. Ржавчину я удалил мет.щеткой, понятное дело до голого металла. Местами снялась пленка лака.
Подскажите есть необходимость покрывать каждую пластину лаком или другим изолирующим материалом. Я читал что замыкание пластин НЕЖЕЛАТЕЛЬНО.
Конечно замыкание пластин не желательно. Но если посмотреть на это с другой стороны, если взять железо для трансформатора от электродвигателя, то в нем пластины вообще ни как не за изолированы между собой. Мало того они еще и сварены сплошными швами для прочности. И такие трансформаторы как ни странно работают.
Собирайте трансформатор, потом после сборки пропитайте железо лаком или эпоксидной смолой, разбавленной растворителем. Не стоит покрывать каждую пластину.
При сборке просто нужно стараться укладывать пластины так, что бы они контачили открытыми участками меньшей площадью между собой.
P.S. Был у нас такой трансформатор (ржавый).. собрали и. работает.
Спасибо, будем пробовать.
Статья очень полезная. Спасибо. Я сейчас делаю такой же сварочный из пластин
трансформатора 8,5см х 65см х 0,35мм Если можно, мне нужны данные по размеру тора: внутренний диаметр, колличество слоев первичной обмотки , колличество слоев вторичной обмотки , сечение провода, как мотались обмотки с жесткой или крутопадающей характеристикой? Какое осталось окно внутри тора после его намотки и намотки изоляции? Я не могу определить минимальный внутренний размер тора достаточный для того чтобы уложить обмотки. Размер намотанного мной пробного тора 21см х 15см х 8,5см его вес чистого железа около 12кг. Не могу решить делать в два тора один на один или мотать ширину тора 6см вес добавиться многократно, поэто-му мне нужно знать минимальное внутренее окно тора чтобы потом поместить обмотки.
Александр
Внутренний диаметр тора 12 см, наружный 20 см, высота (общая) 14 см.
Первичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 2.7 мм.= 5.7 мм.кв. и имела 220 витков.
Вторичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 6 мм.= 28 мм.кв. и имела 30 витков.
Моталась сначала первичная обмотка, распределенная равномерно по тору, по верх неё вторичная, тоже равномерно распределенная.
В принципе, тороидальные трансформаторы имеют жесткую характеристику, при условии, что обмотки распределены равномерно. Но так как вторичная обмотка моталась по верх первичной, то соответственно ее активное сопротивление увеличено, что ведет к уменьшению тока КЗ, тем самым говорит нам, что трансформатор имеет падающую характеристику.
Трансформатор мотался как говорится на скорую руку (не старались укладывать), внутренний диаметр после сборки был равен примерно 3. 5 см.
Имея в наличии провод для первичной и вторичной обмоток и зная расчетное количество витков, в принципе не трудно подсчитать, какой необходим внутренний диаметр сердечника для конкретного случая.
Спасибо за ответ. У меня уже все готово. Завтра приступаю к изготовлению. Еще раз спасибо за предоставленную информацию.
когда-то на работе тоже мотал торы. железо брал с ТСВП. далее две обоймы от подшипников. одна достаточно большая, другая маленькая. между ними укладывал железо. как набрал, потом нарезал небольшие куски из железа по высоте тора и по ширине 5-10 см. и забивал пробелы в торе, тем самым уплотняя его.
постепенно сдвигая верхнюю обойму а потом и внутреннюю, фиксировал внешнее а потом и внутреннее кольца железа фосфористой медью (с понижающего транса брал 5-15 вольт(уже не помню) и через графитовые стержни плавил медь прямо на железе). потом полностью снимал обоймы. тор готов.
далее заливал тем , что было. в основном нитрокраской и изолировал картоном и киперной лентой достаточно толстым слоем. иначе при транспортировке готового транса может повредиться первичка.
далее мотал первичку проводом 2,5-3мм. (больше нельзя- сопртивление обмотки упадет и на расчитаное число витков будет греться обмотка), равномерно располагая витки. слои изолировал лакотканью. готовую первичку изолировал опять лакотканью и сверху киперкой с заливкой все той-же краской. вторичку мотал шинкой. вторичку изолировать нежелательно иначе транс постоянно будет горячий.
теперь о расчетах.
обычно для расчета кол-ва витков для ш-образного транса применима формула:
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
почему такое, ну не знаю. вывел по опыту и по давним расчетам (давно это было, в юности еще).
все. транс расчитан и намотан.
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
Сергей
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
все.А где именно в этой статье вы видите неточность?
Сергей
.
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
.Можно конечно взять и 47, но так как мы расчитывали трансформатор с форсированным режимом работы, мы остановились всё таки на 50.
неточность у меня в 9 пункте про количество витков.
в 10 пункте я поправил.
сердечник можно уполовинить ))
внутренний диаметр беру 11-12см ,склепываю
первую полосу в кольцо и последующие наращиваю снаружи
главное хорошо закрутить полосы,для этого использую приспособление
из вальцов для отжима белья от советской стиралки с закрепленным
и еще острые грани получившегося сердечника закругляю болгаркой с R=3 мм
на внутреннем и внешнем диаметрах
и напоследок--не стоит на формулах заморачиваться,так как конечный результат
очень зависит от используемого железа и качества стяжки бублика
с уважением king1972
king1972
Можно делать и так как вы написали. У каждого своя технология сборки трансформаторов. В нашем случае мы пошли в сторону увеличения площади сердечника и тем самым повысили надежность трансформатора.
Спасибо за комментарий.
Вопрос: какой ток максимальный можно получить с сварочного трансформатора
на реальных экземплярах выходной ток достигал 140-145 (при токе короткого замыкания 180-200) при электроде четверке
(брать от бытовой сети больше 150-160 ампер не стоит)
но я обмотки располагаю не одна поверх другой,а разнесенно: 2/3 кольца--первичка,
1/3--вторичка,чтобы получить падающую ВАХ
А тора от двигателя в 28 кв.см хватит для полуавтомата с проволокой 0.8 мм.
Для полуавтомата не хватит.. Можно конечно выжать из этого сердечника всё, что можно, но будет варить листовой металл толщиной 1 мм максимум и то не качественно.
Во всяком случае можно попробовать.. Вы как замеряли площадь сердечника.. с зазорами для обмоток или без них?
Просто я видел железо от двигателя площадью 28 см.кв. Во первых весит около 22 кг. и размер внушительный.. во вторых это уже не полуавтомат получится.. вес большой будет.. размер, расход провода и т.д.
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.
Иван
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.И вам спасибо за комментарий
я вообще в шоке от увиденного. В магазинах готовых сколь хочешь и всяких-и по деньгам но такое в наше время- Страничку я сохраню-может пригодится-а Вам спасибо.
Давняя задумка — кольцевой трансформатор на сердечнике от асинхронного электродвигателя.
![]()
Когда-то очень давно, в начале 90-х я служил в Литве в г. Каунас на ведущем авиаремонтном заводе ВВС по вертолетам Ми-8. Сказать, что этот завод был большим, значит ничего не сказать. Одно то, что завод выпускал по 22 откапиталенных вертолета в месяц говорит о многом. Но речь не о том. Стал я там начальником смешанного цеха по ремонту вооружения, слесарно-механической обработки, гальваники и пр. и т.д. и т.п.
Чем отличались люди, работающие на авиаремонтных заводах, а это был мой второй завод (я начинал службу в Омске на таком же заводе, только значительно меньшем). Люди отличались высокой степенью "рукастости", то есть самодельщики, да еще вооруженные авиационными знаниями и технологиями.
Как известно, в те годы самодельщикам было очень тяжело, в магазинах практически ничего не было. Высоким статусом обладал гаражный "кулибин", владевший сварочным аппаратом. Вот и у меня давно зрело решение построить свой сварочник. Да еще такой, чтобы работал от простой гаражной розетки.
Перелопатив горы журналов и литературы по самодеятельности, я несколько раз встречал самодельные аппараты построенные на основе ЛАТРов.
ЛАТР — лабораторный автотрансформатор, однообмоточный, позволяющий регулировать напряжение от 0 до несколько большего, чем в сети напряжения, как правило, до 250 Вольт. Но главное полезное свойство для сварочного аппарата у ЛАТРа было то, что изготавливались они на тороидальном или, по-русски, кольцевом сердечнике, не имевшем зазоров и поэтому обладавшим практически 100% КПД, вследствие отсутствия потерь в магнитном зазоре. Мощность ЛАТРов выбиралась 10 А, т.е 2 кВт, что при 40-50 Вольтах на выходе, обеспечивало сварочный ток 40-50 Ампер. Это конечно было хорошо, но хотелось большего.
Теперь, немного теории, я думаю, полезной и для современных кулибиных.
Как известно, мощность трансформатора определяется, в основном, площадью сечения магнитопровода — сердечника, на который установлены, намотаны обмотки. Второй фактор — сечение обмоточных проводов, оно определяется по токам и ограничиваются еще и возможностью уместить обмотки в окна сердечника.
Итак, имеем сердечник, ранее работавший (новый врятли доступен) в трансформаторе известной мощности. Для расчета, радиолюбители-электронщики применяют упрощенные формулы.
Измеряем площадь сечения сердечника. Для Ш-образных пластин, из которых набран сердечник — площадь среднего штыря, куда будет намотана обмотка. Площадь вычисляется в квадратных сантиметрах
Измеряем ширину пластины, умнощаем на толщину набора пластин и вычисляем:
50/S, где 50 — коэффициент для трансформаторов длительной или непрерывной работы, можно применить 40 — для трансформаторов, выключаемых после работы. В результате этих вычислений получаем количество витков на 1 Вольт
Для намоточных проводов применяют правило — 1 квадратный мм сечения на 10 Ампер, ВНИМАНИЕ не путать площадь сечения с диаметром! Вспоминаем школу и вычисляем площадь круга.
И вот, возвращаясь к кольцевым сердечникам, попросил меня мастер слесарно-механического участка помочь ему сделать сварочник.
Не помню уже где, но вычитал идею использовать в качестве кольцевого сердечника статор от асинхронного электродвигателя. Нашел мастер на свалке старый 4 кВт двигатель (тогда еще всё валялось), разобрали мы его, выковыряли обмотки, выбили сердечник. На токарном станке срезали пазы для обмоток внутри сердечника, и я занялся расчетом. Намотали авиационными несгораемыми проводами (ПТЛ-200) вторичку сделали на 50 Вольт. Результат превзошел ожидания! Сварочник варил даже электродом пятеркой. И всё из розетки.
Впоследствии к нему добавили выпрямитель и и регулятор тока, мастер ходил как петух довольный.
Вот сейчас, заимев гараж, захотелось мне в его оснащение добавить этот чудо-трансформатор. О его возможном применении напишу ниже.
На свалке завода "приватизировал" статор от могучего электродвигателя. Весу в нем было, килограмм 60-70, но своё же не тянет, пыхтя, кряхтя и попёрдывая, завалил я его в багажник своей Волги.
Фото его еле нашел![]()
Разбив кувалдой ребристую чугуняку корлуса, я из него добыл сердечник статора. Медь обмоток выковыряли еще до меня.
Сын на работе вырезал на токарном станке пазы и приварил к сжимающим кольцам ножки и ручку для переноски этого тяжеловеса.![]()
Обмерил сердечник, получилось 15 см — толщина набора, 2,5 см — ширина кольца. Площадь сечения — 37,5 кв. см.
Далее, обмотал сердечник стеклотканевой лентой, чтобы предохранить изоляцию проводов.![]()
Далее, рассчитал число витков первичной обмотки. 220 х 50/37,5 = 293 Витка.
Далее — провод. На 20 Ампер (4 кВт из розетки) решил мотать сложенным вдвое проводом БПВЛ-0,7
Несколько запутанную бухту 440 метров перемотали сложив начало и конец.![]()
Для намотки из ДВП я вырезал челнок.
![]()
Далее, пошло самое интересное и муторное — намотка. 293 витка — это и много и немного, по сравнению с маломощными трансформаторами.
![]()
В результате получилась обмотка в два слоя. Для контроля работы, тем же проводом намотал 2 витка, замерял напряжение — 2,4 Вольта. Всё правильно! В качестве баловства замыкаю концы, они начинают весело светиться.
![]()
На этом позавчера закончили. Вчера вечером занимались с Жекой Ascender с его БК Мультитроникс, а сегодня я опять продолжил эксперименты с уже наполовину намотанным трансформатором.
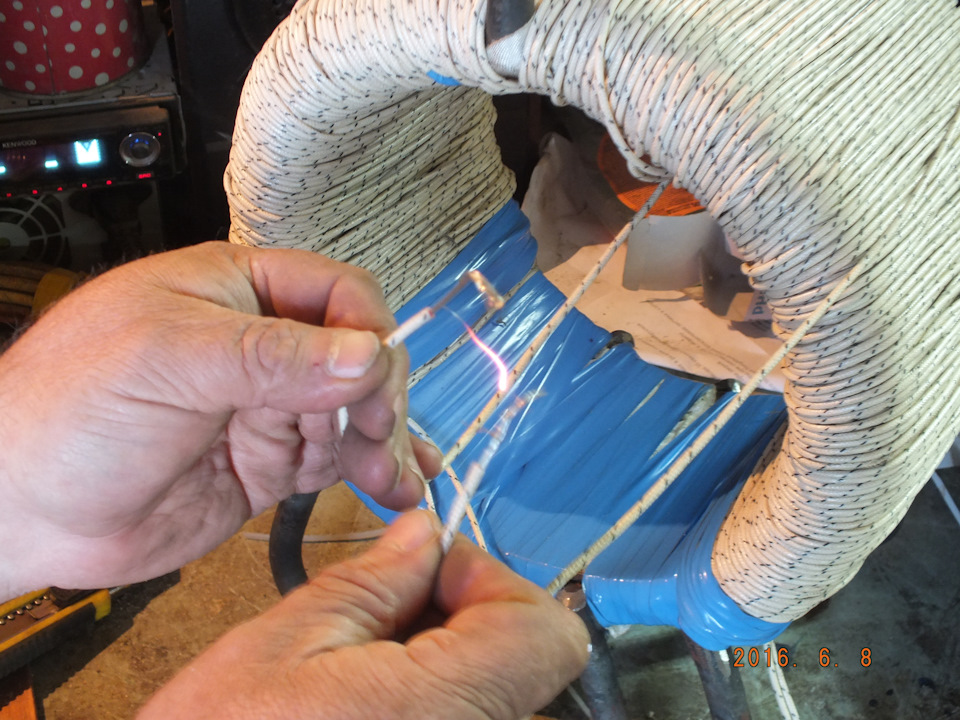
Тут надо прояснить для чего он нужен. Задумывался он как трансформатор для точечной сварки и споттера.
А тут еще назрела переборка передней подвески, решил попробовать его для разогрева прикипевших болтов и гаек.
Накрутил вторичку счетверенным проводом 5 мм диаметром. Концы временно, для экспериментов стянул на болты с большими шайбами.![]()
Она выдала 1,2 Вольта.
![]()
Далее — пробы. Беру шпильку М12 с накрученной гайкой. Прижимаю один коней обмотки к свободному концу шпильки, второй — к гайке. Трансформатор глухо зарычал, свет при этом не потух. Секунд 5-10 я держал шпильку под током, потом мне стало горячо, держал-то голыми руками, разогрелись болты, стягивающие провода. И вот, что интересно, испытуемая шпилька была просто теплой, зато гайка почти дымилась. Это можно объяснить худшим сопротивлением в резьбе, по сравнению со сплошным телом шпильки. Основная энергия выделилась на сопротивлении — т.е. резьбе. Это очень хорошо, в закисших соединениях важно разогреть ржавчину в резьбе.
![]()
В дальнейшем будем пробовать на объекте, изменяя напряжение и ток.
Еще одно применение данного трансформатора — разделитель. Поскольку первичная обмотка намотана двойным проводом, то, расцепив их, получаем две идентичные обмотки. Это позволит "отвязаться" от "земли" в обычной розетке и пользоваться 220 Вольт в сырых местах, не боясь электротравмы. Ударит только, если тупо взяться за оба провода. Если держаться за один, можно стоять босиком в луже и ничего не произойдет.Трансформатор для контактной сварки
![Точечная контактная сварка]()
Точечная контактная сварка
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
![Сердечник для трансформатора]()
![Трансформатор для контактной сварки ТВК-75]()
![Трансформатор для контактной сварки ТКС - 4500 Каскад]()
![Сварочный трансформатор своими руками]()
![Строение трансформатора]()
![Электрод для контактной сварки]()
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
![Технология конденсаторной сварки]()
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
![Электрод для конденсаторной сварки]()
Читайте также: