Трансформатор для сварки медных проводов своими руками
Обновлено: 17.05.2024
Самостоятельный монтаж электропроводки с медными сердечниками по силам каждому. По правилам провода соединяются клеммами, запаиваются или свариваются. В распределительных коробках, щитках удобнее работать аппаратом для сварки медных проводов. Медная скрутка за считанные секунды расплавляется под действием электрической дуги. После этого ее изолируют. Такое соединение прослужит долго, не станет дополнительным сопротивлением.
Имея дома небольшое устройство для сварки, можно выполнять сторонние заказы по монтажу или ремонту медных проводов. Многие умельцы делают сварочники самостоятельно.

Конструктивные особенности и принцип работы аппаратов для сварки проводов
Выбирая оборудование для холодной сварки, необходимо учитывать особенности медной проволоки. При нагреве до 300°С медь становится хрупкой. Плавится она при 1100°С,
Варят ее постоянным и переменным током, рабочее напряжение выдается в интервале значений от 12 до 36 вольт, сила тока – 150 А. Мощность и рабочий ток зависит от количества проводников в скрутке, толщины жил.
У сварочных аппаратов для медных проводов должна быть плавная регулировка сварочного тока, чтобы исключить риск пережогов или непроваров проводников, на оптимальном токе электрод не залипает – не прикипает к медным жилам. Для работы с медью подойдет инвертор или устройство на базе трансформатора.
Виды сварочных аппаратов для проводов
На рынке представлены специализированные устройства для монтажа кабеля отечественного и зарубежного производства. Это аппараты для сварки скруток медных жил:
- ТС 700 производства фирмы «Призма» мощностью от 1 до 1,5 кВт предназначены для сварки меди и алюминия;
- модификация ТС 700-1 самая примитивная, сваривать скрутки до 16 мм смогут начинающие, цена 7,6 тысяч рублей;
- модель ТС-700-2 – узкопрофильная, ей пользуются электрики, монтируя толстый кабель, предельный диаметр скрутки – 24 мм, цена в пределах 9 тысяч;
- ТС 700-3 – самый мощный, продается в комплекте с двумя силовыми проводами, держателем электрода, стоимость сварочного оборудования 9,3 тысячи.
Небольшие инверторные аппараты, которые подойдут для сварки алюминиевого кабеля, медных проводов:
- «Дона» миниатюрный, работает от стандартной сети 220 В, оснащен цифровым индикатором, функцией стабилизации дуги, плавными регуляторами силы тока, цена устройства 8 тысяч рублей;
- аналогичные аппараты «Микроша» (модели 160ПНЦ и 180 ПНЦ) выдают необходимый рабочий ток, ими просто пользоваться, стоят около 8 тысяч.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Самодельные конструкции
На базе трансформаторов от старого оборудования многие сами сооружают аппараты, пригодные для сварки. Для кожуха необходима плотная коробка из огнестойкого материала, например, старый корпус от микроволновки. Некоторые умельцы монтируют схему с трансформатором и диодом на деревянной подставке. Если есть длинный кабель, для варки скрутки медных проводов применимо и такое оборудование. Варка проводится на весу, удаленность должна быть не менее 1,5 метров.
Можно использовать трансформатор любой мощности от 300 до 800 ватт, на вторичной обмотке должно быть напряжение от 12 до 36 В. Для сварки алюминиевых и медных проводов небольшого диаметра хватит 9 В. В качестве электрода, разжигающего дугу, используют угольные вкладыши пальчиковых батареек. На контакты выводят мощные провода с сечением не менее 15 мм 2 . Если нет толстого кабеля, скручивают 2 или три тонких провода.
Себестоимость самодельного сварочного аппарата для сварки алюминиевых и медных проводов невысокая, используют трансформаторы от микроволновых печей, другой бытовой техники. С ними нужно обращаться аккуратно, нельзя их включать в сеть для проверки без удаления родной вторичной обмотки. Мощность может достигать 2000 В. С самодельной вторичной обмоткой трансформатор безопасен, к нему можно подключать угольный карандаш и плоскогубцы для зажима скрутки.
Браться за изготовление сварочного аппарата стоит, если есть опыт сборки или ремонта электротехнических устройств.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора. не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Сварка кабелей самодельными и магазинными сварочными аппаратами
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.

Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.

Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.

У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.

Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.

Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.

Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.

Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.

Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварочный аппарат для сварки проводов
Главный элемент для сварки проводов - сварочный аппарат. Его можно купить готовым в магазине или сделать самому. Рассмотрим оба варианта.

Электронный сварочный аппарат заводского изготовления. Его прямое назначение - сварка металлов. Он, без переделки, может быть использован для сварки проводов. Для этого в качестве электрода надо использовать графитовые электроды.
На рынке представлено большое количество инверторов по приемлемой цене, малых размеров и массой около 3 кг, что очень важно для электриков, так как им часто приходится сваривать провода под потолком, находясь на высокой лестнице.
Принцип работы инверторов следующий: вначале ~220 В выпрямляется, затем преобразуется в переменное напряжение частотой 30. 100 кГц, далее подается на высокочастотный трансформатор и после него выпрямляется до напряжения около 60 В, т.е. сварка осуществляется постоянным током, при этом "плюс" подключается к скрутке. Ток сварки у них регулируется в больших пределах, обычно, от 20 А до 100. 250 А (в зависимости от модели). Для сварки проводов регулятор тока сварки инвертора необходимо установить на ток 30. 60 А (подбирают экспериментально).
Достоинства инверторов: возможность регулировки тока в больших пределах и сварки скрутки любых диаметров; малый вес; приемлемая цена. Электрики, сваривавшие ими скрутки, быстро обучаются и довольны качеством сварки. Но инверторы также имеют и минусы - сложность их схемы и сложность ремонта, необходимость беречь их от повышенной влаги, резких перепадов температур и воров.
Как самому сделать сварочный аппарат для проводов
Трансформатор для такого аппарата лучше использовать уже готовый, заводского изготовления, или использовать трансформатор с готовой первичной обмоткой, а вторичную перемотать самому. Такие варианты мы здесь и рассмотрим.
Специалисты утверждают, что в идеале трансформатор для сварки проводов должен иметь мощность от 500 до 1000 Вт, сечение сердечника 25 мм2, первичную обмотку -220 В, которая должна быть намотана медным (желательно с термостойкой изоляцией) проводом ПЭВТ диаметром 1,5. 2 мм, вторичную обмотку из меди, сечением 15. 20 мм2 и напряжением (-18. 24) В.
Необходимо отметить, что сварка будет работать и при выходных напряжениях (-12. -24) В. Но -36 В многовато для такой сварки. Если вы будете варить скрутку проводов большим напряжением, скажем, -36 В или -40 В, то скрутка будет перегреваться, а медь плавиться и разлетаться.
Поэтому специалисты рекомендуют понизить напряжение и увеличить ток сварочной дуги. Для этого необходимо перемотать его вторичную обмотку, разделив ее ровно на 2 части. Намотку, в таком случае, рекомендуется проводить в два провода одновременно, а после соединить их параллельно. Оптимальным током сварки следует считать такой ток, при котором электрод не залипает, а дуга горит устойчиво. Если при сварке электрод прилипает к скрутке, то это признак слабого тока сварочной дуги и недостаточной мощности трансформатора.
Есть и другой вариант решения проблемы - использовать стандартные трансформаторы с выходным напряжением -36 В. Можно увеличить длину сварочных проводов до трех метров. При сварке на этих проводах будет падение напряжения, и к скрутке приложится более низкое напряжение, близкое к оптимальному. Но здесь есть "подводный камень": трансформатор из-за слабой мощности может не выдать необходимый для сварки ток.
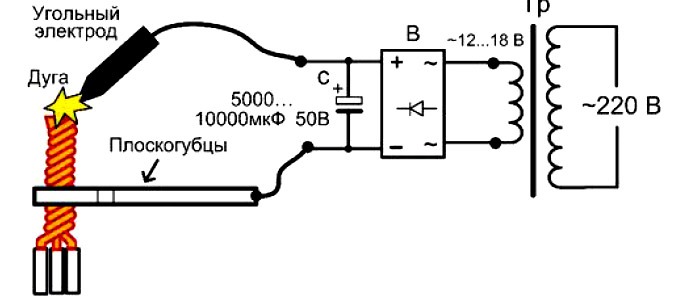
Есть еще один вариант решение проблемы малой мощности сварочного трансформатора - установить силовой мостовой выпрямитель с конденсатором. Выпрямительный мост с допустимым током 90. 100 А устанавливают на радиаторе, а необходимую емкость электролитического конденсатора 5000. 10000 мкФ можно набрать параллельным соединением конденсаторов меньшей емкости. "Плюс" прикладывают к угольному электроду. В этой схеме за счёт заряда конденсатора легко зажигается дуга, которая длится 2. 3 с.

Известно, что сварочные трансформаторы малой мощности при сварке сильно перегреваются, вплоть до появления дыма. Чтобы уменьшить нагревание, необходимо подавать на него электропитание только на время сварки, охлаждать вентилятором и делать перерывы между сваркой проводов.
Если вы решили самостоятельно намотать обмотки сварочного трансформатора, особенно его вторичную обмотку, то работу следует проводить не спеша, прижимая виток к витку, что очень важно, так как при больших сварочных токах витки от мощных переменных магнитных полей вибрируют, их изоляция стирается, что может привести к короткому замыканию. Именно по этой причине рекомендуется вторичную обмотку запивать электроизоляционным лаком, чтобы, застыв, он препятствовал вибрации.
Если у вас нет нужного сечения медного провода, обмотку можно мотать в 2 или 3 провода параллельно. А при намотке алюминиевым проводом, его сечение необходимо увеличить в 1,5-1,7 раза. Многожильные медные провода для вторичной обмотки можно купить в магазинах электротоваров.
Так как обмотки трансформатора находятся в нагретом состоянии, то применять для намотки провода с полихлорвиниловой изоляцией нельзя (расплавиться), можно применить провода в резиновой или резинотканевой изоляции. Первичная обмотка готового сварочного трансформатора должна быть защищена предохранителем на 10 А.
Рассмотрим возможные варианты самостоятельного изготовления сварочных трансформаторов.
Вариант 1. Из трансформатора с тороидальным ленточным сердечником
При одинаковых характеристиках трансформаторы с тороидальным сердечником выигрывают у Ш-образных трансформаторов по габаритам и весу в 1,5 раза, кроме того, они имеют выше КПД. Для электриков, часто работающих под потолком, малый вес сварочного аппарата имеет решающее значение.
Следует заметить, что намотка тороидальных трансформаторов связана с трудностями: необходимо изготовить специальный челнок, на который наматывают провод, а после этим челноком наматывают трансформатор. Поэтому я бы рекомендовал заказать изготовление "тороида" на электротехническом заводе, где их качественно мотают на специальных станках. Их специалисты помогут вам рассчитать сечение сердечника, количество витков и диаметр медного провода, вы только делаете заказ.
Если вы решили сами изготовить свой аппарат на "тороиде", то в качестве межобмоточной и внешней изоляции можно применить фторопластовую пленку ПЭТФ толщиной 0,01. 0,02 мм, лакоткань ЛШСС толщиной 0,06. 0,012 мм. Количество слоев внешней изоляции 2-3 слоя, после чего наматывают первичную обмотку и запивают лаком, далее опять наматывают 2-3 слоя изоляции, наматывают вторичную обмотку медным многожильным проводом сечением в идеале 15 мм2. После вторичную обмотку заливают лаком и изолируют лакотканью или изолентой на тканевой обмотке.
Вариант 2. Из лабораторного автотрансформатора ЛАТР-1,25
Его прямое назначение - плавное ручное регулирование напряжения переменного тока в пределах 0. 260 В. Единственная обмотка ЛАТР-1,25 (рис.7) намотана на тороидальном сердечнике. Выпускаются ЛАТР разной мощности, для их переделки в трансформатор для сварки проводов подойдет ЛАТР с минимальной мощностью 1,25 кВт, его масса 6 кг. Схема ЛАТР-1,25 показана на рис.а, а его внешний вид - на рис.б.

Для переделки автотрансформатора в сварочный трансформатор для проводов, необходимо убрать ползунок, регулирующий напряжение, и поверх первичной обмотки намотать вторичную обмотку. Для этого необходимо заизолировать первичную обмотку в 2-3 слоя лакотканью или, в крайнем случае, хлопчатобумажной изолентой. Далее наматывают вторичную обмотку, в идеале, сечением 15 мм2 и заливают лаком.
Количество витков вторичной обмотки подбирают экспериментально, например: предварительно наматывают 10 витков провода (можно тонкого) в изоляции и измеряют на них напряжение, далее вычисляют количество витков на 1 В. Напряжение вторичной обмотки должно быть -18 В, можно и ~24 В. Делают отвод на ~18 В.
Здесь может возникнуть вопрос "Где взять провода такого сечения, если есть, скажем, ПЭВ сечением 3 мм2 (диаметром 2 мм)?". В таком случае можно намотать параллельно 3-4 обмотки этого провода, а после включить их параллельно. Схема ЛАТР-1,25, переделанного в сварочный трансформатор для сварки проводов, показана на рис.в.
Вариант 3. Из силовых трансформаторов микроволновых печей
Мощность таких трансформаторов 0,7. 0,9 кВт, что вполне подходит для изготовления сварочного трансформатора для проводов. Сердечник трансформатора в них Ш-образный. На нем намотаны три обмотки: первичная на ~220 В и две вторичных - накальная (несколько витков толстого провода) и анодная на 2000 В.

Силовые трансформаторы от микроволновых печей имеют особенность. Пластины их сердечника проварены (рис.8,6), и разобрать их, чтобы добраться до катушки обмотки, невозможно. Поэтому для их переделки под сварку проводов необходимо удалить (срезать) обе вторичные обмотки - и накальную, и анодную. Накальную обмотку удалить легко, а вот анодною необходимо срезать ножовкой или болгаркой, причем с двух сторон (рис.8,6).
Чтобы не повредить первичную обмотку, необходимо между обмотками проложить пластину. После обрезки вторичной обмотки, ее остатки выбивают деревянным стержнем и молотком. Размер окна, освобожденного от вторичной обмотки, у разных трансформаторов может различаться, в зависимости от модели СВЧ печи, и обычно лежит в пределах от 14. 18 мм в ширину и 28. 35 мм в высоту.
Намотку вторичной обмотки придется проводить через окна в трансформаторном железе (рис.8,6), но предварительно необходимо определить, сколько витков приходится на 1 В, а после рассчитать их количество на ~18 В. Для этого каким-либо тонким проводом наматывают 10 витков, далее измеряют на них напряжение и вычисляют соотношение витков/вольт. Обычно оно находится в пределах 0,8. 1,2 В/виток.
Намотку вторичной обмотки необходимо выполнить медным проводом с максимально возможным сечением для данного окна трансформатора, например 10 мм2, или хотя бы 8 мм2. Зная длину одного витка и их количество, вычисляют длину провода, отрезают необходимую длину и производят намотку. Намотка провода в окне сердечника представляет определенные трудности, так как размер окна небольшой и в него необходимо вложить толстый провод. Намотку лучше проводить вдвоем.
На рисунке показан один из вариантов уже намотанного трансформатора. Ток "холостого хода" у трансформаторов от микроволновых печей составляет 2. 3,5 А, и уже через 30 мин работы на "холостом ходу" трансформатор нагревается до 60. 70°С. В трансформаторах микроволновых печей пластины сварены между собой (рис.8,6), для того чтобы трансформатор не гудел.
Читайте также: