Требования к постоянным сварочным постам пожарная
Обновлено: 04.10.2024
Система стандартов безопасности труда
Occupational safety standards system. Electric welding works. Safety requirements
Постановлением Государственного комитета СССР по стандартам от 19 декабря 1986 г. N 4072 дата введения установлена 01.01.88
Настоящий стандарт распространяется на электросварочные работы (в дальнейшем - сварку) во всех отраслях народного хозяйства и устанавливает требования безопасности при ручной и механизированной дуговой сварке металлов, в том числе под флюсом и в защитных газах, электрошлаковой и контактной сварке.
Стандарт не распространяется на электросварочные работы, выполняемые под водой, в шахтах, рудниках, космосе, вакууме, взрывом и лазером, сварку неметаллических материалов, а также на газовую и термическую электродуговую резку и плазменную обработку металлов на установках, генерирующих низкотемпературную плазму.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Сварка должна выполняться в соответствии с требованиями настоящего стандарта, ГОСТ 12.1.004-91, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75, санитарными правилами при сварке, наплавке и резке металлов, утвержденными Министерством здравоохранения СССР, правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденными ГУПО МВД СССР.
1.2. Перечень опасных и вредных производственных факторов, возникающих при сварке, приведен в справочном приложении в соответствии с ГОСТ 12.0.003-74.
1.3. Концентрации вредных веществ в воздухе рабочей зоны при выполнении различных видов сварки не должны превышать предельно допустимых концентраций (ПДК), регламентированных ГОСТ 12.1.005-88 и перечнями ПДК, утвержденными Минздравом СССР.
Параметры микроклимата на рабочих местах должны соответствовать требованиям санитарных норм микроклимата производственных помещений*, утвержденных Минздравом СССР.
1.4. Уровни опасных и вредных производственных факторов в рабочей зоне не должны превышать установленных значений: уровень шума - по ГОСТ 12.1.003-83 и санитарным нормам, утвержденным Минздравом СССР; уровни локальной и общей вибрации - по ГОСТ 12.1.012-90* и санитарным правилам, утвержденным Минздравом СССР.
* На территории Российской Федерации документ не действует. Действует ГОСТ 12.1.012-2004, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.6. Цвета сигнальные и знаки безопасности - по ГОСТ 12.4.026-76*.
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
2.1. Организация технологических процессов сварки должна соответствовать требованиям правил устройства электроустановок (ПУЭ) и предусматривать максимально возможную механизацию, автоматизацию, дистанционное управление процессами сварки или его отдельными элементами, а также должны быть приняты меры по локализации опасных и вредных производственных факторов.
2.2. В нормативной документации на конкретные виды сварки требования безопасности должны быть установлены в соответствии с настоящим стандартом и отражены в технологической документации по ГОСТ 3.1120-83.
(Измененная редакция, Изм. N 1).
* На территории Российской Федерации документ не действует. Действуют "Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00), здесь и далее по тексту. - Примечание изготовителя базы данных.
2.4. При механизированной сварке следует использовать стационарные, переносные или встроенные в сварочное оборудование местные воздухоприемники.
2.5. Сварка изделий средних и малых размеров в стационарных условиях должна производиться в специально оборудованных кабинах. Кабины должны быть с открытым верхом и выполнены из негорючих материалов. Между стенкой и полом кабины следует оставлять зазор, высота которого определяется видом сварки. Площадь кабины должна быть достаточной для размещения сварочного оборудования, стола, устройства местной вытяжной вентиляции, свариваемого изделия, инструмента. Свободная площадь в кабине на один сварочный пост должна быть не менее 3 м.
2.6. При сварке изделий на поточно-механизированных и автоматизированных линиях должны предусматриваться местные вытяжные устройства, встроенные в оснастку линий. Допускается использование сварочного оборудования со встроенными местными воздухоприемниками.
2.7. Не допускается проведение сварки при неработающей местной вытяжной вентиляции.
2.8. Сварка в замкнутых и труднодоступных пространствах* должна производиться по наряду-допуску на особо опасные работы при выполнении следующих условий:
установки контрольных постов для наблюдения за электросварщиками;
наличия люка (люков) для прокладки коммуникаций и эвакуации работающих;
непрерывной работы местной вытяжной вентиляции и средств, исключающих накопление вредных веществ в воздухе выше предельно допустимых концентраций и содержание кислорода менее 19% (по объему);
наличия в сварочном оборудовании устройства прекращения подачи защитного газа при выключении напряжения в сварочной цепи;
наличия ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограничитель, выполненный в виде приставки, должен быть заземлен отдельным проводником.
* Замкнутыми пространствами (помещениями) считаются пространства, ограниченные поверхностями, имеющие люки (лазы), с размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными пространствами (помещениями) следует считать такие, в которых ввиду малых размеров затруднено выполнение работ, а естественный воздухообмен недостаточен.
2.9. Перед сваркой сосудов, в которых находились горючие жидкости и вредные вещества, должна быть произведена их очистка, промывка, просушка, проветривание и проверка отсутствия опасной концентрации вредных веществ в соответствии с ПТЭ и ПТБ, утвержденных Главгосэнергонадзором.
2.10. При сварке материалов, обладающих высокой отражающей способностью (алюминия, сплавов алюминия, сплавов на основе титана, нержавеющей стали), для защиты электросварщиков и работающих рядом от отраженного оптического излучения следует экранировать сварочную дугу встроенными или переносными экранами и по возможности экранировать поверхности свариваемых изделий.
2.11. Требования безопасности к ручной дуговой сварке
2.11.1. Стационарные посты сварки должны быть оборудованы местными отсосами. Объем удаляемого воздуха для стандартного сварочного стола от одного поста следует принимать не менее 1500 м/ч, причем скорость всасывания в точке сварки должна быть не менее 0,2 м/с.
При сварке внутри закрытых и труднодоступных пространств следует удалять переносными воздухоприемниками от одного поста не менее 150 м/ч воздуха.
2.11.2. Размещение постов аргоно-дуговой сварки должно исключать возможность утечки и проникновения защитного газа в смежные и расположенные ниже помещения.
2.11.3. При ручной сварке штучными электродами следует использовать переносные малогабаритные воздухоприемники с пневматическими, магнитными и другими держателями.
2.11.4. При сварке торированными электродами необходимо выполнять требования основных санитарных правил при работе с радиоактивными веществами и другими источниками ионизирующих излучений* и санитарных правил при сварке, наплавке и резке металлов, утвержденных Минздравом СССР.
* На территории Российской Федерации действуют СП 2.6.1.2612-10. - Примечание изготовителя базы данных.
2.11.5. Подача защитного газа при сварке торированными электродами должна прекращаться только после остывания конца торированного электрода спустя 20-30 с по окончании сварки.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Требования к постоянным сварочным постам пожарная
Пожарная безопасность при проведении сварочных работ: требования и меры
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.

Сварочные работы и пожарная безопасность
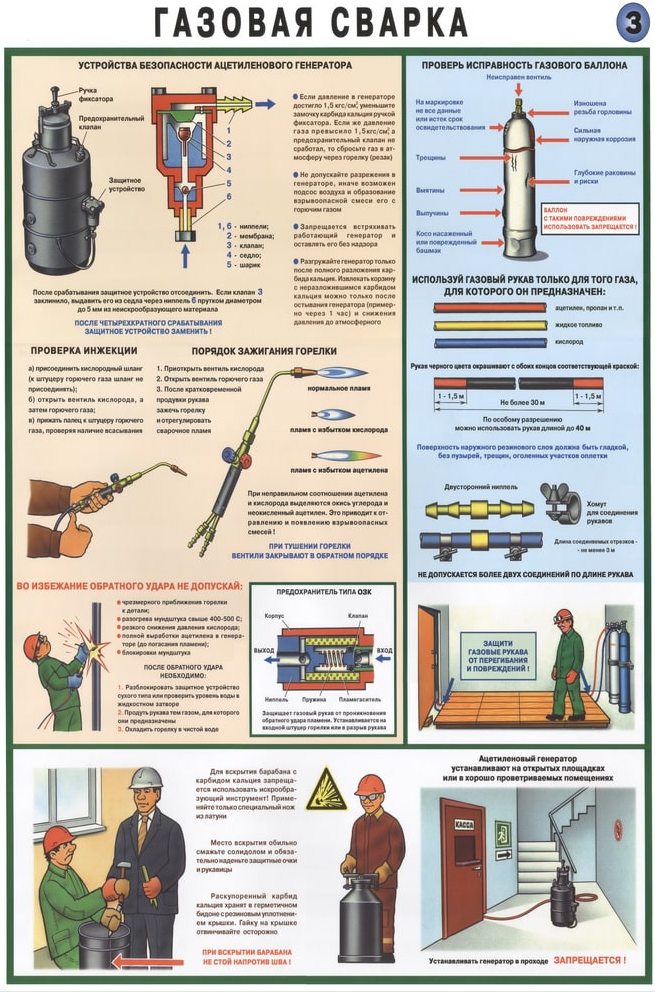
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
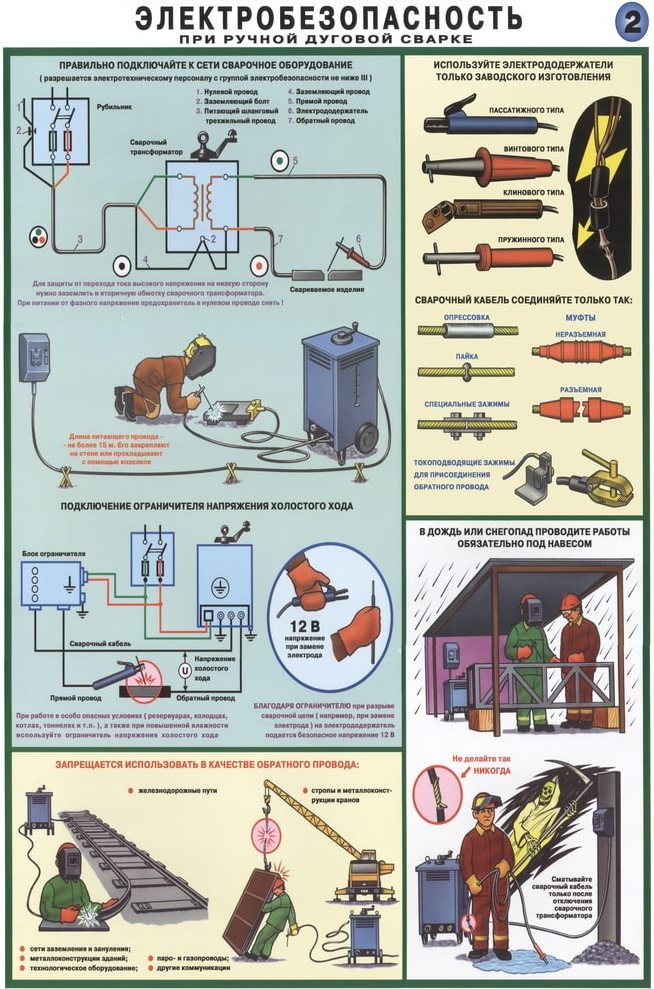
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.

Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Требования к постоянным сварочным постам. (категорирование помещений по взрывопожарной и пожарной опасности)
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.

На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.

У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Основаная классификация разделяет все пункты сварки на два основных типа:
Рассмотрим варианты их организации.
Стационарный
Самые крупные из подобного типа занимают отдельные помещения, даже цеха. Оборудование для этого вида как правило громоздко, а обрабатываемые изделия, наоборот, — имеют относительно небольшие размеры. Обычно здесь обрабатывают серийные заготовки.
Подобные пункты служат для размещения для таких технологий сварки как диффузионная, лазерная, сварка под слоем флюса, трением, прессованием, ковкой. Помимо сварки здесь производят раскрой с помощью газовой, лазерной или плазменной резки, другие подобные работы.
Для обеспечения вентиляции цеха сварки и резки металла необходима система приточных и вытяжных коробов, а также мощных фильтров.
Кабина
Небольшие сварочные точки обслуживающие ремонтные цеха предприятий размещают в отдельных кабинах. Задача этих помещений:
- обеспечить защиту окружающих от яркого света сварочной дуги;
- обеспечить локализацию сварочной зоны;
- сделать работу электросварщика или газосварщика организованной, по возможности комфортной.
Стены таких кабин изготавливают из листового металла, листов ОСП или фанеры, обработанных противопожарной пропиткой. Как вариант, рабочие места просто ограждают брезентовыми ширмами или шторами.
Рабочий стол
Своего рода переход от стационарных к передвижным типам. Оборудуется струбцинами для точного позиционирования свариваемых деталей, креплениями, ящиками, тумбочками для расходников и оснастки. При необходимости — местной вытяжкой.
Изготавливают его из листового металла. При этом в столешницы иногда встраивают специальные решетки для вытяжки продуктов горения непосредственно из зоны сварки.
Рабочий стол подойдет для небольшой мастерской, в том числе домашней. Разместить его можно как в помещении, так под навесом. При необходимости несложно перенести в другое мест.
Передвижной
Может устанавливаться в автомобиле, прицепе. Устройства на основе полуавтоматического аппарата размещают на ручной тележке вместе с баллоном углекислоты, сменными держателями, запасом сварочной проволоки, прутков. Тут же размещают минимальный набор инструментов.
Если же использовать портативный инвертор, пост поместится в чемодане 0,5х0,5 метра габаритами.
Требования к посту
Общие требования
Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации.
О вентиляции мы уже говорили, она обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике.

Применение сварочного поста для ручной дуговой сварки, где мастер будет работать сидя, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономически удобным, чтобы сварщик не уставал даже после нескольких часов непрерывной работы.
Организация сварочного поста не обходится без правильного освещения. Оно должно быть достаточно ярким, чтобы обеспечивать хорошую видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом.
Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров.
Индивидуальные требования
Организация рабочего места сварщика ручной дуговой сварки и организация рабочего места сварщика полуавтоматической сварки конечно отличаются. Есть индивидуальные требования к постам в зависимости от технологии сварки.
Если предполагается сварка на переменном токе, то пост должен быть оборудован осциллятором. Если предполагается, что пост должен использоваться для резки металла, то нужно заранее предусмотреть место для режущего инструмента.
При применении трехфазного напряжения тока нужно предусмотреть расположение контактора. Что касается всех работ, в ходе которых используется газ, то должно быть оборудовано место под хранение и настройку баллона.
Оборудование разных видов сварки
Организация рабочих точек обусловлена характеристиками используемого оборудования. В первую очередь это масса и требования к подключению.
Сам сварочный пост и оборудование сварочного поста, основу которого составляют тяжелые станки, дополнительно обеспечивают инструментами для их обслуживания, настройки, а при необходимости — ремонта. Кроме того, в наличии должен быть некоторый запас расходных: порошковый флюс, газ, различные присадки.
Более точно параметры комплектации диктуют технологические карты, индивидуальные регламенты, включающие чертеж с планировкой, функциональные и другие схемы.
К комплектации распространенных устройств универсальных устройств допускает большую свободу. Их выделяют в две группы, на основе:
- электросварочного, дугового;
- газового оборудования.
Стационарные посты первого типа комплектуют мощными устройствами постоянного либо переменного тока, нередко работающими от сети 380В. Это трансформаторы переменного тока, с выпрямителями либо без них, электрические машины (генераторы), устройства стабилизации дуги.
Если работа ведется с использованием инертного либо активного газа, обязательной комплектацией будут баллоны с аргоном, водородом, гелием и т.п.
Комплектация газовой сварки включает баллоны с рабочим газом (ацетилен или пропан), а также кислородом.
При этом, в отличие от мобильного, стационарный газосварочный пост не имеет ограничений по весу, поэтому газ сюда подается в баллонах емкостью в десятки литров.
Столы и прочая оснастка так же не ограничена по весу. Расширенный комплект может состоять не только из тисков и струбцин. Он включает фиксаторы различной конструкции, трубогибы, устройства для холодной прокатки, вальцовки и пр.
Мобильные наборы используют малогабаритное оборудование: инверторы, сварочные полуавтоматы, газосварка с небольшими баллонами.
Перемещаемые на автомобилях и прицепах сварочные комплексы на основе генераторов с приводом от двигателя, работающего на бензине, газе или ДТ. Такие посты полностью автономны, поэтому их нередко можно видишь в зоне ликвидации последствий стихийных бедствий.
Инструменты сварщика
Инструмент сварщика комплектуется с учетом специфики предстоящих сварочных работ. Однако есть определенный список инструментов, наличие которых для грамотного специалиста является строго обязательным. Без этих элементов сварочный процесс невозможен по определению.

К таким инструментам относятся:
1. Электрододержатель, от качества и надежности которого зависит удобство работы и безопасность труда. Электрододержатель не может превышать веса в 0,5 кг, должен быть исправным, необходимо, чтобы электрод в нем не болтался, и рукоятка была прорезинена.
2. Сварочные электроды. Электроды классифицируют по маркам, типу, толщине покрытия, качеству, назначению и допустимым пространственным положениям. Конечно, электрод должен соответствовать типу свариваемого металла. Перед работами нужно убедиться в том, что покрытие электрода однородное, плотное, прочное, без трещин и наплывов. Помимо всего прочего, сварщик, работающий с неплавящимся электродом, должен иметь при себе набор сточенных вольфрамовых электродов, комплект ключей, пассатижи либо кусачки.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
Обустройство вентиляции
Качество и сложность вентиляции мест работы оборудования так же зависят от его параметров.
Для передвижных постов она отсутствует как таковая, либо используется та, что есть.
Для стационарных типов, местная вентиляция необходима. Особенно, если речь идет о сварке под флюсом, устройствах, использующих активные виды газа.
Как правило, площадки кабинетного типа снабжают вытяжной вентиляцией, засасывающей образующиеся продукты сгорания непосредственно из зоны сварки. Поступление воздуха в помещение идет через зазоры под ограждениями и поверх них.
При этом, качественно приток зависит от организации вентиляции всего помещения, где располагается сварка.
Одежда сварщика
Костюм сварщика производится из специализированной огнестойкой ткани, которая призвана защитить специалиста от искр, брызг расплавленного металла и при этом не плавится от контакта с нагретыми поверхностями, что исключает ожоги.

Более того, сварщик не имеет права выполнять любые виды огнесварочных работ без защитного комплекта одежды, в список которого входит:
- Собственно сам костюм сварщика, соответствующий требуемому ГОСТу.
- Специальная обувь, стойкая к термическому воздействию искр и стальных брызг.
- Рабочие рукавицы или перчатки, в основном сделанные из брезента.
Правила организации рабочего места
Особую роль в обеспечении роста эффективности труда имеет правильная организация рабочего места сварщика. Также стоит обратить внимание еще на один важный момент. Это строгое соблюдение программы дисциплины «организация рабочего места сварщика». Во-первых, рабочее место сварщика должно быть снабжено необходимым оборудованием, соответствующими инструментами и материалами для проведения работ. Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов. За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
1. Задействуется все возможное освещение рабочей области, далее подготавливается материал и необходимый инструмент.
2. Важным пунктом является проверка соединения кабелей и шлангов. Только после этого мы приступаем к подготовке самого аппарата, разматываем сварочный рукав, подключаем газовый баллон, дополнительно проверяем подачу газа к аппарату и осматриваем сопло горелки.
3. Подготавливаются соответствующие детали, и начинается сварочный процесс, по окончании которого необходимо дать остыть от одной до двух минут образовавшемуся шву. Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.

Дополнительные приспособления и инструменты
К дополнительным инструментам относятся: стальная щётка – необходима для зачистки металла от грязи, ржавчины перед сваркой и шлака по завершении сварочного шва; молоток с заострённым концом, который применяется для отбивки шлака с поверхности шва; зубило для вырубки дефектного места сварного шва – применяется для срезания капель застывшего металла с поверхности изделия.
Для проведения измерительных работ сварщику необходима рулетка, линейка, угольник, а также белый маркер – для нанесения разметки на подготавливаемое изделие.
Читайте также: