Трансформатор сварочный ст 500
Обновлено: 05.10.2024
Технические характеристики и схема сварочного трансформатора ТД-500
Сварочный трансформатор ТД 500, с момента начала выпуска которого прошли уже десятилетия, до сих пор успешно применяется для сварки изделий из металла.
Популярность и востребованность аппарата в промышленности и строительстве объясняется простотой эксплуатации, функциональными возможностями и относительно малой стоимостью. Помимо этого, аппарат отличается надежностью и возможностью использования даже в экстремальных условиях.
Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.
Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Особенности эксплуатации и подключения
ТД 500 – модель, предназначенная для регулирования параметров напряжения при выполнении электросварки металлических изделий. Устройство широко распространено благодаря малой стоимости и простоты эксплуатации. Производительности аппарата хватает для производства работ по сварке металлических элементов.
Устройство предназначено для выполнения ручной дуговой сварки покрытыми электродами. Согласно паспорта, ТД-500 – однофазный преобразователь электротока, с повышенным рассеянием магнитного поля. Зазор воздуха зависит от того, на сколько сдвинуты подвижные обмотки.
Регулятор тока приводится в действие перемещением ходового винта, вращаемого вручную. При этом происходит сдвиг обмоток завинчиванием в гайку.
Повышенное рассеяние магнитного поля происходит за счет особенностей размещения обмоток. Одна перемещается совместно с винтом, другая – неподвижно зафиксирована в точке крепления.
Трансформатор отнесен к группе стандартных приборов, выпускающимся серийно. Устройство отличается высокой мощностью, потому подключение его должно выполняться с использованием кабелей большого сечения, в противном случае соединительные провода под воздействием тока нагреются и расплавятся.
Подсоединение должно выполняться аттестованным работником. Отдельное внимание уделяется местам стыковки кабелей, так как они являются точками, вероятность возникновения поломок в которых наиболее высока. При отсутствии плотного контакта между окончаниями кабеля и клеммами из меди, эти места подвержены перегреванию из-за недостаточной площади соприкосновения. Такая неисправность приводит к возникновению короткого замыкания.
[stextbox избежание этого нужно максимально плотно, но не пережимая, скрутить точки сопряжения и постоянно наблюдать за плотностью прилегания.[/stextbox]
Место расположения трансформатора для недопущения короткого замыкания не должно быть влажным.
Важным моментом является охлаждение, так как у ТД 500 есть некоторые проблемы с нагреванием и отводом излишков тепла. Кроме устанавливаемой отдельно принудительной системы вентилирования, нелишним будет отыскать место установки с естественной вентиляцией либо зону прохлады. При выполнении наружных работ такие места – затененные, открытые для ветра.
Определенные инструкцией рабочие параметры устройства превышать не рекомендуется, действовать только в допускаемых интервалах. Нельзя забывать о максимальных сроках непрерывной работы. Для ТД 500 этот параметр равен 60%. то есть из 10 часов аппарат должен работать только 6, а 4 часа – находиться в выключенном.
[stextbox При возникновении неисправностей или поломок в процессе эксплуатации следует незамедлительно отключить аппарат от питающей сети. Новое подключение допускается выполнять только после полного устранения причин неисправности.[/stextbox]
Преимущества
Трансформаторы ТД-500 обладают следующими преимуществами:
- Простота конструкции. Благодаря этому устройство отличается высокой надежностью и ремонтопригодностью, легкостью в обслуживании.
- Широкий интервал регулирования параметров. Аппарат эффективно работает в условиях крупного производства при необходимости выполнения широкого спектра задач в различных режимах эксплуатации.
- Относительно малое напряжение при холостой работе, что обеспечивает высокую экономичность использования.
- Возможность выполнения не только сопряжения деталей свариванием, но и их резание. Мощности трансформатора достаточно для работы в таком режиме.
- Отсутствие эффекта магнитного вздутия.
- Безопасное и удобное выставление требуемых для работы показателей посредством перемещения расположенных на корпусе рукоятей.
Недостатки
К недостаткам трансформаторов относятся:
- Значительная масса, составляющая 210 кг. Данный недостаток компенсируется высокой мощностью и возможностью работы с крупными деталями.
- Плохая работа с низкими токами. Устройства неэффективны для выполнения работ по свариванию тонкостенных элементов, так как рабочий интервал рассчитан преимущественно для работы с заготовками большой толщины.
- Непригодность для проведения работ в домашнем хозяйстве.
- Выполнение сварки переменным током, что приводит к ухудшению качества шва по сравнению с работой на постоянном токе.
[stextbox читайте на нашем сайте статью об отличиях сварочного трансформатора и инвертора[/stextbox]
Технические характеристики
Основные технические характеристики сварочного трансформатора ТД 500 следующие:
- номинал напряжения на холостом ходу – 60 В;
- номинал сварочного тока – 500 А;
- мощность – 32 А.
Регулирование сварочного тока выполняется в таких пределах:
- основной интервал – 240-650 А;
- дополнительный диапазон – 90-240 А;
- параметр мощности – 0,65;
- длина – 720 мм;
- ширина – 570 мм;
- высота – 835 мм.
Вес трансформатора составляет 0,21 т.
Меры и техника безопасности
При эксплуатации трансформатора ТД-500 необходимо соблюдать следующие правила личной безопасности и меры предосторожности.
Перед включением нужно осмотреть корпус устройства и убедиться в его целостности. При прекращении поджига дуги аппарат следует немедленно отключить от питания и убедиться в исправности конденсаторов, не пробовать многократно ее возбудить.
Использование прибора должно выполняться при неукоснительном соблюдении правил, изложенных в инструкции. Ремонт и уход за преобразователем должны выполняться только при отключении его от питания. После выключения преобразователю необходимо дать время на остывание.
Производители
Изготовлением ТД-500 занимается несколько производителей. Среди них наиболее крупные объемы поставок предлагают:
- ЕТА-групп, г. Санкт-Петербург, РФ;
- ООО «Винтор», Винницкая область, Украина;
- электромашиностроительное предприятие «СЭЛМА», г. Симферополь, Крым.
[stextbox Петрович Алексеенко, сварщик, стаж работы 35 лет: «Несмотря на кажущуюся громоздкость и не современный внешний вид, трансформаторы для сварки переменным током ТД-500 до сих пор востребованы на различных производствах. Аппараты обладают «советским» ресурсом работы и прослужат еще долгие годы».[/stextbox]
Устройство и обслуживание сварочных трансформаторов
(Что нужно знать сварщику о сварочном оборудовании)
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
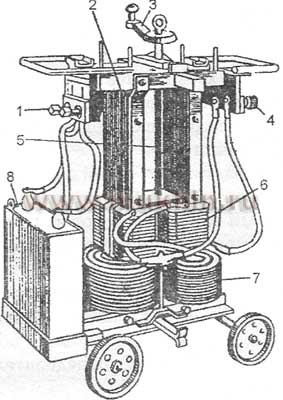
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.




- основной интервал – 240-650 А;
- дополнительный диапазон – 90-240 А;
- параметр мощности – 0,65;
- длина – 720 мм;
- ширина – 570 мм;
- высота – 835 мм.
Сварочные трансформаторы типа ТС и ТСК
Сварочные трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками ( рис. 61, в ). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансфоматорах этого типа при сдвинутых катушках на 1,5—2 В больше номинального значения (60—65 В).
Рис. 61 . Схема конструкции трансформатора ТС-500 (а), его внешние вольт-амперные характеристики (б) и магнитная схема (в): 1 — механизм регулирования сварочного тока, 2 — зажимы низкого напряжения, 3 — подвижная катушка, 4 — магнитопровод, 5 — неподвижная катушка, 6 — кожух, 7 — регулировочный винт, 8 — зажимы высокого напряжения, 9 — крышка
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рис. 61, а и б. Технические данные сварочных трансформаторов ТС и ТCK приведены в табл. 12.
Сварочный аппарат тс 500 паспорт
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.

Назначение технического устройства.
Трансформатор сварочный ТД-500У2 служит для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током частоты 50 Гц и предназначен для работы в закрытых помещениях и на открытом воздухе. При сварочных работах на открытом воздухе он должен быть защищен навесом от попадания на него дождя и снега.
Технические характеристики.
Номинальный сварочный ток, А — 500
Пределы регулирования сварочного тока, А:
при диапазоне малых токов — 85-240
при диапазоне больших токов — 240-560
Номинальное первичное напряжение, В — 380 или 220
Первичный ток, А:
при исполнении на 220 В — 145
при исполнении на 380 В — 82
Вторичное напряжение холостого хода, В:
при диапазоне больших токов — 60
при диапазоне малых токов — 76
Номинальное рабочее напряжение, В — 40
Продолжительность цикла сварки, мин. — 5
Отношение продолжительности рабочего периода:
к продолжительности цикла (ПН), % — 60
Номинальная мощность, кВ*А — 32
Масса, кг, не более — 185

Паспорт на Трансформатор сварочный ТД-500У2 скачать бесплатно в формате jpg (13 страниц):

![]()
Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Устройство и принцип работы
Основной параметр сварочного трансформатора — его реактивная мощность, которая измеряется в киловольт-амперах. Она определяет количество энергии, которое трансформатор может обеспечить за некоторое время (обычно одну минуту), без превышения его номинальной температуры.
Принцип действия трансформатора заключается в использовании явления взаимной индуктивности между двумя цепями, которые связаны общим магнитным потоком. Основной трансформатор состоит из двух катушек, которые являются электрически раздельными, но связанными магнитно посредством стального сердечника. Эти катушки образуют первичные и вторичные обмотки и имеют высокую взаимную индуктивность. Слои сердечника соединяются в виде полосок, между которыми имеются узкие щели, проходящие прямо через поперечное сечение сердечника.
![]()
Взаимная электродвижущая сила (ЭДС) индуцируется в трансформаторе из переменного потока, который устанавливается в ламинированном сердечнике катушкой, связанной с источником переменного напряжения. Преобладающая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создаёт взаимно индуцированную электромоторную силу. На основании законов Фарадея об электромагнитной индукции ЭДС сварочного трансформатора определяется по зависимости Е = — ΔВ/Δt, где ΔВ – изменение магнитного потока, Δt – промежуток времени, в течение которого происходит это изменение.
Если вторая катушка замкнута, в ней течёт ток, и, следовательно, электрическая энергия передаётся магнитно от первой ко второй катушке. Подача переменного тока подаётся на первую катушку, поэтому её именуют первичной обмоткой. Энергия же создаётся второй катушкой, которая является вторичной обмоткой трансформатора.
В результате данных операций сварочный трансформатор производит:
- Передачу электроэнергии из одной цепи в другую.
- Передачу электроэнергии без изменения частоты.
- Передачу с использованием принципа электромагнитной индукции.
Конструктивные элементы сварочного трансформатора
Обе катушки изолируются друг от друга и от стального сердечника. Поскольку сварочный трансформатор должен обладать большой мощностью, то он также нуждается в подходящем корпусе для собранного сердечника и обмоток, среды, с помощью которой можно изолировать сердечник и его обмотки, а также в устройстве интенсивного охлаждения обмоток. Чтобы изолировать и вывести клеммы обмотки из корпуса, используются втулки, изготовленные из сильного диэлектрика.
Во всех промышленных моделях сварочных трансформаторов сердечник изготовлен из пластин листовой трансформаторной стали. Этот материал представляет собой фактически чистое железо с повышенным содержанием кремния, что обеспечивает непрерывность магнитного потока при минимально допустимых значениях включённым минимумом воздушного зазора. Трансформаторная сталь обладает также высокой магнитной проницаемостью и малыми потерями на гистерезис. Для обеспечения надлежащей прочности, пластины сердечника после штамповки подвергают термической обработке.

Обмотки трансформатора представляют собой диски, уложенные изоляционными пространствами между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изоляционные каналы. Для сердечников и катушек сварочных трансформаторов должна быть предусмотрена жёсткая механическая фиксация. Это поможет минимизировать вибрации агрегата, и уменьшить уровень шума, создаваемого при его работе. Качество, долговечность и эффективность управления основными функциями сварочного трансформатора определяют срок его службы.
Все выводы трансформатора выводятся из корпусов через соответствующие втулки. Их конструкция и размеры устанавливаются в зависимости от передаваемой мощности.
Выбор между ядром и типом оболочки производится путём сравнения стоимости, поскольку аналогичные характеристики могут быть получены разными способами. Например, для увеличения пределов регулировки напряжения на сварочной дуге оболочки имеют увеличенную длину поворота катушки. Другими параметрами, которые сравниваются при выборе, считаются энергетические характеристики устройства, масса, условия пробоя изоляции, распределение тепла.
Схема и расчёт трансформатора
В ходе расчёта подлежат определению такие параметры:
- Эксплуатационные показатели: тип питающей сети, диапазон регулировки, фактическая мощность, продолжительность непрерывного действия.
- Размеры сварочного электрода.
- Условия непрерывной работы.
- КПД устройства.
Некоторые из перечисленных параметров взаимосвязаны, например, фазность и напряжение сети.
Ток сварки определяет функциональные возможности трансформатора, а именно, толщину свариваемого металла. Кроме того, с ростом тока увеличиваются диаметр проволоки в обмотках, масса агрегата и его размеры, что обусловлено необходимостью более эффективного охлаждения обмоток.
![]()
Соотношения между основными эксплуатационными характеристиками сварочных трансформаторов приведены ниже:
- При толщине обрабатываемой заготовки 1…2 мм, номинальный диаметр электрода составляет 1,6 мм, а рекомендуемое значение тока – не более 50 А.
- При толщине обрабатываемой заготовки 2…3 мм, номинальный диаметр электрода составляет 2…2,5 мм, а рекомендуемое значение тока – не более 100 А.
- При толщине обрабатываемой заготовки 3…4 мм, номинальный диаметр электрода составляет 3 мм, а рекомендуемое значение тока – не более 160 А.
- При толщине обрабатываемой заготовки 4…6 мм, номинальный диаметр электрода составляет 4 мм, а рекомендуемое значение тока – не более 200 А.
- При толщине обрабатываемой заготовки 6…8 мм, номинальный диаметр электрода составляет 5 мм, а рекомендуемое значение тока – не более 250 А.
- При толщине обрабатываемой заготовки 10…24 мм, номинальный диаметр электрода составляет 6…8 мм, а рекомендуемое значение тока – не более 320 А.
- При толщине обрабатываемой заготовки более 24 мм, номинальный диаметр электрода составляет 8…10 мм, а рекомендуемое значение тока – не более 630 А.
Более детальный расчёт параметров сварочного трансформатора ведут обычно при изготовлении агрегата своими руками.

Модели сварочных трансформаторов
Модель ТС-500. Представляет собой агрегат для производства сварки в промышленных условиях. Рассчитан на работу в однофазных сетях, регулировка мощности производится механически. Конструкция проста, но обеспечивает необходимое качество работ лишь при использовании сравнительно больших токов, а потому малопригодна для сварки или резки тонколистового металла. Минусом считается массивность устройства. Цена – от 15500 руб.
Модель ТД-500. Характерная особенность конструкции – наличие подвижных обмоток, что обеспечивает увеличенное магнитное рассеивание. Большинство технических характеристик сходно с моделью ТС-500, однако масса агрегата снижена на 40 кг. Цена – от 18000 руб.
Модель ТДМ-305. Устройство переносного типа с естественным охлаждением обмоток. Может использоваться как на производстве, так и в быту. Наиболее эффективен при средних значениях сварочного тока, но при длительном применении стабильность работы понижается. Цена – от 8000 руб.
Модель ТДМ-401. Предназначена для выполнения ручной дуговой сварки средне- и толстолистовых деталей, и применяется преимущественно в производственных условиях. Прост в конструкции и управлении, для перемещения в пределах рабочего участка оснащён колёсами. При длительном применении нуждается в дополнительной вентиляции, а также в тщательном подборе сечения питающих кабелей. Цена – от 17000 руб.
Модель ТДМ-503. Рассчитана для применения в трёхфазных сетях, используется главным образом для сварки металла средней толщины. Вентиляция – естественная, что ограничивает длительность непрерывной работы. Трансформатор прост в обслуживании, однако не отличается стабильностью работы при значительных скачках напряжения в сети. Цена – от 24000 руб.
Время чтения: 3 минуты
Сварочный трансформатор — это один из самых стабильных и надежных сварочных аппаратов. Он неприхотлив к хранению, без проблем работает в самых трудных условиях и при этом служит долгие годы. Один из таких трансформаторов — сварочный аппарат ТД 500.

В этой статье мы расскажем, каковы технические характеристики и основные особенности модели ТД 500.
Общая информация
Существует с десяток моделей сварочных трансформаторов, которые используются уже на протяжении нескольких десятилетий. К ним относится сварочный аппарат ТДМ 500, сварочный аппарат ТДМ 505, сварочный трансформатор ТДМ 250, сварочный трансформатор ТДМ 305, сварочный трансформатор ТДМ 317, сварочный трансформатор ТДМ 503, ТДМ 303, ТДМ 402 и, конечно, герой на шей статьи — сварочный трансформатор ТД 500.
Сразу отметим, что модель ТД 500 предназначена скорее для профессиональной сварки, чем для любительской. Но, это не значит, что вы не можете купить этот аппарат для сварки дома. ТД 500 хоть и предназначен для промышленного применения, но стоит очень недорого и может стать универсальным помощником в быту. Однако, учтите, что аппарат очень мощный и потребует соответствующего питания.
![]()
Что касается профессионального применения, то может ТД 500 может похвастаться достаточной производительностью. Аппарат выдает от 100 до 500 Ампер. Этого достаточно для выполнения большинства сварочных операций.
Модель ТД 500 оснащена удобным регулятором сварочного тока. Сварочный ток регулируется с помощью специального винта, который нужно вручную прокрутить для передвижения обмотки. Также здесь доступно рассеивание магнитного поля. Чтобы добиться рассеивания, достаточно передвинуть одну из трансформаторных обмоток с помощью винта.
Особенности
Модель ТД 500 отличается простотой конструкции. Поэтому вы можете не беспокоиться о надежности аппарата и его техническом обслуживании. Ремонт так же не доставит проблем. Все запчасти стоят недорого и легко находятся в продаже.
С помощью этого аппарата можно не только варить с применением покрытых электродов, но еще и резать металл. Все благодаря высокой мощности аппарата. Металл режется быстро и просто, без особых затруднений.
ТД 500 лишен эффекта магнитного дутья, что крайне важно. Это значит, что сварочная дуга не будет блуждать по поверхности металла во время сварки, и вы сможете сформировать более аккуратный шов. К тому же, многие регулировки выставляются с помощью ручек на корпусе аппарата, что так же упрощает работу.
Вместо заключения
Трансформатор ТД 500 — это отличный выбор как для бытовой, так и для профессиональной сварки. Аппарат достаточно мощный и способен выдавать более 400 Ампер, что существенно расширяет ваши возможности. ТД 500 надежен и ремонтопригоден. Его можно недорого обслуживать своими руками в домашних условиях.
Сварочный аппарат тд 500 технические характеристики




Во избежание этого нужно максимально плотно, но не пережимая, скрутить точки сопряжения и постоянно наблюдать за плотностью прилегания.

Важно! При возникновении неисправностей или поломок в процессе эксплуатации следует незамедлительно отключить аппарат от питающей сети. Новое подключение допускается выполнять только после полного устранения причин неисправности.

Также читайте на нашем сайте статью об отличиях сварочного трансформатора и инвертора
- номинал напряжения на холостом ходу – 60 В,
- номинал сварочного тока – 500 А,
- мощность – 32 А.
- основной интервал – 240-650 А,
- дополнительный диапазон – 90-240 А,
- параметр мощности – 0,65,
- длина – 720 мм,
- ширина – 570 мм,
- высота – 835 мм.
- ЕТА-групп, г. Санкт-Петербург, РФ,
- ООО «Винтор», Винницкая область, Украина,
- электромашиностроительное предприятие «СЭЛМА», г. Симферополь, Крым.

Иван Петрович Алексеенко, сварщик, стаж работы 35 лет: «Несмотря на кажущуюся громоздкость и не современный внешний вид, трансформаторы для сварки переменным током ТД-500 до сих пор востребованы на различных производствах. Аппараты обладают «советским» ресурсом работы и прослужат еще долгие годы».
Общие сведения
Трансформатор типа ТДМВ-500 У2 предназначен для ручной дуговой сварки, резки и наплавки углеродистых и низколегированных сталей покрытыми металлическими электродами диаметром от 2 до 6 мм переменным или постоянным током.
Структура условного обозначения
ТДМВ-500 У2:
ТД – трансформатор для дуговой сварки;
М – с механическим регулированием сварочного тока;
В – со встроенным выпрямителем;
50 – номинальный сварочный ток, десятки ампер;
0 – регистрационный номер;
У2 – климатическое исполнение (У) и категория размещения (2)
по ГОСТ 15150-69.
Условия эксплуатации
В помещении или под навесом.
Температура окружающей среды от минус 40 до 40°С.
Относительная влажность воздуха 80% при температуре 15°С.
Степень защиты IР22 по ГОСТ 14254-96.
Класс нагревостойкости изоляции Н по ГОСТ 8865-93.
Техника безопасности по ГОСТ 12.3.003-86, пожаробезопасность – по ГОСТ 12.1.004-91.
Эксплуатация трансформатора также должна осуществляться в соответствии с "Правилами технической эксплуатации установок потребителей", "Правилами техники безопасности при эксплуатации электроустановок потребителей", "Правилами устройства электроустановок" и документацией, прилагаемой к трансформатору.
Запрещается эксплуатация трансформатора без заземления отдельными проводами корпуса и зажима сварочной цепи.
Не допускается проведение сварочных работ в замкнутом и труднодоступном пространстве без строгого соблюдения условий, приведенных в разделе 2 ГОСТ 12.3.003-86.
Трансформатор соответствует требованиям ТУ 16-95 ЕАИЛ.672116.002 ТУ.
Нормативно-технический документ
ТУ 16-95 ЕАИЛ.672116.002 ТУ
Технические характеристики
Номинальное напряжение однофазной питающей сети частотой 50 Гц, В – 380 Номинальный сварочный ток, А: переменный – 500 постоянный – 350 Номинальная продолжительность нагрузки, ПН, %, при номинальном – сварочном токе: переменном – 40 постоянном – 80 Продолжительность цикла сварки, мин – 5 Пределы регулирования сварочного тока, А: переменного – 70-500 постоянного – 65-370 Номинальное рабочее напряжение при сварке переменным током, В – 40 Напряжение холостого хода при сварке, В: переменным током на ступенях: 1-й – 66 2-й – 79 постоянным током на ступенях: 1-й – 57 2-й – 71 Потребляемая мощность, кВ·А, не более – 27 Масса, кг, не более – 205
Гарантийный срок – 2 года со дня ввода трансформатора в эксплуатацию.
Конструкция и принцип действия
Трансформатор выполнен в однокорпусном исполнении с естественной вентиляцией трансформатора и принудительной вентиляцией диодного моста и сглаживающего дросселя.
Основными узлами трансформатора являются:
магнитопровод, первичные и вторичные обмотки, механизм регулирования тока, токоуказательный механизм, переключатель диапазонов тока, диодный мост, сглаживающий дроссель, вентилятор.
Магнитопровод стержневого типа собран из пластин электротехнической стали и стянут набором из вертикальных и горизонтальных швеллеров, скрепленных по углам четырьмя шпильками.
Обмотки трансформатора имеют по две катушки, расположенные симметрично на двух стержнях магнитопровода. Катушки первичной обмотки неподвижные и закреплены у нижнего ярма, вторичной обмотки – подвижные.
Ходовой винт механизма регулирования тока вращается с помощью рукоятки, расположенной сверху трансформатора.
Трансформатор имеет колеса и ручки для перемещения и устройство для стропления, что позволяет легко его транспортировать.
Общий вид и габаритные размеры трансформатора представлены на рисунке.

Общий вид и габаритные размеры трансформатора типа ТДМВ-300 У2
ТДМВ-500 У2 относится к группе специальных трансформаторов с повышенным электромагнитным рассеянием – подвижными обмотками.
Трансформатор преобразует напряжение сети в напряжение, необходимое для проведения сварочных работ, обеспечивает получение падающих внешних характеристик и плавно-ступенчатое регулирование сварочного тока.
В комплект поставки входят: трансформатор; электродержатель с гибким проводом длиной 3 м; наконечники – 2 шт.; маска или щиток;
паспорт.
![]()
Трансформатор сварочный ТД-500 предназначен для ручной дуговой сварки при помощи электродов с обмоткой. Согласно своей конструкции, эта модель является однофазной, которая имеет увеличенное рассеяние магнитного поля, у которой воздушный зазор регулируется при помощи подвижных обмоток. В аппарате имеется регулятор тока, который осуществляет действие при помощи ходового винта. Он вращается в ручном режиме, передвигая обмотку путем ввинчивания в специальную гайку. Здесь также сделано увеличенное рассеивание магнитного поля, которое осуществляется за счет специального расположения трансформаторных обмоток. Одна из них закреплена неподвижно, а вторая передвигается вместе с винтом.
Читайте также: