Требования к прихваткам при сварке трубопроводов
Обновлено: 04.05.2024
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Сварка
289. При изготовлении, монтаже и ремонте рекомендуется применять аттестованную технологию сварки.
290. Газовая (ацетилено-кислородная) сварка допускается для труб из углеродистых и низколегированных неподкаливающихся сталей (17 ГС, 09Г2С и др.) с номинальным диаметром до 80 мм и толщиной стенки не более 3,5 мм при давлении до 10 МПа.
291. Газовую сварку стыков из низколегированных закаливающихся сталей (15ХМ, 12Х1МФ и др.) рекомендуется применять при монтаже и ремонте труб с DN до 40 мм и толщиной стенки не более 5 мм при давлении до 10 МПа.
292. Сварку трубопроводов и их элементов рекомендуется проводить в соответствии с НТД.
293. К производству сварочных работ, включая прихватку и приварку временных креплений, рекомендуется допускать сварщиков, аттестованных на выполнение соответствующих работ.
294. При выборе и применении сварочных материалов рекомендуется уделять внимание наличию подтверждения их соответствия требованиям национальных стандартов или технических условий и соответствующих сертификатов.
295. Рекомендуется при отсутствии сертификатов сварочные материалы допускать к использованию после проверки химического состава и механических свойств наплавленного металла.
296. При получении неудовлетворительных результатов по какому-либо виду испытаний или химическому анализу рекомендуется проводить повторные испытания. Повторные испытания проводятся на удвоенном количестве образцов по тем видам испытаний, которые дали неудовлетворительные результаты. Если при повторных испытаниях получены неудовлетворительные результаты даже по одному из видов, данная партия сварочных материалов бракуется.
297. Хранение, подготовка и контроль качества сварочных материалов рекомендуется осуществлять в соответствии с требованиями НТД.
298. Для аустенитных сварочных материалов, предназначенных для сварки соединений, работающих при температуре свыше 450 °C, рекомендуется осуществлять контроль содержания ферритной фазы в соответствии с требованиями НТД. При этом рекомендуется обеспечивать содержание ферритной фазы в наплавленном металле шва менее 6%.
299. Выбором сварочных материалов, предназначенных для сварки соединений из перлитных хромомолибденовых сталей, работающих в водородосодержащих средах при температуре свыше 200 °C, рекомендуется в целях безопасности обеспечивать содержание хрома в наплавленном металле не менее минимального содержания хрома в свариваемой стали, установленного требованиями НТД.
300. При наличии требований по стойкости сварных соединений против межкристаллитной коррозии аустенитные сварочные материалы рекомендуется в целях безопасности испытывать на склонность к межкристаллитной коррозии.
301. Выбор и применение конструктивных элементов подготовленных кромок и сварных швов рекомендуется осуществлять в соответствии и с учетом требований НТД.
302. Резку труб и подготовку кромок под сварку рекомендуется проводить механическим способом. Допускается применение газовой резки для труб из углеродистых, низколегированных и теплоустойчивых сталей, воздушно-дуговой и плазменной резки - для труб из всех марок сталей. При огневой резке труб рекомендуется предусматривать припуск на механическую обработку, величина которого определяется НТД.
303. После огневой резки труб из закаливающихся теплоустойчивых сталей подготовленные под сварку кромки рекомендуется проконтролировать капиллярной и магнитопорошковой дефектоскопией или травлением. Обнаруженные трещины удаляются путем механической зачистки всей поверхности кромки.
304. Отклонение от перпендикулярности обработанного под сварку торца трубы относительно образующей не рекомендуется более:
0,5 мм - для DN до 65 мм;
1,0 мм - для DN свыше 65 до 125 мм;
1,5 мм - для DN свыше 125 до 500 мм;
2,0 мм - для DN свыше 500 мм.
305. Сборку стыков труб под сварку рекомендуется проводить с использованием центровочных приспособлений, обеспечивающих требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка, а также с помощью прихваток или привариваемых на расстоянии 50 - 70 мм от торца труб временных технологических креплений.
Технологические крепления рекомендуется изготавливать из стали того же класса, что и свариваемые трубы. При сборке стыков из закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
306. При сборке стыков из аустенитных сталей с толщиной стенки труб менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не рекомендуется.
307. При сборке труб и других элементов с продольными швами последние рекомендуется смещать относительно друг друга.
При этом рекомендуется смещение проводить на расстояние не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с DN 100 мм и менее продольные швы рекомендуется смещать относительно друг друга на величину, равную одной четверти окружности трубы (элемента).
308. При сборке стыка рекомендуется предусматривать возможность свободной усадки металла шва в процессе сварки. Не рекомендуется выполнять сборку стыка с натягом.
309. При сборке труб и других элементов смещение кромок по наружному диаметру не рекомендуется выполнять на расстояние, превышающее 30% толщины тонкостенного элемента, но не более 5 мм.
При этом плавный переход от элемента с большей толщиной стенки к элементу с меньшей толщиной рекомендуется обеспечивать за счет наклонного расположения поверхности сварного шва. Если смещение кромок превышает допустимое значение, то для обеспечения плавного перехода рекомендуется протачивать конец трубы с большим наружным диаметром под углом не более 15°.
310. Смещения внутренних кромок по внутреннему диаметру рекомендуется допускать в пределах значений, приведенных в приложении N 13 к настоящему Руководству. Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка рекомендуется обеспечивать путем проточки конца трубы с меньшим внутренним диаметром под углом не более 15 °C. Для трубопроводов с PN до 10 МПа допускается калибровка концов труб методом цилиндрической и конической раздачи.
311. Отклонение от прямолинейности собранного встык участка трубопровода, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не рекомендуется превышать на:
1,5 мм - для трубопроводов с PN свыше 10 МПа и трубопроводов I категории;
2,5 мм - для трубопроводов II - V категории.
312. Способ сварки и сварочные материалы при выполнении прихваток рекомендуется выбирать и определять в соответствии со способами и сварочными материалами при сварке корня шва.
313. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, рекомендуется удалять механическим способом.
314. Рекомендуется предусматривать меры по обеспечению равномерного расположения прихваток по периметру стыка.
Их количество и длину рекомендуется приводить в технической документации.
315. Сборка стыков труб и других элементов, работающих под давлением до 10 МПа, рекомендуется осуществлять на остающихся подкладных кольцах или съемных медных кольцах, если это предусмотрено проектной документацией.
Требования к прихваткам при сварке трубопроводов
6.3.1. Собранные стыки труб и других элементов необходимо прихватывать в нескольких местах. Прихватки на месте пересечения швов не допускаются.
6.3.2. Прихваточные швы рекомендуется выполнять тем же способом сварки, что и корневой. Если корневой слой шва накладывается автоматическим или механизированным способом, прихватки следует выполнять ручным дуговым или ручным аргонодуговым способом. При прихватке должен применяться тот же присадочный материал, который будет использоваться (или может быть использован) для сварки корневого слоя. Прихватку должен производить сварщик, допущенный к сварке стыков труб соответствующей марки стали, по возможности тот, который будет сваривать данный стык.
6.3.3. Прихватки необходимо выполнять с полным проваром и по возможности переваривать при наложении основного шва.
6.3.4. К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, следует удалять механическим способом.
6.3.5. Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
при их выполнении ручной дуговой сваркой на стыках труб с толщиной стенки S = 3 мм и менее - толщине стенки трубы; с толщиной стенки более 3 до 10 мм - (0,6 - 0,7)S, но не менее 3 мм; с толщиной стенки более 10 мм - 5 - 6 мм;
при их выполнении ручной аргонодуговой сваркой без присадочной проволоки на стыках труб с разделкой Тр-1 (см. табл. 6.2) - толщине стенки трубы; на стыках труб с разделками Тр-2, Тр-6, Тр-7 - величине b +/- 0,5 мм (b - размер притупления). При выполнении прихваток с присадочной проволокой высота прихватки может быть увеличена на 0,5 - 1 мм.
6.4. Подогрев стыков при прихватке и сварке
6.4.1. Необходимость и температура подогрева стыковых соединений перед прихваткой и сваркой дуговыми способами при положительной температуре окружающего воздуха регламентируется данными табл. 6.3.
Температура подогрева угловых сварных соединений трубных систем определяется также по табл. 6.3, при этом за номинальную толщину свариваемых деталей принимается толщина более толстой детали (коллектора или трубопровода).
Газовая сварка выполняется без специального подогрева стыка, но с прогревом его перед сваркой в соответствии с требованиями пункта 10.9.
6.4.2. Подогревать стык можно индукторами (током промышленной или средней частоты), радиационными нагревателями сопротивления, газовым пламенем, обеспечивая нагрев стыка по всему периметру. В стыках труб с толщиной стенки более 30 мм ширина зоны подогрева должна быть не менее 150 мм (по 70 - 75 мм с каждой стороны), при толщине стенки до 30 мм - не менее 100 мм.
Ширина зоны подогрева угловых и нахлесточных соединений - 50 - 75 мм в каждую сторону от будущего шва.
Стыки труб из сталей 12Х1МФ и 15Х1М1Ф при толщине стенки более 45 мм следует нагревать индуктором. Подогрев этих стыков должен быть организован так, чтобы сразу после окончания сварки можно было произвести их термообработку.
Стыки труб с толщиной стенки 25 мм и менее разрешается нагревать газовым пламенем. Стыки труб с толщиной стенки более 25 мм можно нагревать газопламенными сварочными горелками или резаками лишь в исключительных случаях, если нет возможности установить индуктор, радиационный нагреватель или кольцевую горелку; при этом необходимо надеть на трубу асбестовый муфель (манжету) и обеспечить равномерный нагрев стыка по всему периметру.
При приварке подкладного кольца конец трубы можно подогревать газовым пламенем независимо от толщины стенки трубы.
6.4.3. Температуру подогрева можно контролировать с помощью термопар (ТП), цифровых контактных термометров (ТК-3М, ТК-5 и др.), пирометров, термокарандашей, термокрасок. Контроль температуры предварительного и сопутствующего подогрева стыков трубопроводов из низколегированных сталей диаметром свыше 600 мм при толщине стенки более 25 мм необходимо производить в двух диаметрально противоположных точках по периметру стыка, при этом на вертикальных стыках замер производится в нижней и верхней точках стыка.
При положительной температуре окружающего воздуха температуру подогрева стыка разрешается контролировать с помощью спички: ее воспламенение (без трения о поверхность металла) происходит при температуре металла около 270 град. C. Замер температуры подогрева следует производить в пределах зоны нагрева, ширина которой определяется п. 6.4.2.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п. 6.2.4.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл. 6.3. Эту температуру нужно поддерживать до окончания сварки.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис. 6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12 - 18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15 - 20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20 - 25 мм от кратера.
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0 град. C сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл. 6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл. 6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
в) стыки, которые при положительной температуре полагается сваривать с подогревом без термообработки (включая продольные швы плавников и вварку уплотнений), при отрицательной температуре должны быть непосредственно после окончания сварки (не допуская остывания стыка) укрыты слоем теплоизоляции толщиной 8 - 15 мм для обеспечения замедленного охлаждения;
Прихватка стыков трубопроводов
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
| Марка стали свариваемых деталей | Номинальная толщина свариваемых деталей, мм | Температура, ºС подогрева перед | |
| прихваткой и приваркой кольца | сваркой | ||
| Ст2сп2, Ст3сп2, Ст3сп3, Ст3сп4, Ст3пс5, 08, 10, 20 | До 100 вкл. | - | - |
| 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ | До 30 вкл. | - | - |
| 12МХ, 15ХМ | До 10 вкл. Св. 10 до 30 | - 100-150 | - 150-200 |
| 12Х1МФ* | До 10 вкл. Св. 10 до 30 вкл. | - 150-200 | - 200-250 |
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков ("замки") в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия "а" должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
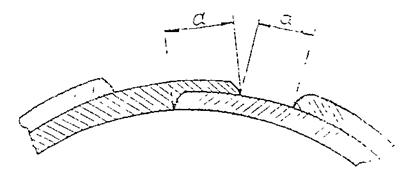
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ºС;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см 2 ) клеймо можно направлять электросваркой.
ОСТ 36-39-80 Трубопроводы стальные технологические на давление Ру до 9,81 МПа (100 кгс/см2).Ручная дуговая сварка покрытыми металлическими электродами типовой технологический процесс
ИСПОЛНИТЕЛИ к. т. н. Ю.В. Соколов (руководитель темы), к. т. н. В.И. Оботуров, А.В. Новиков, Н.С. Хесед (исполнители) - ВНИИмонтажспецстрой; А.В. Елагин, Е.А. Казеннов (Гипронефтеспецмонтаж), Л.Г. Погорельский, И.З. Родин (Гипрохиммонтаж), Г.Ф. Ялышко, В.И. Трощинский (Гипрометаллургмонтаж) - соисполнители
Настоящий стандарт распространяется на ручную дуговую сварку покрытыми металлическими электродами стальных технологических трубопроводов из углеродистых, низколегированных, легированных и высоколегированных сталей, работающих при давлении до 9,81 МПа (100 кгс/см 2 ).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1.1. Для изготовления стальных технологических трубопроводов следует применять материалы, соответствующие указаниям проекта и по своему химическому составу и механическим свойствам удовлетворяющие требованиям государственных стандартов и технических условий.
1.1.2. Замена материалов разрешается только по согласованию с проектной организацией при условии, что технологические и эксплуатационные характеристики заменяющих материалов не ниже заменяемых.
1.1.3. Качество материала должно подтверждаться предприятием-изготовителем соответствующими сертификатами.
1.1.4. При отсутствии сертификата предприятие-заказчик должно проверять материалы труб на подтверждение марки стали по химическому составу и механическим свойствам.
1.2.1. Для ручной электродуговой сварки трубопроводов следует применять покрытые металлические электроды - по ГОСТ 9467-75, ГОСТ 10052-75 или техническим условиям.
Электроды должны иметь сертификаты предприятия-изготовителя с указанием типа, марки, механических свойств и химического состава наплавленного металла.
1.2.2. Проверку качества покрытия и технологических свойств электродов необходимо производить в соответствии о ГОСТ 9466-75.
1.2.4. Перед сваркой все электроды должны быть прокалены в соответствии с режимами, приведенными в табл. 1. Повторных прокалок должно быть не более трех.
1.2.5. Электроды необходимо выбирать в соответствии с рекомендуемым приложением 1. Электроды, не указанные в рекомендуемом приложении 1, можно применять по согласованию с проектирующей организацией.
1.2.6. Замену типов и марок электродов, указанных в проекте производства сварочных работ, может производить только организация - разработчик проекта.
1.3.2. При сварке технологических трубопроводов основным способом нагрева для предварительного и сопутствующего подогрева является нагрев гибкими пальцевыми электронагревателям (ГЭН) по ТУ 36-1837-75 и нагревателями комбинированного действия (КЭН).
1.3.3. Для питания электронагревателей следует использовать сварочные трансформаторы, сварочные выпрямители, преобразователи и передвижные сварочные агрегаты.
1.3.5. При подогреве для тепловой изоляции следует использовать теплоизоляционные маты по ТУ 36-1846-77, асбестовую ткань по ГОСТ 6102-67, асбестовый картон по ГОСТ 2850-75 и асбестовый шнур по ГОСТ 1779-72.
1.3.6. Для измерения и регистрации температуры при подогреве следует применять самопишущие потенциометры (КСП-2, КСП-3, КСП-4 и др. градуировки ХА) по ГОСТ 7164-71, показывающие милливольтметры М-64, МПП-254 и др. градуировки ХА, термоиндикаторные карандаши, термоиндикаторные краски, цветные термоиндикаторы плавления, неокрашенные и цветные термоиндикаторы. Характеристики термоиндикаторов приведены в справочном приложении 3.
1.3.7. При использовании автоматических самопишущих потенциометров и показывающих милливольтметров следует применять термоэлектрические термометры ТХА-151, ТХАП-15, ТХА-ХIII и др. градуировки ТХА по ГОСТ 6616-74, которые присоединяются к прибору компенсационными проводами ПКВ, ПКЛ, ПКГВ, ПКЛЭ типа М по ГОСТ 5.1236-72 и ПКВП типа М по ТУ 16-505.440-73.
1.4.1. К прихватке и сварке стыков трубопроводов I, II, III и IV категорий (СНиП III-31-78) допускаются сварщики, выдержавшие теоретические и практические испытания в соответствии с действующими "Правилами аттестации сварщиков" (утверждены Госгортехнадзором СССР 22 июня 1971 г.) и имеющие удостоверение установленной формы на право производства сварочных работ.
Читайте также: