Требования к сварщикам при сварке трубопроводов
Обновлено: 06.05.2024
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Требования к сварщикам при сварке трубопроводов
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
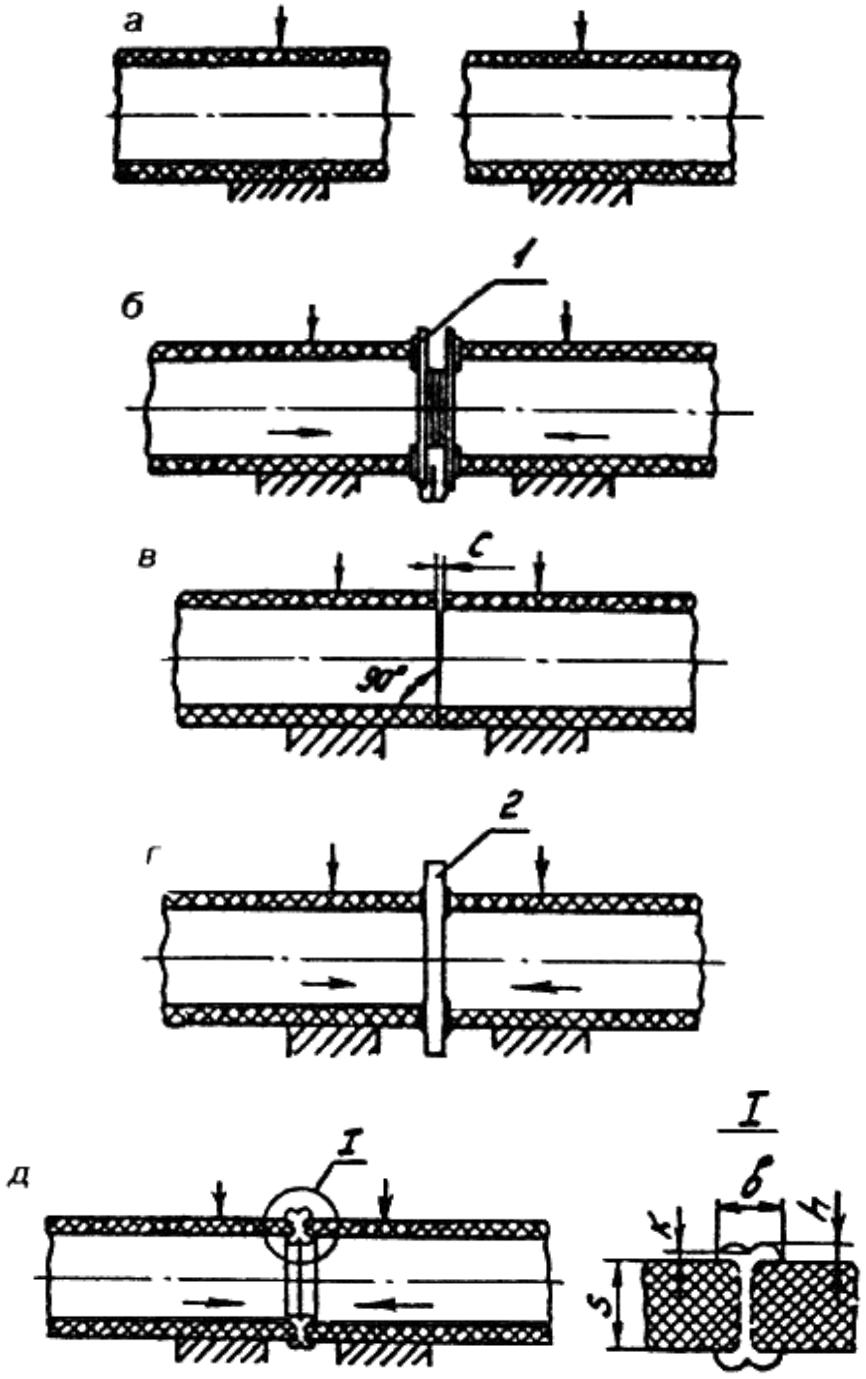
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Группы по диаметрам труб
* Примечание: для труб свыше 426 мм аттестация технологии сварки должна проводиться по ВСН 006 "Сварка - Новая редакция".
Группы по толщине стенки
- изменение типа сварочных материалов за пределы принятого технологией прочностного класса, типа электродов, вида электродного покрытия, вида сердечника порошковой проволоки, типа и основности флюса;
- изменение числа слоев шва (в сторону уменьшения) и временного интервала между их выполнением (в сторону увеличения);
- уменьшение числа сварщиков на корневом слое шва против предусмотренного технологической инструкцией.
15.23. Аттестацию технологии ремонта дефектных стыков целесообразно проводить одновременно с аттестацией технологии сварки трубопровода преимущественно на том же стыке. При проведении аттестации технологии ремонта производят ремонт участков сварного шва длиной не менее 300 мм в потолочной части стыка. При диаметре трубы меньше 426 мм - не менее 1/6 периметра трубы. В том случае, если ремонт сварного шва выполняется теми же сварочными материалами и тем же методом сварки, которые предусмотрены аттестованной технологией, разрешается аттестовать технологию ремонта по результатам неразрушающего контроля ремонтного участка шва.
15.24. Технология сборки и сварки захлестов и другие специальные сборочно-сварочные работы должны быть аттестованы самостоятельно.
Аттестация сварщиков. Сварка допускных стыков
15.25. К аттестационным испытаниям сварщиков по аттестованной для данного объекта технологии сварки допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором России и имеющие удостоверения установленной формы.
15.26. Все сварщики до начала работ на данном объекте должны выполнить сварку допускных стыков на специально подготовленных катушках.
Сварщики, участвовавшие в аттестации технологии сварки и выполнявшие приемочный стык, признанный годным, от аттестации на допускных стыках освобождаются.
15.27. Допускной стык должен свариваться в присутствии представителей технадзора Заказчика в условиях непрерывного пооперационного контроля и последовательной оценки качества каждой операции.
Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
15.28. Испытания образцов на излом с надрезом выполняются после радиографического контроля допускного стыка.
Образцы для испытания на излом с усилением шва должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва.
15.29. Если по результатам контроля допускной стык не принят, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
15.30. Срок действия аттестационных испытаний сварщиков определяется продолжительностью строительства данного объекта, если соблюдены следующие условия:
- сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, представитель Заказчика имеет право отстранить его от работы и потребовать переаттестации.
Подготовка кромок и сборка стыков
15.31. Основные типы разделки кромок труб, выполняемых в монтажных условиях, приведены на рис. 4 а, б.
Подготовку кромок со стандартной разделкой (см. рис. 4а) можно выполнять как механической обработкой, так и газовой резкой с последующей зачисткой шлифмашинкой. Подготовку кромок с двухскосой разделкой (см. рис. 4б) можно выполнять только механической обработкой концов труб или патрубков. Такая разделка является предпочтительной при изготовлении трубных узлов и толстостенных труб при толщине стенки 15 мм и более.
15.32. До начала сборки на всех поступивших для сварки труб, деталях трубопроводов, арматуре мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие труб, деталей трубопроводов и арматуры их назначению.
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.
Читайте также: