Требования к источникам сварочного тока
Обновлено: 17.05.2024
ГОСТ Р МЭК 60974-1-2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
Arc welding power sources. Safety requirements
Дата введения 2006-01-01
Задачи, основные принципы и правила проведения работ по государственной стандартизации в Российской Федерации установлены ГОСТ Р 1.0-92 "Государственная система стандартизации Российской Федерации. Основные положения" и ГОСТ Р 1.2-92 "Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов"
* На территории Российской Федерации действует ГОСТ Р 1.0-2004 .
** На территории Российской Федерации действует ГОСТ Р 1.2-2004 . - Примечание "КОДЕКС".
Сведения о стандарте
1 ПОДГОТОВЛЕН ОАО "Институт сварки России" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2004 г. N 111-ст
4 Настоящий стандарт является идентичным по отношению к международному стандарту МЭК 60974-1:1989 "Оборудование для дуговой сварки. Часть 1. Источники питания для сварки" (Arc welding equipment. Part 1: Welding power sources)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст этих изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
Настоящий стандарт устанавливает приоритетные требования по безопасности продукции, обеспечивает повышение степени соответствия производимой продукции ее функциональному назначению, в ряде случаев устраняет технические барьеры в торговле, содействуя научно-техническому и экономическому сотрудничеству, повышению конкурентоспособности отечественных товаров на мировых и региональных рынках, обеспечивает единство методов контроля и испытаний.
1 Область применения
Настоящий стандарт распространяется на источники питания для дуговой сварки и родственных процессов, рассчитанные для промышленного и профессионального использования с питанием от электрической сети или приводимые в движение механическими средствами.
Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами.
Настоящий стандарт является основополагающим при постановке на производство и изготовлении продукции.
Стандарт определяет требования техники безопасности к конструкции источников питания и требования к их рабочим характеристикам.
1 Типовыми родственными процессами являются электродуговая резка и электродуговая металлизация.
2 Настоящий стандарт не содержит требований к электромагнитной совместимости (ЭМС).
3 Применение стандарта не исключает требований действующих нормативных материалов, дополняющих настоящий стандарт, переведенных в настоящее время в категорию "добровольных".
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты.
МЭК 60204-1:1997 Электрооборудование промышленных машин. Часть 1. Общие требования
МЭК 60417:1973 Графические символы для маркировки оборудования
МЭК 60529:1989 Степени защиты, обеспечиваемые оболочками (Код IP)
МЭК 60536:1976 Классификация электрического и электронного оборудования с учетом защиты от электроудара
МЭК 60664-1:1992 Согласование изоляции для оборудования в рамках низковольтных систем. Часть 1. Принципы, требования и испытания
МЭК 60664-3:1992 Согласование изоляции для оборудования в рамках низковольтных систем. Часть 3. Использование покрытий для достижения согласования изоляции узлов печатных плат
МЭК 60905:1987 Руководство по нагрузке сухих сетевых трансформаторов питания
3 Термины и определения
В настоящем стандарте применены следующие термины, согласующиеся с определениями в МЭК 60204-1, МЭК 60664-1 и МЭК 60664-3.
3.1 источник питания для дуговой сварки: Оборудование, ток и напряжение которого обеспечивает требуемые характеристики для дуговой сварки и родственных процессов.
Примечание - Источник питания для дуговой сварки может обеспечивать питание различных вспомогательных устройств и другого технологического оборудования.
В нижеследующем тексте употребляют термин "источник питания для сварки".
3.2 промышленное и профессиональное использование: Оборудование, эксплуатация которого рассчитана только на специалистов или проинструктированных лиц.
3.3 квалифицированный специалист: Лицо, прошедшее профессиональное обучение, знание и опыт которого позволяют ему выполнить работу и оценить возможные опасности на базе опыта и знания им соответствующего оборудования.
Примечание - Практический стаж в определенной технической области может быть учтен при оценке профессиональной подготовки.
3.4 проинструктированное лицо: Лицо, прошедшее вводный инструктаж о возможных опасностях, связанных с выполнением его производственных функций.
3.5 типовые испытания (периодические испытания продукции): Испытание одного или нескольких устройств применительно к данной конструкции для проверки их соответствия требованиям стандартов или ТУ.
3.6 стандартные испытания (приемосдаточные испытания): Испытание, проводимое на каждом конкретном устройстве в процессе изготовления или после него, для проверки его соответствия требованиям соответствующего стандарта или ТУ.
3.7 внешний осмотр: Внешний осмотр на наличие явных отклонений от технической документации с учетом требований соответствующего стандарта или ТУ.
3.8 падающая внешняя характеристика источника питания: Внешняя статическая характеристика, которая в своем нормальном сварочном диапазоне является такой, что при увеличении тока нагрузки напряжение уменьшается более чем на 7 В/100 А.
3.9 жесткая внешняя характеристика источника питания: Внешняя статическая характеристика, которая в своем нормальном сварочном диапазоне является такой, что при увеличении тока нагрузки напряжение либо уменьшается менее чем на 7 В/100 А или возрастает менее чем на 10 В/100 А.
3.10 статическая внешняя характеристика источника питания: Соотношение между напряжением на зажимах при нагрузке и сварочным током источника питания.
3.11 сварочная цепь: Цепь, которая включает в себя все проводящие элементы, через которые будет протекать сварочный ток.
1 При дуговой сварке дуга является частью сварочной цепи.
2 В некоторых процессах дуговой сварки дуга может быть зажжена между двумя электродами. В таком случае свариваемая деталь не обязательно является частью сварочной цепи.
3.12 цепь управления: Цепь для оперативного управления источником питания и/или для защиты силовых цепей.
3.13 сварочный ток: Ток, протекающий через сварочную цепь во время сварки.
3.14 напряжение на зажимах под нагрузкой: Напряжение между выходными зажимами при подаче тока от источника питания.
3.15 напряжение холостого хода: Напряжение между выходными зажимами источника питания, за исключением напряжения стабилизации или зажигания дуги при разомкнутой внешней сварочной цепи.
3.16 стандартное значение: Используемое стандартное значение для измерения параметров при сравнении, калибровке и испытаниях.
Примечание - Стандартное значение не обязательно применяется во время сварки.
3.17 номинальный режим сварки: Режим источника питания при термически стабилизированном состоянии, определяемом номинальным сварочным током и напряжением при работе на номинальной нагрузке, а также номинальном напряжении питающей сети, частоте или скорости вращения.
3.18 стандартная нагрузка: Практически безындукционная постоянная активная (омическая) нагрузка с коэффициентом мощности не менее 0,99.
3.19 номинальный сварочный ток (): Ток источника питания для сварки на стандартную нагрузку при соответствующем номинальном напряжении на нагрузке.
Примечание - Значения даются как среднеквадратичные (действующие) значения для переменного тока и среднеарифметические значения для постоянного тока.
3.20 рабочее сварочное напряжение (): Напряжение на нагрузке источника питания, определяемое линейными зависимостями от рабочего сварочного тока, в соответствии со способом сварки для которого предназначен источник питания.
3.21 номинальное значение: Количественная величина, устанавливаемая изготовителем для номинального рабочего режима изделия, устройства или оборудования.
3.22 номинальные характеристики: Набор номинальных величин и рабочих режимов источника питания.
3.23 номинальная мощность: Номинальное значение отдаваемой мощности источника питания исходя из номинального рабочего тока и напряжения.
3.24 максимально допустимый сварочный ток (
3.25 минимально допустимый сварочный ток (): Минимальное значение сварочного тока, которое можно получить в режиме сварки от источника питания при его регулировании на минимальный режим.
3.26 номинальное напряжение холостого хода (): Напряжение холостого хода, измеренное при номинальном напряжении питающей сети, частоте или скорости вращения.
Примечание - Если источник питания для сварки оснащен устройством снижения величины напряжения холостого хода, то это - напряжение, замеренное до срабатывания этого устройства.
3.27 номинальное пониженное напряжение холостого хода (): Напряжение холостого хода источника питания, оснащенного устройством снижения величины напряжения холостого хода, замеренное непосредственно после его срабатывания.
3.28 номинальное переключаемое напряжение холостого хода (): Напряжение холостого хода на постоянном токе, обеспечиваемое переключающим устройством при прекращении процесса дуговой сварки на переменном токе.
3.29 номинальное напряжение питания (): Среднеквадратичное значение входного напряжения, на которое рассчитан источник питания для сварки.
3.30 номинальный ток питания (): Среднеквадратичное значение первичного тока, на которое рассчитан источник питания при номинальном сварочном режиме.
3.31 номинальный ток холостого хода первичной цепи (): Первичный ток источника питания при номинальном напряжении холостого хода.
3.32 максимально допустимый ток питания (): Максимальное значение первичного тока источника питания.
Основные требования к источникам питания сварочной дуги
Назначение и основные типы источников питания. История развития, современное состояние и перспективы развития источников. Классификация и обозначение источников питания сварочной дуги в зависимости от способа сварки. Технологические, динамические и эксплуатационные требования к ИП дуги.
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров. Они не только обеспечивают процесс сварки электрической энергией, но оказывают существенное влияние на характер протекания процесса сварки (на качество и производительность).
Простейшие приемы сварки были известны ещё до нашей эры. В основном сварке в то время подвергались изделия из меди: они предварительно подогревались, а затем сдавливались. Тогда применялась так называемая литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом. Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Это способ известен под названием горновая или кузнечная сварка.
Способы сварки развивались очень медленно. Резкий перелом в этой области техники наступил в конце ХIХ - начале ХХ века. В 1802 г. русский ученый академик В.В. Петров впервые открыл и исследовал явление дугового разряда. В классическом труде «Известие о гальванивольтовских опытах», опубликованной им в 1803 г., описано плавление металла дуговым разрядом. Дуговой разряд, как источник тепла высокой температуры и света высокой яркости, не сразу получил практическое применение из-за отсутствия достаточных мощных и экономичных источников тока для питания дуги. Такие источники появились лишь в конце XIX века.
В 1882 г. русский инженер Н.Н. Бенардос изобрел способ электродуговой сварки неплавящимся угольным электродом. Своему изобретению Н.Н. Бенардос дал название «Электрогефест». В 1986 г. он получил русский патент «Способ соединения и разъединения металлов непосредственным действие электрического тока». Н.Н. Бенардос разработал технологию дуговой сварки и типы сварных соединений, применяемых и в настоящее время (встык, внахлестку и др.). При сварке металла значительных толщин он применял скос кромок. Подготовка кромок при сварке тонких листов заключалась в отбортовке их краев. Для улучшения качества сварки им применялись флюсы: при сварке сталей – кварцевый песок, мрамор, при сварке меди – бура и нашатырь.
Созданию газовой сварки способствовали исследования процессов горения газовых смесей французским ученым Анри Луи Ле Шателье. В 1895 г. он доложил французской академии наук о получении им высокотемпературного пламени при сжигании смеси ацетилена и кислорода. К началу ХХ века относятся первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную горелку сконструировал Эдмонд Фуше, который получил на нее патент в Германии в 1903г. В 1904 во Франции была обнаружена возможность использования ацетилено-кислородной горелки для резки. Впервые газовая сварка демонстрировалась в 1906г. в Московском техническом училище. С 1911г. пионером развития автогенного дела в России являлся завод «Перун» в Петербурге, на котором изготавливалась некоторая аппаратура для газовой сварки и резки и обучались первые газосварщики.
Уже в начале 20-х гг. ХХ столетия под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик». В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов: коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Его внедрение в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом.
В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Быстрое развитие промышленности и всех отраслей техники вызвало появление новых средств нагрева, пригодных для сварки металлов, таких как, термитные смеси, электронный луч, лазер, высокотемпературная плазма, ультразвук и других новых эффективных способов сварки.
· Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по разным признакам (Рис. 1.1).
По первому признаку источники питания классифицируются в соответствии со способом производства энергии: преобразуется ли она из силовой сети питания (что имеет место в трансформаторах, выпрямителях и электронных источниках питания) или вырабатывается самими источниками питания (как это имеет место в случае использования генераторов).
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
- путем использования трансформаторов, которые преобразуют относительно высокое напряжение силовой сети в более низкое напряжение для сварки переменным током;
- путем использования сварочных выпрямителей, состоящих из трансформатора (для понижения напряжения силовой сети) и блока выпрямления для преобразования переменного тока в постоянный;
- путем использования электронных источников питания (например, сварочных инверторов);
- путем использования сварочных преобразователей, состоящих из сварочного генератора, вращение ротора которого обеспечивается электрическим двигателем;
- путем использования сварочных агрегатов, состоящих из сварочного генератора, вращение ротора которого обеспечивается двигателем внутреннего сгорания (строго говоря, в агрегате происходит преобразование не электрической энергии, а механической в электрическую).
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т.к. получают энергию от стационарной электрической сети) и автономными (агрегаты, т.к. их генератор подсоединен к двигателю внутреннего сгорания).
По четвертому признаку источники питания классифицируются в соответствии со способом регулирования параметров сварки. В трансформаторах, выпрямителях это может быть выполнено с помощью подвижных катушек, подвижных магнитных шунтов, секционированием витков вторичной обмотки и другими способами.
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или оба, как AC, так и DC (комбинированные источники питания).
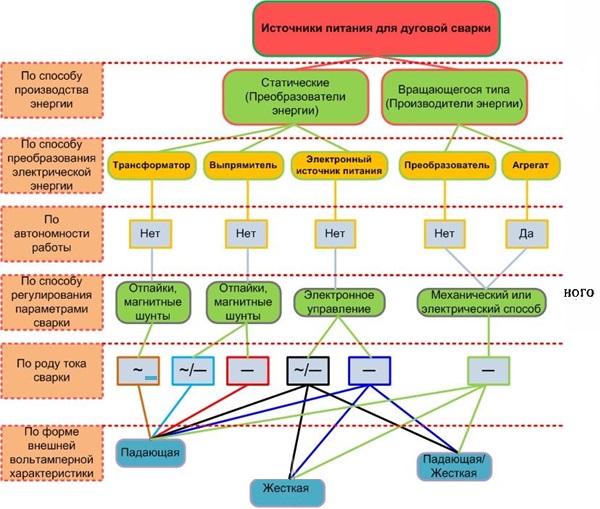
Рис. 1.1 Классификация источников питания
По шестому классификационному признаку источники питания классифицируются в соответствии с формой внешней (статической) вольт-амперной характеристики (ВВАХ). Внешней вольтамперной характеристикой источника питания является зависимость среднего значения напряжения на клеммах источника от силы тока в сварочной цепи. Она может быть либо падающей (CC - constant current), либо жесткой (CV - constant voltage). И в том и другом случаях эти определения не совсем точны и являются условными, принятыми в сварочной практике.
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ). Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
1. Внешняя характеристика источника питания должна соответствовать статической (вольтамперной) характеристике дуги.
2. Напряжение холостого хода должно быть достаточным для легкого зажигания дуги, но не превышающим нормы техники безопасности. Величина напряжения холостого хода зависит от конструкции и назначения сварочного агрегата и составляет (60 ÷ 80) В.
3. Источник должен обладать хорошими динамическими свойствами. С увеличением длины дуги рабочее напряжение должно быстро возрастать, а с уменьшением - быстро падать. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 0,05 с, а по требованиям минимального разбрызгивания металла - 0,01-0,02 с.
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и разбрызгивания металла, но не должен быть и слишком мал, чтобы не затруднять повторное зажигание дуги. Поэтому для источников сварочного тока принято следующее соотношение между током короткого замыкания и рабочим током:
5. Мощность источника сварочного тока должна быть достаточной для выполнения сварочных работ соответствующим способом.
6. Источник должен иметь устройство для плавного регулирования силы тока.
Тема 1.2. Характеристики сварочной дуги.
Электрические процессы в дуге. Модель сварочной дуги и распределение потенциала по ее длине. Анодная и катодная области, столб дуги. Вольт-амперные характеристики (ВАХ): статические и динамические. Способы их определения. Влияние изменения длины дуги на ВАХ.
При размыкании электрической цепи возникает электрический разряд в виде электрической дуги.Для появления электрической дуги достаточно, чтобы напряжение на контактах было выше 10 В при токе в цепи порядка 0,1 А и более. При значительных напряжениях и токах температура внутри дуги может достигать 3 - 15 тыс.°С, в результате чего плавятся контакты и токоведущие части.
При напряжениях 110 кВ и выше длина дуги может достигать нескольких метров. Поэтому электрическая дуга, особенно в мощных силовых цепях, на напряжение выше 1 кВ представляет собой большую опасность, хотя серьезные последствия могут быть и в установках на напряжение ниже 1 кВ. Вследствие этого электрическую дугу необходимо максимально ограничить и быстро погасить в цепях на напряжение как выше, так и ниже 1 кВ.
Процесс образования электрической дуги может быть упрощенно представлен следующим образом. При расхождении контактов вначале уменьшается контактное давление и соответственно контактная поверхность, увеличиваются переходное сопротивление( плотность тока и температура — начинаются местные (на отдельных участках площади контактов) перегревы, которые в дальнейшем способствуют термоэлектронной эмиссии, когда под воздействием высокой температуры увеличивается скорость движения электронов и они вырываются с поверхности электрода.
В момент расхождения контактов, то есть разрыва цепи, на контактном промежутке быстро восстанавливается напряжение. Поскольку при этом расстояние между контактами мало, возникает электрическое поле высокой напряженности, под воздействием которого с поверхности электрода вырываются электроны. Они разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать хотя бы один электрон с оболочки нейтрального атома, то происходит процесс ионизации.
Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги, то есть ионизированного канала, в котором горит дуга и обеспечивается непрерывное движение частиц. При этом отрицательно заряженные частицы, в первую очередь электроны, движутся в одном направлении (к аноду), а атомы и молекулы газов, лишенные одного или нескольких электронов, — положительно заряженные частицы — в противоположном направлении (к катоду). Проводимость плазмы близка к проводимости металлов.
Определение:
Сварочная дуга – это установившийся мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств.
Носителями электричества в сварочной дуге являются электроны и ионы. Электрическая проводимость дугового промежутка обеспечивается тем, что под действием электрического поля между катодом и анодом отрицательно заряженные электроны движутся к аноду, а положительно заряженные ионы – к катоду. Но основными носителями электричества в сварочной дуге, по большей части и определяющими ее проводимость, являются электроны.
В стволе дуги проходит большой ток и создается высокая температура. Такая температура ствола дуги приводит к термоионизации — процессу образования ионов вследствие соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения (молекулы и атомы среды, где горит дуга, распадаются на электроны и положительно заряженные ионы). Интенсивная термоионизация поддерживает высокую проводимость плазмы. Поэтому падение напряжения по длине дуги невелико.
В электрической дуге непрерывно протекают два процесса: кроме ионизации, также деионизация атомов и молекул. Последняя происходит в основном путем диффузии, то есть переноса заряженных частиц в окружающую среду, и рекомбинации электронов и положительно заряженных ионов, которые воссоединяются в нейтральные частицы с отдачей энергии, затраченной на их распад. При этом происходит теплоотвод в окружающую среду.
Таким образом, можно различить три стадии рассматриваемого процесса: зажигание дуги, когда вследствие ударной ионизации и эмиссии электронов с катода начинается дуговой разряд и интенсивность ионизации выше, чем деионизации, устойчивое горение дуги, поддерживаемое термоионизацией в стволе дуги, когда интенсивность ионизации и деионизации одинакова, погасание дуги, когда интенсивность деионизации выше, чем ионизации.
Источники питания сварочной дуги: требования, классификация, характеристика
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Для электродуговой сварки нужно электричество определенных параметров: большой силы (ампеража), низкого напряжения (вольтажа). Под воздействием тока между концом электрода и свариваемым металлом формируется мощный электрический разряд, выделяется большое количество теплоты. В качестве источников питания сварочной дуги применяются различные преобразователи. За историю существования ручной электросварки для розжига дуги созданы устройства, генерирующие переменный и постоянный ток. Сначала были трансформаторы, после появления полупроводников были созданы выпрямители. Генераторы преобразуют в электроток энергию сжигания жидкого или сухого топлива. Инверторы – источники нового поколения, у них возможности питания дуги гораздо шире, чем у трансформаторов. При выборе сварочного аппарата желательно учитывать преимущества и недостатки устройств.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.

Читайте также: